
高密度聚乙烯热熔焊缝的PAUT和TOFD检测
2019-06-24 09:31:16
无损检测 2019年6期
(1.廊坊中跃检验检测有限公司,廊坊 065001;2.廊坊市新思维科技有限公司,廊坊 065001)
高密度聚乙烯(HDPE)管的原材料为聚乙烯,其是一种高分子量的有机合成材料。聚乙烯管是国际上应用最为成熟的塑料压力管道原材料。HDPE管在市政工程供水系统、室外埋地给水系统、水处理工程管道系统、旧管材在役修复及其他领域应用广泛。近年来,HDPE管也逐渐成为燃气输送管道铺设的主要用料。并且,因其具有耐腐蚀性的特点,HDPE管在海水淡化,核电站冷却水循环等方面,开始部分替代金属管道。
HDPE管在管道铺设过程中,管材采用焊接的方式连接。焊接主要有电熔或热熔两种方法。电熔的方式在相关标准中有提及,这里不再详述。热熔方式(见图1)是将两根PE管材同时放在热熔器夹具上,管材端面与电加热板充分贴合,达到预设温度后抽掉加热板,再对熔融状态的管材施加压力使其完成焊接(见图2)。
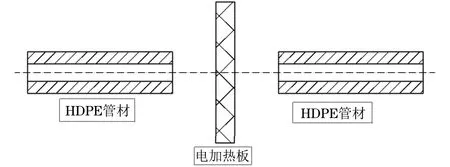
图1 热熔焊接示意
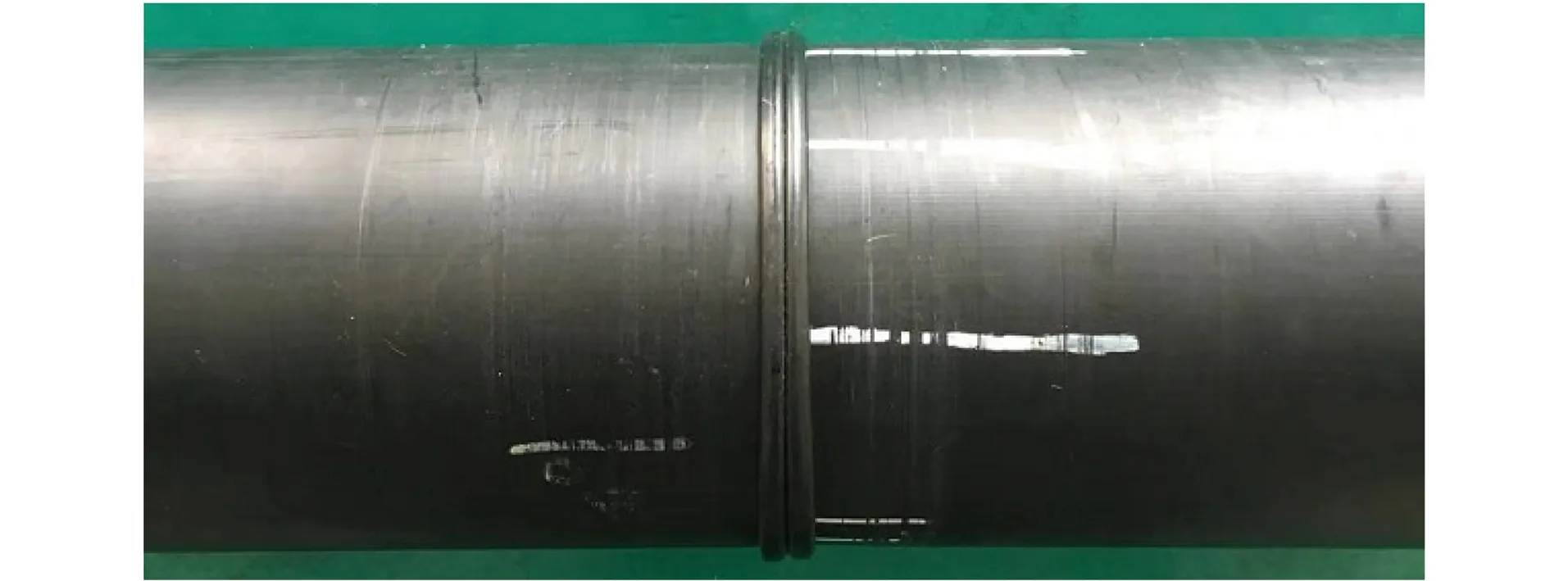
图2 热熔焊缝成形示意
热熔焊接受通电时间,电流大小,焊接温度等条件的影响,焊接时容易产生未熔合、夹渣、气孔等类型的缺欠。聚乙烯材料的声学特点是声速小,衰减系数大。聚乙烯管道超声纵波声速在2 100~2 670 m·s-1间变化,衰减系数随检测频率不同而存在较大差别[1]。
热熔焊缝采用超声方法进行检测[2-3],由于各种因素影响,使用常规超声检测方法较困难。笔者利用相控阵超声(PAUT)方法,衍射时差(TOFD)方法检测HDPE管热熔焊缝,为HDPE管热熔焊缝的检测提供了新的手段。
1 PAUT和TOFD检测原理及检测工艺
1.1 PAUT检测原理
相控阵超声检测技术使用多阵元换能器激发和接收超声波束,通过控制换能器阵列中各阵元发射(接收)脉冲的延迟时间,改变声波到达物体内某点的相位关系,从而实现超声波波束的扫描、偏转、聚焦,利用机械扫描和电子扫描相结合的方法能实现多种方式成像。
相控阵超声能同时显示多组A扫描、S扫描、B扫描和C扫描的组合视图[4]。在检测过程中可观察C扫描成像,生成的可视化数据方便观察和分析。通过多组视图来判断信号的特征,为进一步分析缺欠性质提供支持。
1.2 PAUT检测工艺
