
埋弧焊钢管焊缝过渡角复型测量方法研究
2019-06-17 08:19:58吴禹胜代志健刘红霞
焊管 2019年5期
吴禹胜,代志健,刘红霞,胡 蓉
(山东胜利钢管有限公司,山东 淄博 255082)
在保证埋弧焊管焊缝的内在质量的前提下,现场应用对埋弧焊缝的外观质量也提出了更高的要求,焊缝的外观质量一方面影响着焊接性能,另一方面也影响埋弧焊管后期的防腐质量[1-2]。埋弧焊缝的外观质量主要包括焊缝余高、焊缝宽度、焊缝过渡角和焊缝均匀性等外观形貌参数,如果能在生产现场方便快捷地获取这些参数的准确信息,将有利于生产工艺的迅速调整,从而获得更好的外观质量。在这些参数中,焊缝余高和焊缝宽度目前均有适宜的量具进行测量,焊缝的均匀性也可以直观获得,但焊缝过渡角在现场测量方面一直没有合适的方法,通常通过截取焊缝接头等破坏性检验才能获得比较准确的数据。本研究提出了一种采用复型技术无损测量埋弧焊钢管外焊缝过渡角的方法,以便在现场快捷地获取等同于破坏性检验的准确测量数据。
1 螺旋埋弧焊管焊缝过渡角
埋弧焊管焊缝过渡角是焊缝外轮廓线在焊趾处的切线与母材外轮廓线在焊趾处的切线之间的夹角。在螺旋埋弧焊管焊缝形状中母材外轮廓线与焊缝外轮廓线都是弧线,其过渡角为两弧线在焊趾处的切线的夹角,焊缝过渡角如图1所示。图1中的β1与β2分别表示内、外焊缝过渡角的理论角度,θ1与θ2分别表示内、外焊缝过渡角的实际测量角度,α1与α2分别表示内、外焊缝过渡角理论角度与实际测量角度差值的绝对值[3-4]。

图1 内、外焊缝过渡角示意图
焊缝的焊趾是应力集中部位,也是疲劳破坏的疲劳源[5-8]。通常外焊缝过渡角呈现拉应力状态,内焊缝过渡角呈现压应力状态,则外焊缝的过渡角对焊缝质量的影响比较大。过渡角越小,外焊缝焊趾处的应力集中就越大,则焊缝接头抗断裂和抗疲劳的能力大大降低[9-10],裂纹容易由此萌发。此外,焊缝的过渡角对焊管防腐质量也有很大的影响,当过渡角过小,则焊缝与母材过渡不平缓,在防腐涂层前进行喷丸处理时,焊趾处易形成喷射盲角,盲角内不易被喷丸处理到且无法获得有效深度的锚纹,喷射盲角同样也会造成环氧粉末喷涂不到位和粘结不牢。内焊缝采用湿涂法喷涂,也会由于焊趾处喷丸不到位造成粘结不牢。如果外焊缝采用PE 防腐,过渡角过小会造成防腐层挤压不实,空气不宜顺利排出,继而造成粘结不牢,也同样影响防腐质量[11]。
在实际测量中由于过焊趾的母材外轮廓切线很难准确确定,一般都是以焊缝外轮廓线在焊趾处的切线与两焊趾的连线之间的夹角来测量的[12],如图1中的 θ1与 θ2。对于外焊,实际测量的过渡角为 θ1=β1-α1;对于内焊 ,实际测量的过渡角θ2=β2-α2[3]。
α1与 α2[3]的计算公式为

式中:b1——外焊缝熔宽,mm;
b2——内焊缝熔宽,mm;
R——焊管内径,mm;
t——焊管壁厚,mm。
