
某核电厂小径管不锈钢母材的相控阵超声检测工艺
2019-06-24 09:31:14
无损检测 2019年6期
(中核武汉核电运行技术股份有限公司浙江分公司,海盐 314300)
为了准确测量核电厂运行过程中工作介质的温度、压力等参数,在母管中需接入一定数量的测量管线,这些测量管线一般设计为安放式接管,接管通过不锈钢适配器焊接到碳钢母管上,这种焊缝被称为异种金属对接焊缝。异种金属对接焊缝广泛应用于核电厂的核级管道中,在长期高温、高压、辐照的在役条件下,可能产生疲劳、裂纹等危险类缺陷。某核电厂运行过程中,其主管道小径管适配器接头异种金属对接焊缝熔合线至不锈钢母材10 mm区域内发生两次漏水事件,金相分析后发现泄漏的原因是裂纹从适配器接头不锈钢母材内表面产生后逐步延伸到了外表面,这严重影响了核电机组的安全稳定运行,因而保证适配器接头不锈钢母材的完整性显得尤其重要。由于液体渗透方法无法对适配器接头不锈钢母材内侧进行检测,而射线检测方法对裂纹类缺陷的检测又存在一定局限性,因此,笔者选择相控阵超声检测方法,针对该小径管适配器接头不锈钢母材的结构特点和易产生缺陷的位置,确定了合适的检测工艺,对适配器接头不锈钢母材进行检测,取得了较好的检测效果。
1 相控阵超声检测原理
