
新型陶瓷筛管在克深气藏出砂气井中的适用性分析
2019-06-21 02:18:52蒋贝贝卓亦然刘洪涛张伟罗冰罗军
石油钻采工艺 2019年1期
蒋贝贝 卓亦然 刘洪涛 张伟 罗冰 罗军
1.西南石油大学·油气藏地质及开发工程国家重点实验室;2.中国石油塔里木油田分公司油气工程研究院;3.深圳格瑞鼎新能源科技发展有限公司
塔里木克深区块主要目的层为白垩系巴什基奇克组,目的层埋深6 500~8 000 m、温度159.1~169.58 ℃、地层压力90~136 MPa、地应力梯度2.15~2.67 MPa/100 m,属于典型的“三超”气田。克深区块普遍为超深、超高温、超高压气藏,甲烷含量很高,均为优质天然气。尽管克深气藏储层低孔、低渗且异常致密(基质孔隙度2%~8%,平均孔隙度4.1%,基质渗透率 (0.001~0.1)×10-3μm2,平均渗透率 0.05×10-3μm2),但由于储层构造裂缝发育,压裂改造后气藏平均单井无阻流量仍可达273×104m3/d,平均单井日产量也可达64×104m3/d。克深气田不仅是塔里木油田的重要天然气产区之一,更是西气东输保供调峰的主力气源区之一[1-3]。然而,该气田部分气井目前正面临着严重的出砂问题,并且面临高CO2气体腐蚀和出砂高冲蚀两大防砂难题。
克深2区块天然气组成分析CO2含量为0.80%~1.11%,CO2分压 0.97~1.34 MPa。根据含 CO2气田腐蚀分类标准[4]可知克深2区块所有气井管柱都会受到CO2严重腐蚀,井下工作液和后期酸化在高温环境下也会对生产管柱进行腐蚀。另外,由于克深气藏单井产量高,高速携砂气体对筛管产生了严重的冲蚀损坏;同时,冲蚀会使部分金属表面致密的腐蚀产物膜(可以防止进一步腐蚀)破损,加速筛管失效。
目前克深气田的出砂井数量逐年增加,对该区块的正常生产造成了极大危害,主要表现在以下几个方面:(1)克深区块出砂导致产量下降甚至井筒积液、积砂关井的数量占总井数的39.8%,并且累计出砂井数量逐年增加。克深气藏平均单井建井成本约3亿,出砂导致的修井费用约3 000~4 000万,减产甚至关井导致经济损失非常大;(2)克深区块地层压力高,气井井内产生的高速携砂气体在短时间内就能对地面管汇的阀瓣、阀座、油嘴产生冲蚀损坏,并且导致设备不密封,以致发生生产安全事故;(3)储层出砂过度,导致地层岩石骨架空穴,可能会发生突发性地层失稳坍塌导致关井[5]。
由于克深区块的气井属于超深气井,化学防砂和复合防砂方法在较长井段会发生化学剂挤注不均的情况,容易造成作业失败[6],并且后期进行酸化等措施要求完井方式对储层性质影响小,所以调研对象主要是国内外高温高压井防砂案例中先进的独立防砂筛管完井。例如,具有多个独立防砂腔室的MazeFlo防砂筛管[7];能够支撑井壁、提高滤砂面积的膨胀筛管[8];滤砂件结构独特,防砂范围广且精度高的STARSE3D[9];高强度的黏合钢珠模块防砂筛管,其将黏合钢珠模块安置在管状支撑体中,作为外层滤砂件,可根据防砂环境需要更换不同材质的钢珠模块[10];由具有耐高温、高压、腐蚀、高硬度性能的新型SiC材料制成的陶瓷防砂筛管,该筛管具有结构巧妙、防砂精度高、下入适应性强等优势。