试验采用2.25 MHz频率探头,测得焊接试件的超声声速为2 360 m·s-1,超声波衰减系数为1.2 dB·mm-1。
根据实际检测管材的壁厚设定聚焦法则。激发晶片数量和角度有必要在检测前进行相控阵声场模拟,以确定聚焦法则的具体参数。壁厚为25 mm的管材检测工艺为:采用奥林巴斯OmniScan MX2设备,配置频率为2.25 MHz的64晶片探头和倾斜角为35°的水耦合楔块;一次同时激发20晶片,起始晶片为第45晶片,聚焦法则设置为纵波扇形扫查;探头步进偏移为2 mm,形成45°~89°扇扫描角度;使声束入射点在步进方向尽可能靠近焊缝,以减小表面盲区。图3为壁厚25 mm管材的相控阵检测聚焦法则的声场模拟。
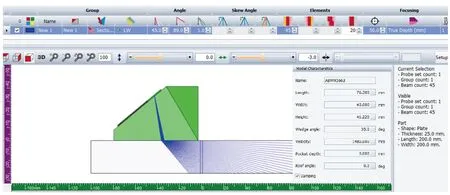
图3 壁厚25 mm HDPE管材的相控阵检测聚焦法则的声场模拟
1.3 TOFD检测原理
采用一发一收两个相同的宽频带窄脉冲探头进行检测,探头相对于焊缝中心线对称布置。发射探头产生非聚焦纵波波束以一定角度范围入射到被检工件中,其中部分波束沿近表面传播被探头接收,部分波束经底面反射后被探头接收。接收探头通过接收缺欠尖端的衍射信号及其时差来确定缺欠的位置和自身高度。
TOFD技术能够形成A扫描和B扫描,B扫描能够观察到焊缝的截面图;能够采集并存储检测数据,对缺欠进行分析和测量。
1.4 TOFD检测工艺
采用奥林巴斯OmniScan MX2设备进行检测,配置频率为2.25 MHz,晶片直径为6 mm的探头和32°倾斜角的水楔块。根据HDPE管材的壁厚(25 mm),聚焦深度设置为16.7 mm。 HDPE管材的TOFD检测探头聚焦法则的声场模拟如图4所示。
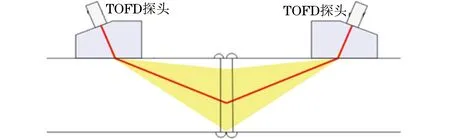
图4 HDPE管材的TOFD检测探头聚焦法则的声场模拟
2 PAUT和TOFD检测过程
依据现场实际检测情况,设计并制作缺欠试块。分别对(直径×壁厚)110 mm×10.5 mm,114 mm×17 mm,168 mm×25 mm 3种规格的管件进行检测。PAUT方法和TOFD方法采用编码器记录位置。检测时,以水作为耦合介质,超声声束以一定角度入射,通过楔块偏转进入工件;根据声场模拟制定的工艺,调试设备,使用链式扫查器固定探头,调整探头步进偏移值;进行检测并存储数据。
3 PAUT和TOFD检测结果及数据对比分析