相控阵超声检测的核心是基于惠更斯原理的相位控制。相控阵探头由多个压电晶片按一定的规律分布排列,激发时按预先设定的延迟时间分别激发各个晶片,所有晶片发射的超声波形成一个整体波阵面,能有效地控制发射超声束的形状和方向,实现超声波的波束扫描、偏转和聚焦[1]。其为确定不连续性的形状、大小和方向提供了比单个或多个探头系统更大的能力。相控阵超声检测技术具有独特的优点,可以在较大范围内实现焦点位置和尺寸的动态可调,可以保证在整个声程范围内获得较为一致的检测分辨力,并提高检测速度;相控阵超声检测技术采用机械扫描和电子扫描相结合的方法来实现图像成像,扫查图形以A,B,C,S视图等多种形式呈现,显示更直观,给实际检测提供了极大的便利。相控阵扫查示意及其成像图如图1所示。
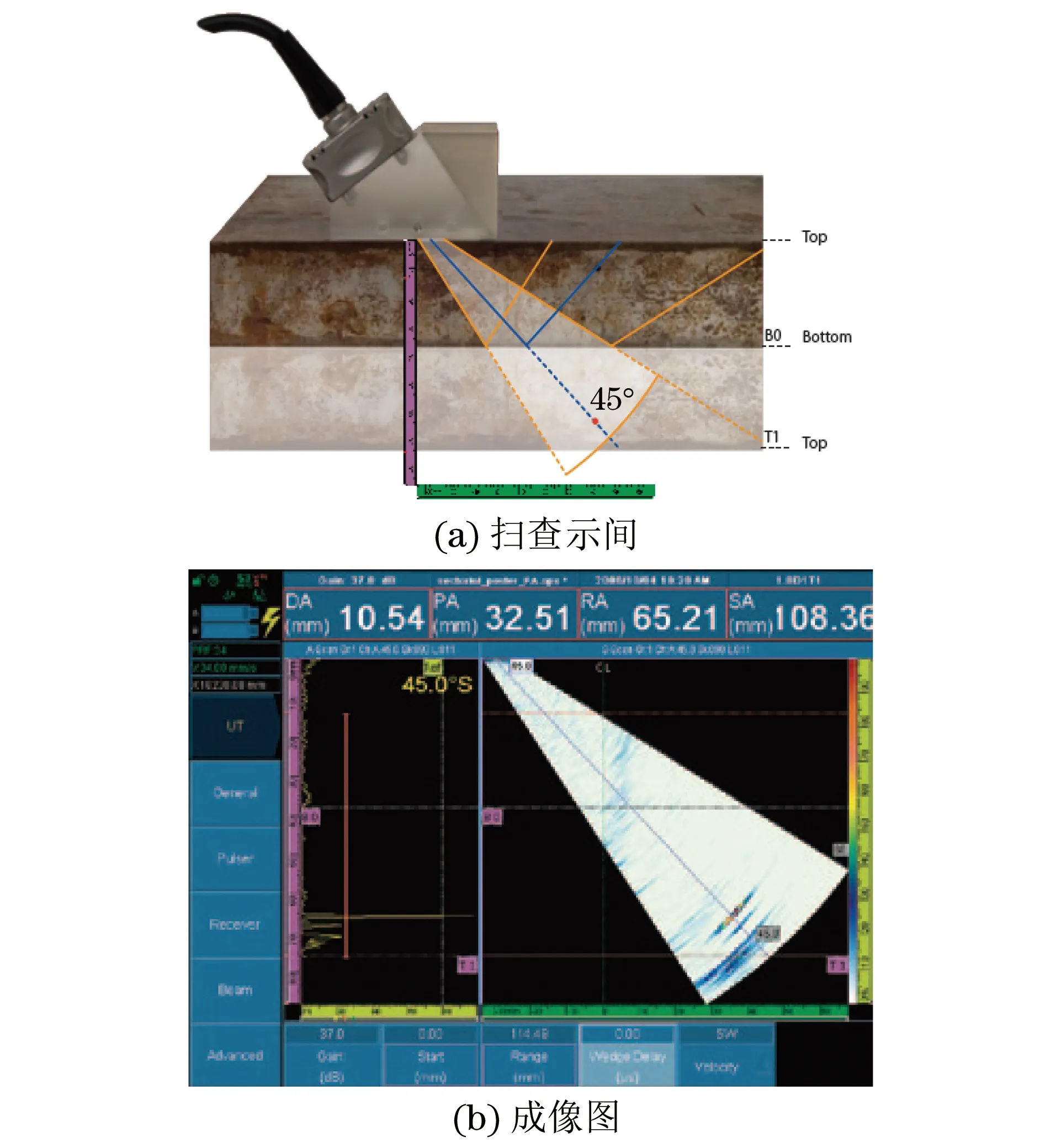
图1 相控阵超声扫查示意与成像图
2 检测对象
检测对象为某核电厂主管道小径管适配器接头焊缝,规格(外径×壁厚)为φ26.5 mm×4 mm,检测范围为不锈钢侧焊缝熔合线至不锈钢母材10 mm区域,如图2中方框区域。

图2 检测对象实物与检测区域示意
3 检测工艺的确定
3.1 超声波检测仪
小径管适配器接头不锈钢母材检测面的管壁薄,管径很小,在检测时往往产生很多干扰波,所以小径管适配器接头在厂房里面分布的位置较广,故宜选择具有较高分辨率和较窄始脉冲宽度,且轻巧便携、屏幕光亮度好、操作系统简便的仪器。同时为了便于信号的分析和处理,要选择能储存和记录超声波信号的超声波检测仪。试验采用满足上述要求的Omniscan MX2型便携式相控阵超声检测仪,其不仅具有高采集速率,而且有多种强大的软件功能,可更有效地进行手动检测。