结合克深气田储层超深、高温、高腐蚀、高冲蚀的严苛环境对调研筛管进行优选,MazeFlo防砂筛管和膨胀防砂筛管均会因高温、CO2腐蚀和高速携砂气体冲蚀而失效;STARSE3D星孔筛管需将材料换成防CO2腐蚀的超级Cr13,筛网易堵塞,流入压降大;高强度黏合钢珠模块筛管对完井表皮因数的影响有待进一步考察;而新型陶瓷筛管在超深井、高冲蚀和高温CO2腐蚀环境下却有非常明显的优势,能够保证防砂持久性。因此下文结合克深区块储层特征,开展了陶瓷筛管在克深气藏出砂井中的防砂适用性分析。
1 新型陶瓷防砂筛管的结构和工作原理
陶瓷防砂筛管结构简单,易于组装和下入,见图1。陶瓷环叠片通过导管辅助固定在基管外,叠片外安装防护罩,两端有端盖固定陶瓷叠片并保持整体结构紧凑和稳定。这种结构总成使得陶瓷筛管在受到弯曲、扭转、震动以及金属与陶瓷间因热失配而引起的热应力等多种载荷作用下,能将载荷有效分散而不造成应力损伤。此外,该设计能够使地层砂在陶瓷筛管周围自然堆积,从而降低产能损失的风险[11-12]。

图1 陶瓷筛管及筛缝结构Fig.1 Structure of ceramic screen and its slot
陶瓷筛管适用于各种直井、水平井,下入产层后完井表皮因数小,材料耐腐蚀且强度大,有利于酸化等储层改造措施(但不适用于大排量压裂)。
陶瓷筛管防砂缝口呈倒V字型结构(图2),而陶瓷环横切面则被设计为梯形状,外环梯形底边长大于内环梯形底边长,这种结构设计有如下优点:(1)外窄内宽的倒V字型缝隙能使砂粒不在筛缝处堆积;(2)在满足防砂精度前提下,倒V字型缝隙非常有利于高速气流以层状流态通过筛管,进而减少过流阻力,最大程度释放气井产能;(3)点状接触的叠片凸起尺寸可任意调节,通过调节凸起尺寸改变陶瓷环叠片间隙,进而满足任何挡砂精度的防砂需求。

图2 陶瓷防砂筛管筛缝结构[12]Fig.2 Structure of slot of ceramic sand control screen
2 陶瓷防砂筛管性能分析
2.1 陶瓷防砂筛管环境适应性分析
2.1.1 抗CO2腐蚀性
克深2区块温度159.1~169.58 ℃,CO2最大分压1.2 MPa,该环境中金属材料极易被腐蚀,普通金属筛管难以保证防砂有效性。研究表明,CO2的腐蚀机理是CO2溶于水形成碳酸,进而对金属材料产生电化学腐蚀[13]。陶瓷筛管的筛片材料为非金属材料SiC,在井下不具备与CO2发生电化学腐蚀的条件,所以有极强的抗CO2腐蚀性能。
新型陶瓷筛管的金属基管及配套金属部件选择超级13Cr不锈钢,该材料具有良好的抗CO2腐蚀性能。实验表明,150 ℃时HP13Cr(超级13Cr)的平均腐蚀速率最大为0.024 7 mm/a,仍属于轻度腐蚀[14]。在克深区块平均温度165 ℃的条件下,超级13Cr虽然会有腐蚀,但腐蚀程度极小,能够保证防砂有效性。
若要使筛管的防腐措施更完善,在目前含CO2气藏的开发过程中,可通过加注CT2-1、CT2-15等CT胺类缓蚀剂(在气相中的缓蚀率大于95%),使生产管柱腐蚀得到很好的控制。
2.1.2 抗冲蚀性
国外对新型陶瓷筛管进行抗冲蚀实验,实验参数:流体流量0.2 L/h,气量0.25 m3/h,冲击速度60 m/s,CO2分压 1.5 MPa,测试时间 72 h,砂量 10 g/L,砂粒径小于 150 μm,冲击角 90°。