以Φ323.9 mm×7.1 mm 和Φ1 219 mm×18.4 mm两个规格的焊管为例,取外焊缝熔宽分别为11 mm、17 mm,内焊缝熔宽分别为 10 mm、16 mm。经计算 α1分别为 0.95°和 0.88°,α2分别为0.39°和0.38°。为了达到外焊缝与母材平滑过渡的要求,国外很多厂家把外焊缝轮廓与母材的夹角应不小于150°等要求列入行业内控标准[13]。在国内,很多钢管厂把外焊缝的过渡角都控制在大于135°的范围内[14]。在工程上评价过渡角大小时,如此小的误差可以忽略不计,因此工程上在外焊缝上可以用θ1代替β1,在内焊缝上可以用 θ2代替 β2。
2 焊缝过渡角的复型测量技术
2.1 测量原理
传统的埋弧焊焊缝过渡角的测量方法有实体工具测量和截取焊缝试样测量。采用实体工具测量在测量工具适宜性、可操作性、人为操作误差等方面易出现问题,从而造成测量结果与实际情况差异较大。另一种方法是截取焊缝试样,制备垂直焊缝的截面,然后再测量相应的角度。这种测量方法的测量结果与实际情况相对吻合,但这是一种破坏性检测,从制样到测量完毕所需时间很长,且需要使用专用设备进行切样、磨样、观察和测量。实际上对于埋弧焊管,可以根据埋弧焊的特点采用复型技术进行无损的间接测量。
所谓复型,就是样品表面形貌的复制,其原理与侦破案件时用石膏复制鞋底花纹相似。复型法实际上是一种间接测量分析方法,通过复型制备出来的样品真实地反映了样品表面形貌细节[15]。
对于埋弧焊钢管,由于采用烧结焊剂,在焊接过程中熔融的焊剂完全覆盖于焊缝之上,冷却后自然形成了复型技术分析用的复型样品,可以真实地反映焊缝的外观形貌。现场可采用自然脱落的完整的焊剂药皮来制备复型样品。冷却后的焊剂药皮硬度较大且比较脆,因此焊剂药皮复型试样用手掰断即可获取。当断口比较平整、与焊缝相对比较垂直且药皮边角没有缺损时,则可采用该断口进行拍照和后期的测量。
测量焊缝过渡角仅需要4 种材料:焊剂药皮、能拍照手机、手机测量软件和燕尾夹。下面以检测Φ820 mm×10 mm 钢管的焊缝过渡角为例,简述一下整个操作过程及注意事项。
2.2 试样制备操作方法
直接用手掰取一截待测量焊管的焊剂药皮,若药皮断口比较平整、与焊缝相对比较垂直且药皮边角没有缺损,即可作为合格的复型试样,如图2所示。
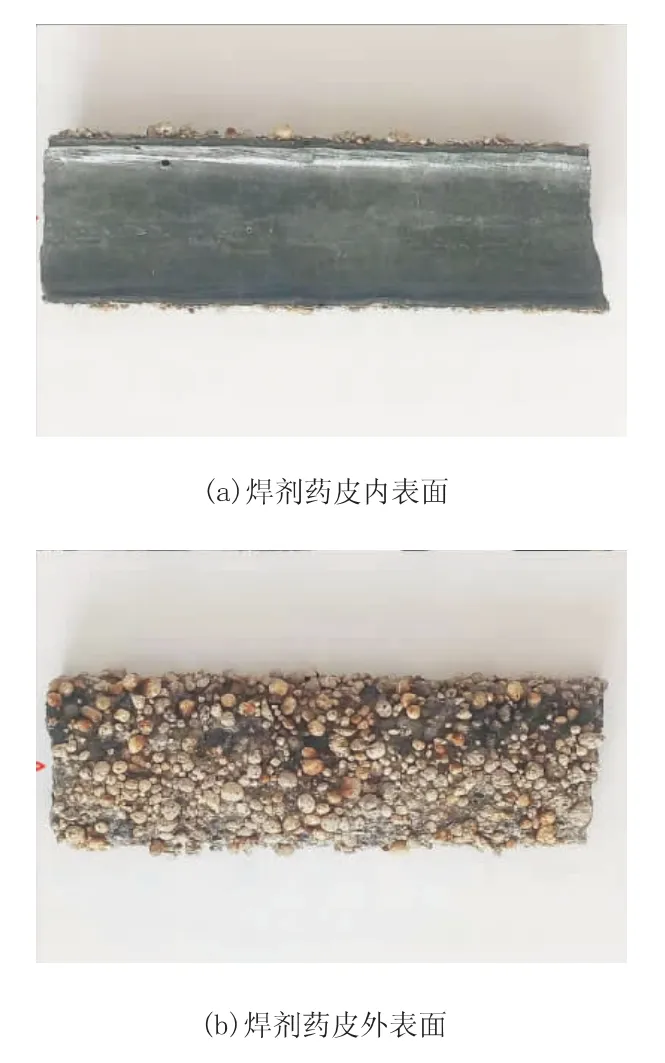
图2 合格复型试样示意图
若试样断口的平整度和与焊缝的垂直度相差较大时,则需要进行简单的修磨处理,可采用任何可修磨钢铁的电动工具进行断面修磨,最终修磨出垂直于药皮的断面截面。操作时要注意边角无缺损、相对平整和与焊缝相对垂直。经过练习,熟练操作后,几秒种内完全能够制备一个符合要求的复型样品。
用手机对样品进行拍照,拍照时采用燕尾夹或橡皮泥将试样垂直固定于桌面,应注意拍出清晰的、与焊缝接触部位的轮廓线,焊剂复型截面照片如图3所示。

图3 焊剂复型试样截面照片