3.2 探头和楔块
与所有传感器系统一样,相控阵超声检测系统的核心是探头。相控阵超声探头需使用不同形状的多阵元换能器来满足构件检测的需求。探头的频率对检测有较大的影响,频率越高,灵敏度和分辨力越高,对检测越有利;但频率越高,衰减越大,又对检测不利。超声检测用的探头频率主要取决于被测材料晶粒粗细及工件厚度等,文中采用横波检测,频率为5 MHz。相控阵超声探头一般有16到128个晶片,随着晶片数量的增多,声波聚焦与电子偏转的能力会增强,同时检测所覆盖的区域也会扩大,然而探头的成本也会增加,文中要求在较小的检测对象中进行多角度的检测,因此探头设计不需要太多的晶片和太大的孔径[2]。相控阵探头组合件除了阵列探头本身,还包括4个塑料楔块,该楔块曲率与适配器接头母材的曲率一致。制定工艺中的相控阵超声探头具体参数为:探头型号,5S16-0.5×10;频率,5.0 MHz;晶片间距,0.5 mm;晶片宽度,10 mm;晶片数量,16;标称角度,50°;波型为横波,楔块用途如表1所示。

表1 楔块用途
3.3 参考试块
根据被检对象规格制定了合适的参考试块,主要用于基准灵敏度的设置,在试块上刻伤,共3个槽,槽深0.4 mm,槽宽0.1 mm,槽长5 mm,均为内表面槽。参考试块槽1为轴向槽,径向方向,槽一端的端点离管口2 mm;槽2为周向槽,圆周方向,槽中心离管口2 mm;槽3为斜45°槽,沿周向(或径向)偏转45°,槽一端的端点离管口2 mm。参考试块的刻伤图纸如图3所示。