3)操作严格,人员素质要求高。为保证仪器设备达到理想的性能和精度水平,必须严格规范操作流程。因此,操作这些仪器设备的人员必须要求专业素质高,不仅要懂操作,还需懂得技术,有理论基础。任何不按操作流程操作、超负载、超速设置等的违规行为轻则造成设备损坏,重则影响生命财产安全。
陶瓷筛管在72 h的高强度冲蚀下,最大冲蚀深度为3~4 μm,在SEM扫描电镜下也看不见明显的冲蚀痕迹,表现了良好的抗冲蚀性能[12]。
克深出砂气井产能普遍较高,生产压差达20 MPa以上,克深区块出砂较为严重的克深2-2-8井预测的出砂流量为0.076 kg/h,该区块CO2最大分压为1.34 MPa,烧结碳化硅材料作为陶瓷筛管受到含砂气体冲蚀最严重部分,在高温高压下耐携砂气体冲蚀方面的优异性能能够满足克深区块的要求。
2.1.3 耐井下流体及酸液腐蚀性
在120、220 ℃条件下进行的耐酸液测试结果表明,该材料除了在高浓度氢氟酸中表现较弱外,在硫酸、硝酸、磷酸等强酸中均有较强的耐腐蚀性[12]。
克深地区地层温度在130~180 ℃之间,地层流体成分以CaCl2为主,射孔液主要成分为滑溜水和防膨剂,不会对筛管造成腐蚀伤害。用于基质酸化的盐酸或土酸(常规配方15%HCl+0.5%~3%HF+缓蚀剂),现场质量浓度远低于测试质量浓度且配方中添加有缓蚀剂,可以保证其具有良好的耐腐蚀性能。但对于新型陶瓷筛管的金属基管及配套金属部件材料超级13Cr不锈钢,酸化作业会导致3方面的腐蚀:新酸腐蚀、返排残酸腐蚀、NH4Cl腐蚀。对气井进行作业及增产措施时,需在腐蚀介质中加入缓蚀剂来保护筛管。
2.2 下入可行性分析
2.2.1 陶瓷筛管整体强度可行性论证
筛管在井下作业时需要有良好的抗挤压性和抗内压性能来应对出砂堆积带来的挤压和酸化时的内压,以保护筛管内部结构完好,保证防砂有效性。3M公司对Ø139 mm防砂筛管进行挤压测试,结果采用电子系统记录,新型陶瓷筛管最大抗挤强度达到了51.3 MPa,抗内压强度最大18.3 MPa[12]。在不出现完全堵死的极端条件下,现有陶瓷筛管抗挤和抗内压强度完全可以满足克深区块的防砂完井需求。
2.2.2 抗屈曲分析
筛管的抗曲程度决定了其能否适应井筒中不规则的环境以保证防砂的可靠性。克深区块气井井型几乎为直井,即使是钻井井斜难以控制的克深202井,其最大井斜角仅为7.3(°)/6 930 m。在3M公司的屈曲测试中,屈曲测试角度是逐渐增加的。当狗腿度增至25.2(°)/30 m时,筛缝宽改变量为23 μm(合格标准:陶瓷环缝宽变化不能超过50 μm);当狗腿度增至90(°)/30 m时,陶瓷环没有任何损坏;当卸载后,筛缝宽度几乎没有变化,与设计规格参数一致[15]。由此可见,陶瓷筛管的这种设计结构具有很好的屈曲性能,不仅能够满足克深气藏所有气井(克深目前无水平井)的下入可行性要求,对于不超过测试狗腿度条件的水平井亦可满足。
2.3 防砂精度分析
根据克深地区的粒度分析计算出合适的挡砂精度,验证陶瓷防砂筛管筛缝尺寸是否能达到防砂精度要求。通常粒径质量累计百分数曲线上10%的点d10对应的砂粒尺寸可形成砂拱,实现有效防砂。不均匀系数UC取粒径质量累计百分数曲线上40%和90%对应的砂粒尺寸之比(描述样品砂粒尺寸的均匀程度,即UC=d40/d90)。参考Wilson和Gill提出设计准则:当UC>5,缝宽(即防砂精度)W≤2d10;当3<UC<5,W=d10~d15;当UC<3,W=d10[16]。