3.1 1号管件
1号管件的规格(直径×壁厚)为110 mm×10.5 mm,焊缝内部制作了12个人工缺欠,其PAUT和TOFD检测结果如图5,6所示。
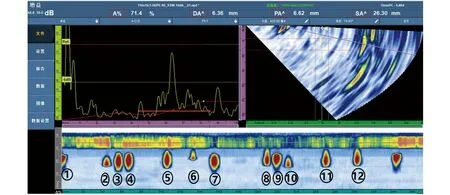
图5 1号管件PAUT检测结果
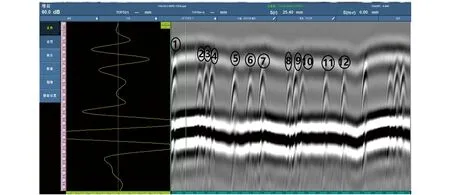
图6 1号管件TOFD检测结果
3.2 2号管件
2号管件的规格(直径×壁厚)为114 mm×17 mm,焊缝内部制作了7个人工缺欠,其TOFD和PAUT检测结果如图7,8所示。

图7 2号管件TOFD检测结果
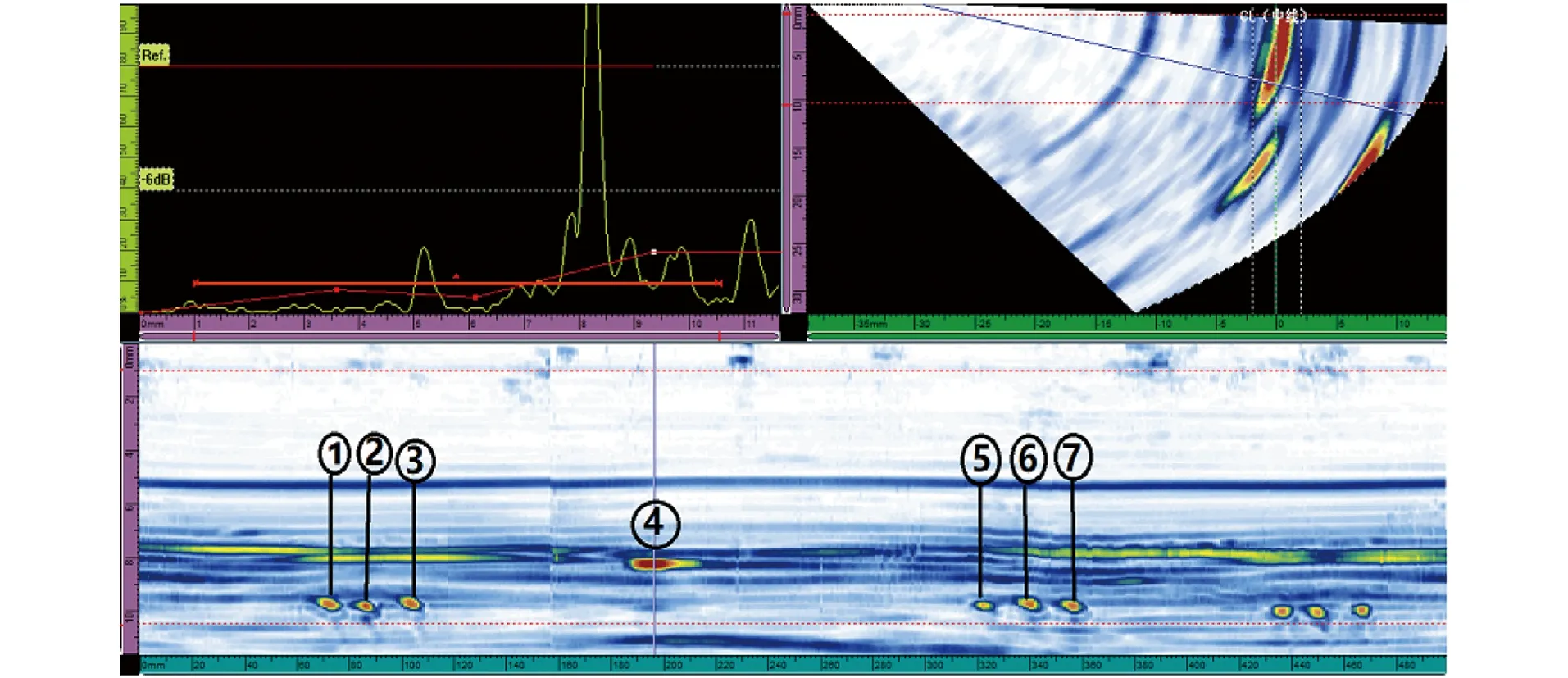
图8 2号管件PAUT检测结果
3.3 3号管件
3号管件的规格(直径×壁厚)为168 mm×25 mm,焊缝内部制作了9个人工缺欠,其TOFD和PAUT检测结果如图9,10所示。
3.4 小结
以上3个试块的28个缺欠,无论是PAUT技术还是TOFD技术均能检出,总体来看PAUT检出的缺欠长度略长。

图9 3号管件TOFD检测结果

图10 3号管件PAUT检测结果
4 结语
TOFD技术能够实现A/B显示, PAUT技术能够实现A/B/C/S等多种视图显示,两种方法均显示直观,测量准确,利于缺陷的定量和定性。HDPE材料声速低,衰减大,对于HDPE热熔焊缝,采用PAUT技术和TOFD技术进行了检测试验,为热熔焊缝的检测提供了一种尝试,而其检测工艺还有待进一步开发和完善。
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20 06:17:36
石油沥青(2021年2期)2021-07-21 07:39:50
经济技术协作信息(2018年11期)2019-01-14 03:07:20
测控技术(2018年8期)2018-11-25 07:42:16
石油沥青(2018年4期)2018-08-31 02:29:38
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
制造技术与机床(2017年10期)2017-11-28 05:22:57
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
中国塑料(2015年7期)2015-10-14 01:02:52