图3 参考试块刻伤图纸
3.4 耦合剂
所用的耦合剂对受检部件不能有腐蚀作用,且工作结束后易清除。文中选用吴江宏达探伤器材有限公司生产的CG-08型核工业专用耦合剂。
4 检测步骤
4.1 声束覆盖范围设置
对小管径适配器接头不锈钢母材进行相控阵超声扇形扫查时,应正确选择探头前沿至焊缝熔合线的距离,保证扇形扫查中大角度声束(一次波)覆盖母材内表面,小角度声束(二次波)覆盖母材外表面,以达到对适配器接头母材100%的检测[3]。进行检测时,用超声软件UltraVision 3.3R4模拟声束的覆盖范围,该工具软件能模拟显示母材截面及不同角度的波束覆盖情况。通过模拟效果找到适当的波束角度范围,确定采用35°~70°。轴向检测和周向检测的模拟声束如图4所示。

图4 轴向检测和周向检测的模拟声束
4.2 延迟和角度补偿
虽然在仪器初始设置过程中输入了探头与楔块等相关参数,但是输入的参数与实际参数的误差、楔块磨损、扫查角度、耦合剂等因素都会影响实际的延迟数值,因此在灵敏度设置前进行了探头延迟补偿。探头延迟的测量方法是首先在声速固定的情况下,移动探头寻找相应试块圆弧面的最大反射波幅,相控阵软件记录最大反射波幅,对整个角度范围进行延迟补偿。角度补偿过程中,移动探头获得某一固定标准反射体的回波包络,仪器将自动实现角度增益补偿标定。