根据克深134井和克深242井多井段(碎屑岩粒度分析鉴定报告)层位地层砂粒度分析(表1、表2),可以看出2口气井粒度分析得到两口井不均匀系数平均值均大于5,陶瓷筛管缝宽W≤2d10min,即小于等于648 μm即可满足这2口井的挡砂需求,而现有陶瓷筛管缝宽有 150、200、250、300、350 μm可选,推荐采用350 μm以满足这2口井的挡砂需求。
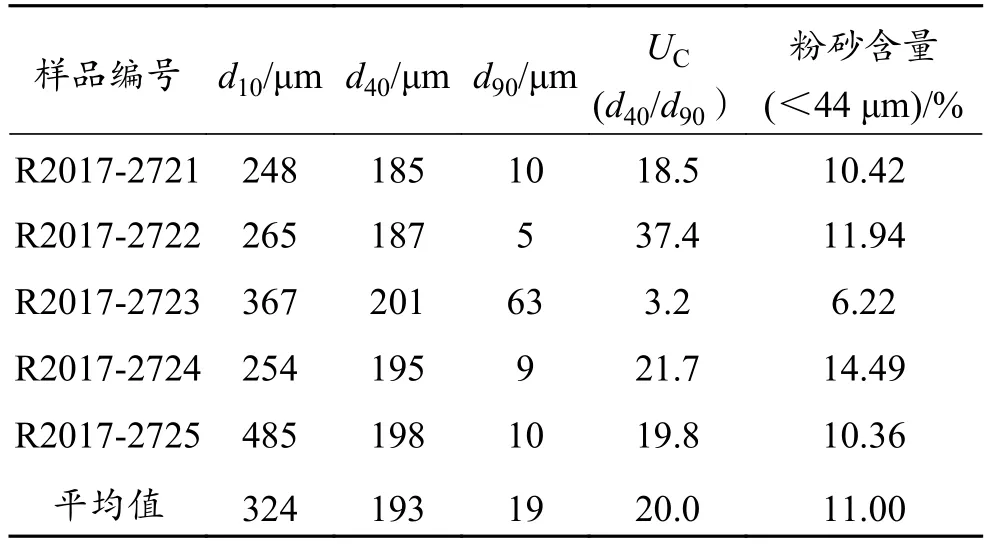
表1 克深134井砂粒分析数据Table 1 Analysis data of sand grains in Well Keshen 134
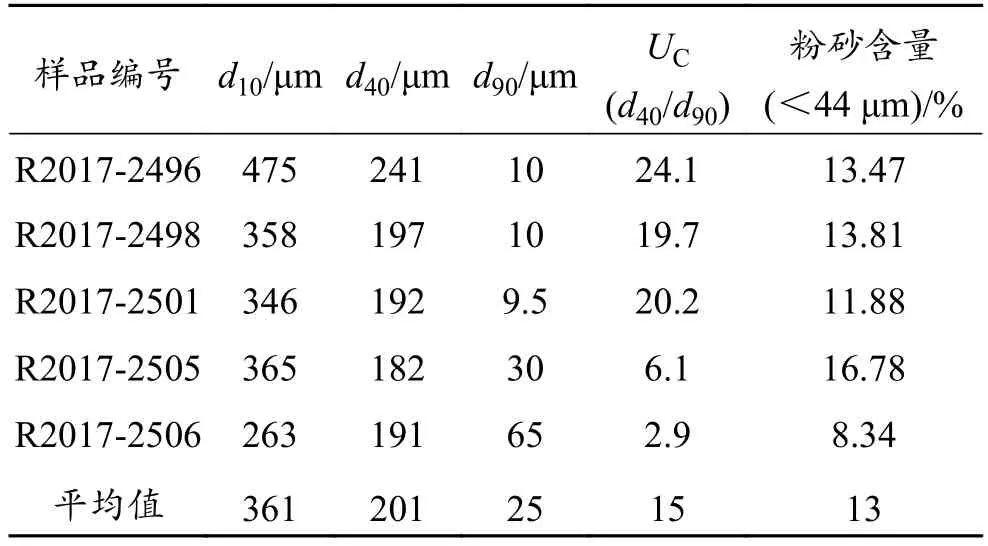
表2 克深242井砂粒分析数据Table 2 Analysis data of sand grains in Well Keshen 242
3 现场应用
3.1 适用范围
新型陶瓷筛管由于陶瓷环尺寸(内径、外径)、球形碟片凸起尺寸均可任意调整,所以陶瓷筛管长度和陶瓷环间隙(挡砂精度)具有非常大的变化范围,这就使得陶瓷筛管能够适应多种尺寸井身结构和任意防砂需求的井,并且具有极强的下入适应性能,可适应直井、水平井、大斜度井等各种井型。另外,陶瓷筛管具有良好的机械强度和抗腐蚀性能,可直接下入到需要酸化的储层;但对于需要压裂的低渗储层,不推荐带陶瓷筛管一起进行大规模压裂。
适用于克深气藏陶瓷筛管完井的井型推荐为:目的层钻井有多点漏失、测井解释裂缝发育的未开发地层和压裂改造后已经投产但需要防砂的老井。
3.2 管柱设计
设计管柱既要适应井下高温、高压、含腐蚀性流体的储层,还要满足防砂、酸化解堵、支撑井壁的要求。关键环节是将筛管与油管柱连接下入裸眼段,将永久式封隔器坐封在Ø201.70 mm套管上。
建议管柱设计采用的组合为:油管挂+油管+安全阀+油管+永久式封隔器(液压驱动坐封,双卡瓦结构,气密封丝扣,适应Ø201.7 mm套管内径)+油管(Ø88.9 mm可取式)+球座+油管+转换短节(Ø88.9 mm×Ø139.7 mm)+筛管+冲管,见图3。

图3 陶瓷筛管防砂管柱结构Fig.3 Structure of sand control string of ceramic screen
防砂管柱主要添加了筛管用来减少出砂带来的危害,另外加入了冲管用来进行井底钻井液循环并清除筛管外的积砂,有利于气体流动通道畅通。封隔器可提供有效的套管内环空永久密封。具体管柱尺寸可根据实际井身结构需要进行选择。该方案总体上能够解决气井防砂难题,保证气井安全高效生产。
3.3 应用实例