2.3 过渡角测量
采用可以测量角度的软件进行角度测量,测量原理如图1所示。测量时先用画直线功能作连接两焊趾处的直线,并向外延长适当长度。然后用测角度功能进行角度测量。手机图像测量软件ImageMeter 在画直线和测量角度时有局部放大功能,可清晰准确地进行定位,进而完成准确的测量。
采用图像测量软件ImageMeter 测量的外焊缝过渡角如图4所示。

图4 焊剂复型方法测量的外焊缝过渡角
3 焊缝过渡角传统测量方法与复型测量方法比较
3.1 破坏性
传统测量埋弧焊焊缝过渡角的方法需要从钢管上截取焊缝再进行检测,这是一种破坏性检验方法,对产品有损耗;采用药皮作为复型试样的检测方法,利用在埋弧焊接中自然脱落的焊剂药皮来进行检验,对钢管没有任何损伤,即实现了无损化检测,无任何产品损耗。
3.2 检测效率
传统测量埋弧焊焊缝过渡角的过程比较复杂和繁琐,包括取样准备、火焊割样、送样、试样切割加工、试样磨削处理、试样拍照和过渡角测量等一系列工作,过程中需要专业人员取样和专用设备加工试样,需要多项工序配合完成,耗时长,至少要 1~1.5 h。
采用药皮作为复型试样的检测方法只需要用手掰断焊剂药皮,很容易得到满足检验条件的样品,当场用手机即可拍照测量。操作熟练时,仅需1~1.5 min,且经过简单培训即可完成操作。复型试样的检测方法更有利于生产现场的实际操作。
3.3 测量准确性
传统测量方法包括用实体工具测量、透明半圆规测量和采用电脑测量软件测量。由于焊缝过渡角的不规则性,当用实体工具无法与过渡角精确贴合或测量工具的精度不足时,则很难准确地测量过渡角。如用透明半圆规进行测量,由于测量工具的精度不足,测量读数误差很大。采用电脑测量软件测量有较高的测量精度。
采用药皮作为复型试样的检测方法,通过测量软件测量,与传统的采用电脑软件测量埋弧焊焊缝过渡角的方法具有同等的检测准确性。
3.4 检测区域
传统的焊缝过渡角检测只能针对切割下来的焊缝进行检测,而采用药皮作为复型试样的检测方法可以检测任意焊缝的过渡角,这是传统的破坏性检测方法无法实现的。另外,还可以采用复型技术思想进行非埋弧焊焊缝的过渡角检测,即专门制取焊缝复型进行检测。
4 结束语
采用复型技术测量埋弧焊钢管外焊缝过渡角的检测方法具有破坏性小、检测效率高、测量准确性高、测量区域广等优点。经现场测量验证,该方法可以迅速完成现场埋弧焊焊缝过渡角的测量,且检测具有随时性、便捷性和高效性。目前该方法已经在山东胜利钢管有限公司进行了推广,取得了良好的效果。
猜你喜欢
建材发展导向(2021年22期)2022-01-18 06:12:28
建材发展导向(2021年10期)2021-07-16 07:13:40
电子制作(2018年10期)2018-08-04 03:24:26
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