4.3 基准灵敏度设置
对于相控阵探头和楔块组合,选择折射角为45°,将参考试块中的对应内表面槽信号的幅值调整至屏幕高度的80%左右,此时的仪器增益值即为基准灵敏度。
4.4 表面条件准备
受检表面不得有油漆、氧化皮、干耦合介质以及可能妨碍探头自由移动、影响超声波在工件中的良好传播或引起判断错误的任何其他杂物以及表面的不平整情况。
4.5 扫查
用相控阵超声探头,配合相应的楔块在管道外表面焊缝不锈钢侧对检测区域进行轴向、周向和偏转扫查,扫查速度不能超过75 mm·s-1,如果耦合条件不佳时,需降低扫查速度。测长和测高时,扫查速度不能超过25 mm·s-1。
4.6 记录
对于超过记录阈值的缺陷显示应予以分析,记录所发现平面状特征显示的最大回波信号幅值,测量并记录发现显示信号时的探头空间位置,在三维结构图纸中标记探头位置;从扇扫图中读取显示信号所处的相对空间位置(声束角度以及距离),结合三维图最终获得相应的显示信号位置。
5 检测试验
为了有效验证上述检测系统的可靠性,采用上述工艺对模拟试件进行检测。模拟试块采用核电厂运行使用过的适配器接头不锈钢母材,在母材内表面刻有3个不同方向的深0.2 mm的槽,模拟试件如图5所示。对模拟试块进行检测,结果显示槽1,2,3反射的波形均十分明显,完全能够分辨出来,其对应的显示信号如图6~8所示。

图5 适配器接头不锈钢母材模拟试件
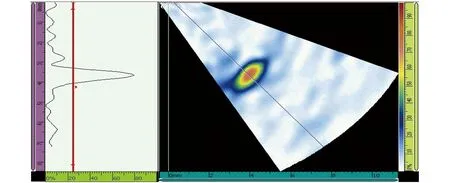