Shearwater气田属于高温高压气田。该气田位于水深90 m的北海大陆架中部地堑的22/30B区块。气藏位于海床下4 572 m,气藏硫化物含量30 mg/L,CO2含量3%,地层水矿化度较高。该气藏属于高温高压气藏,主力产层压力106 MPa、温度182 ℃。该气藏属破碎砂岩地层,孔隙度22%~34%,渗透率(2~148)×10-3μm2,开发井为丛式井,几乎垂直钻进气藏。该气田大部分气井采用套管射孔的方式打开储层。投产后由于地层压力降幅较大(41.38~70 MPa),地层压力衰竭诱发地层出砂。气井投产很长一段时间内,曾采用数种防砂完井方法,但最终证明金属绕丝筛管+砾石充填完井方式防砂是效果最好的防砂完井方式。但由于细砂出砂量较大,出于保护井下工具的原因,防砂完井的挡砂精度要求很高,筛隙尺寸必须要控制在很小的范围内,这也导致了高挡砂精度下防砂完井表皮因数急剧增加,有些防砂井的产量损失甚至高达50%,极大地限制了气井的产能。此外,金属绕丝筛管在CO2、SO2腐蚀和冲蚀作用下存在损坏,部分井甚至防砂失败。
因此,为了寻找既能满足高精度挡砂要求又能保证不过度限制生产井产能的方法,Shearwater气田采用陶瓷防砂筛管完井并取得了较好效果[17],对克深气田有很好的借鉴意义,克深气田也正积极推进陶瓷筛管的现场试验应用,后续工作作者将会进一步跟踪及分析。但从陶瓷筛管2010年后在北海、欧洲、亚洲、南美洲等海域或陆地油气井中应用效果看,陶瓷筛管不仅成功解决了严苛环境中出砂冲蚀、支撑剂回流冲蚀、井下酸性气体腐蚀等防砂难题,其在新井或防砂老井(替换原有砾石充填、传统金属筛管)中均取得了很好的防砂效果,相信新型陶瓷筛管在克深气藏出砂气井中的防砂前景是值得期待的。
4 结论与认识
(1)在广泛调研国内外多种机械独立筛管(MazeFlo防砂筛管、膨胀防砂筛管、高强度黏合钢珠模块防砂筛管、STARSE3D星孔筛管和新型陶瓷筛管等)防砂完井技术基础上,对比分析得出新型陶瓷防砂筛管在耐高温、抗冲蚀、耐腐蚀方面性能优异,在解决克深气藏有效防砂难题中优势突出。
(2)通过克深气藏井深、温度、流体性质、出砂程度等资料,结合陶瓷筛管冲蚀、腐蚀、抗曲性能实验数据,认为新型陶瓷筛管能够解决克深气田高温、CO2腐蚀、高冲蚀、酸液腐蚀、超深出砂气井的防砂难题;同时,根据克深134井和242井的粒度分析,计算出了该区块陶瓷筛管的防砂精度。
(3)结合克深气田现场作业需求,给出新型陶瓷筛管下入管柱结构设计方案为:油管+安全阀+油管+永久式封隔器+油管+球座+油管+转换短节+筛管,该方案可满足克深气井对防砂性能、支撑井壁、酸化解堵和防止管外砂粒堆积的要求。
(4)研究认为,新型陶瓷筛管不仅在克深气藏出砂气井中具有良好的适应性,其在国内外高温、高压、高冲蚀和腐蚀等恶劣环境的油气井中均有良好的应用前景。
猜你喜欢
石油机械(2023年10期)2023-10-17 03:09:52
装备制造技术(2021年4期)2021-08-05 07:39:32
测控技术(2018年10期)2018-11-25 09:35:32
材料科学与工程学报(2016年2期)2017-01-15 13:34:44
能源(2016年2期)2016-12-01 05:10:47
石油工业技术监督(2016年5期)2016-06-22 03:06:19
化工管理(2016年22期)2016-03-13 18:15:43
建筑材料学报(2015年4期)2015-11-28 08:41:12
中国煤层气(2014年3期)2014-08-07 03:07:45
断块油气田(2014年6期)2014-03-11 15:34:04