图6 模拟试件中槽1对应的相控阵超声检测信号
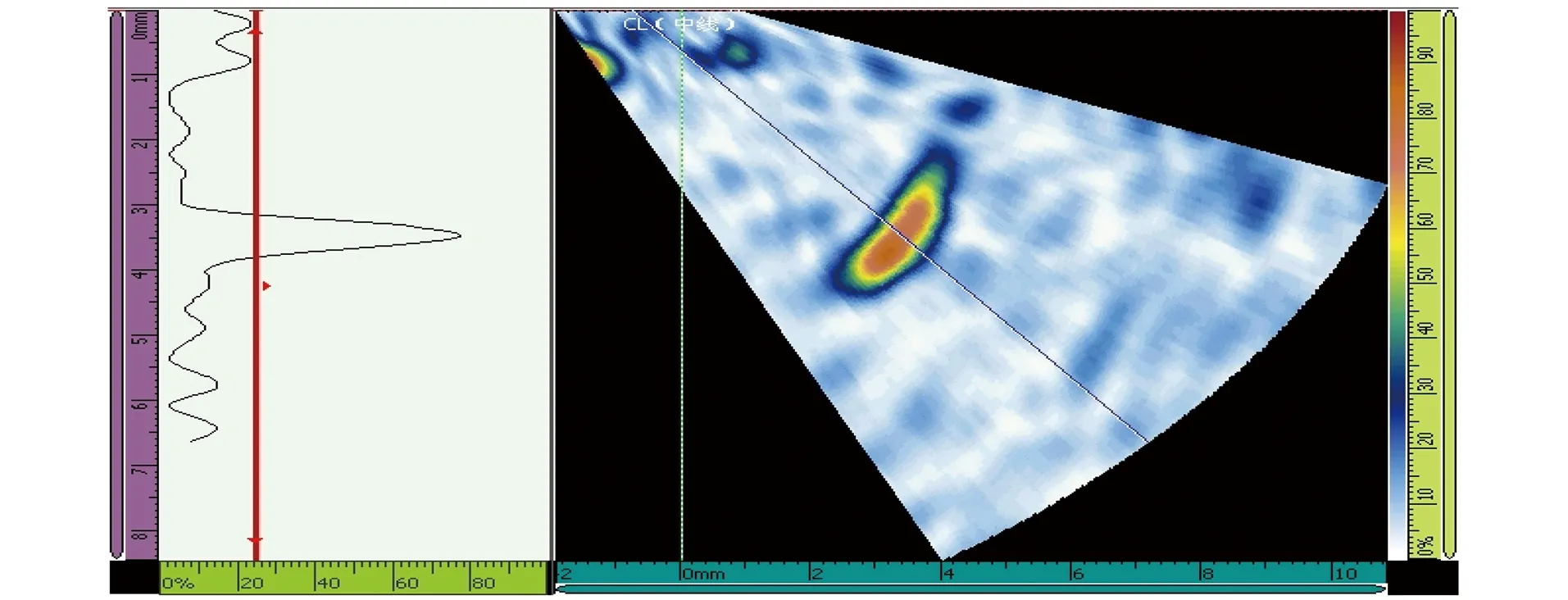
图7 模拟试件中槽2对应的相控阵超声检测信号

图8 模拟试件中槽3对应的相控阵超声检测信号
6 现场实际应用
在某核电机组停堆大修中,采用上述工艺对厂房内6处小径管适配器接头焊缝不锈钢母材及9个预制件实施了相控阵超声检测,检验区域为适配器侧焊缝熔合线至不锈钢母材10 mm区域。检测结果如下:在A适配器接头焊缝不锈钢母材上发现2处轴向显示,在B适配器接头焊缝不锈钢母材上发现1处周向显示, 其余4条适配器接头焊缝不锈钢母材及预制件上未发现可记录显示,缺陷数据见表2(表中x表示周向位置,y表示轴向位置,D表示深度)。A适配器接头焊缝不锈钢母材上的显示见图9和图10,缺陷位置见图11;B适配器接头焊缝不锈钢母材上的显示见图12,缺陷位置见图13。核电厂维修部门对发现显示的两个适配器进行了处理,用检测合格的预制件对其进行了更换。新更换的适配器接头不锈钢母材应用效果良好,运行1年多未发生开裂现象。

图9 A适配器接头焊缝不锈钢母材上编号为D01的缺陷显示

图10 A适配器接头焊缝不锈钢母材上编号为D02的缺陷显示
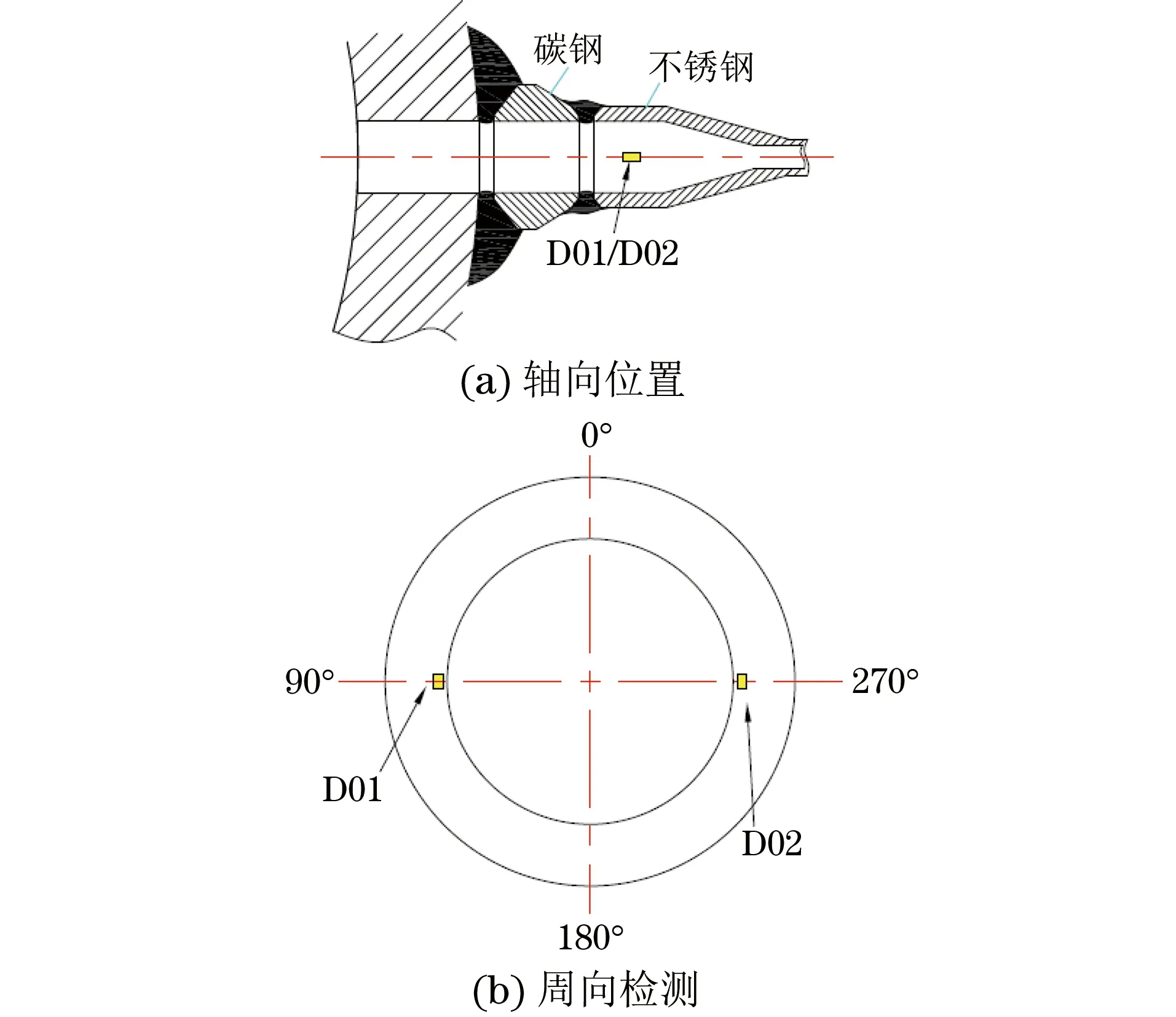
图11 A适配器接头焊缝不锈钢母材缺陷位置示意
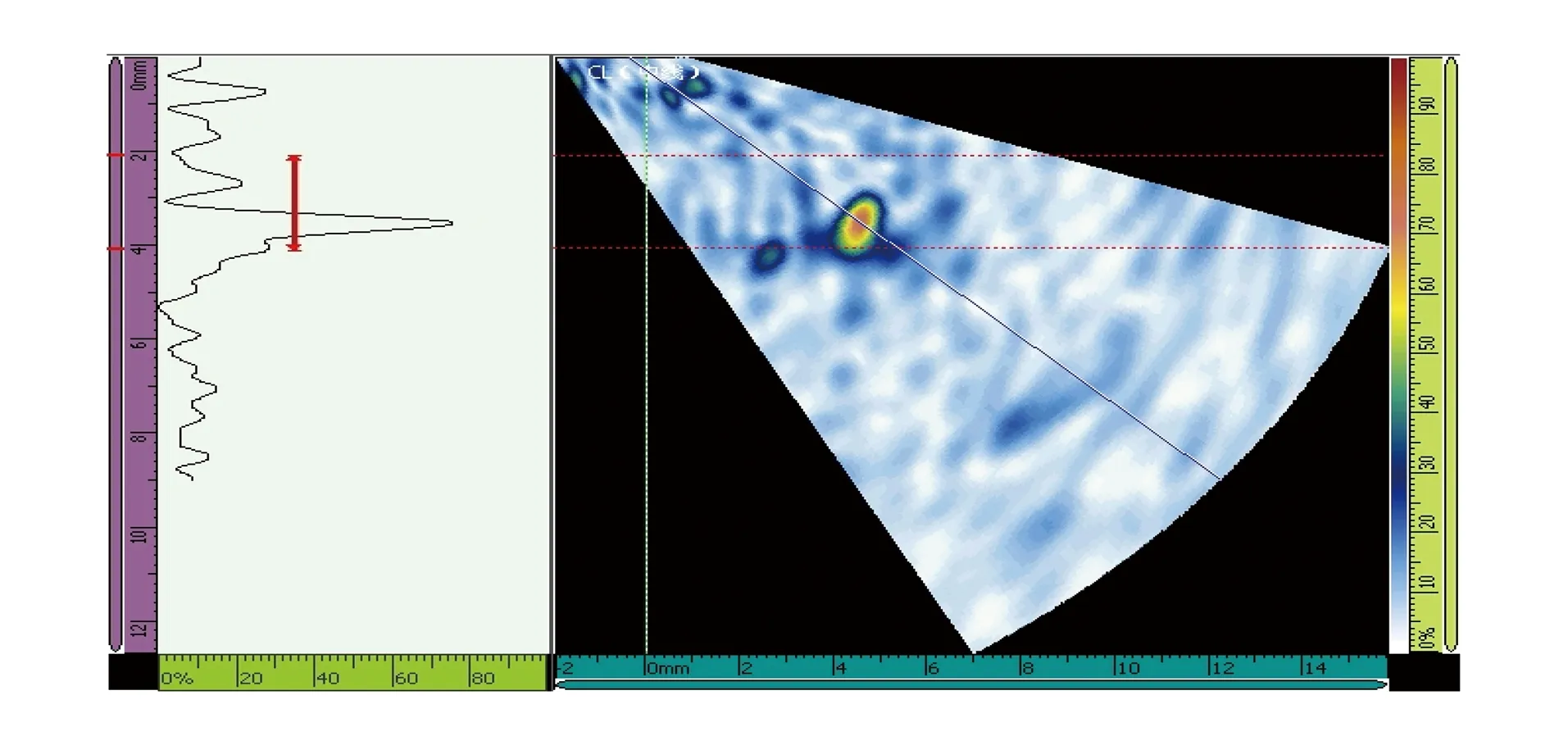
图12 B适配器接头焊缝不锈钢母材上编号为D01的缺陷显示

图13 B适配器接头焊缝不锈钢母材缺陷位置示意
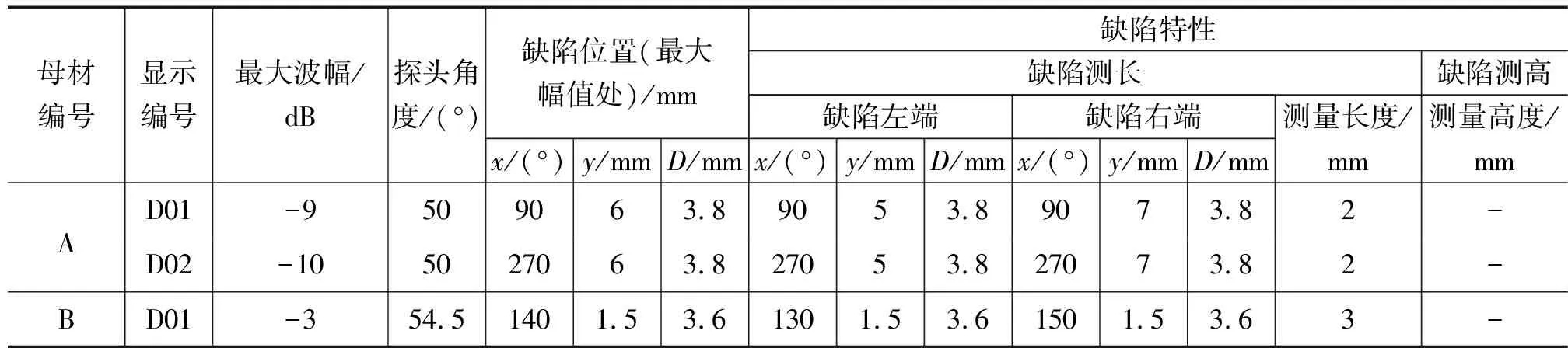
表2 适配器接头焊缝不锈钢母材缺陷数据
7 结论
根据小管径适配器接头焊缝不锈钢母材的结构特点,通过对相控阵超声的原理分析确定了其相控阵超声检测工艺,包括检测波形、探头频率、角度、晶片尺寸等。对模拟试件的检测以及现场实际应用结果表明,采用的工艺基本能够满足质量检测的要求。
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年5期)2022-11-10 09:02:30
一重技术(2021年5期)2022-01-18 05:41:56
机械制造(2021年11期)2021-12-13 07:14:04
中国机械工程(2021年3期)2021-02-22 02:02:22
测控技术(2018年8期)2018-11-25 07:42:16
电子测试(2017年11期)2017-12-15 08:57:45
水利技术监督(2017年3期)2017-06-09 06:55:34
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
地矿测绘(2015年3期)2015-12-22 06:27:26
