
大直径输水钢管承插搭接焊接口设计与应用
2019-06-17 08:19:56夏连宁
焊管 2019年5期
夏连宁,张 亮,李 琦,明 皓
(1.上海福谙管道技术有限公司,上海 201203;2.山东禹王管业有限公司,山东 邹平 256200)
0 引 言
目前,钢制管道现场焊接连接方式主要包括对接焊和搭接焊两种。油气管道现场连接通常采用对接焊,为了保证对接焊质量,钢管生产时对两端管口进行了定径 (或扩径),现场也通常采用对口器和自动焊接装置进行组焊,焊后进行无损探伤和防腐补口。输水钢管的特点是直径较大,壁厚较薄,管口不圆度较大,现场对接时通常采取沟下手工组焊,由于操作空间小,对口误差大(不圆度和管口垂直度偏差大),对焊工的技术要求较高。输水钢管现场对接焊耗费工时长,焊接质量也存在隐患,失效往往发生在对接焊口处[1]。
承插搭接焊连接方式在国外大直径输水钢管管道工程中已有许多成功的应用[2],但在国内并没有被广泛采用,而且在输水钢管的设计、施工规范和标准中也没有相关的技术要求[3-4]。埋地输水钢管的生产和安装往往是参照其他油气管道和压力容器的做法实施。然而,高压容器和输水管道之间存在显著差异,一些试验研究和成功案例提供的管道搭接焊参数表明,单搭接焊接口适用于大多数焊接输水钢管,内外双搭接焊缝强度大约比单搭接提高10%。本研究通过大直径输水钢管承插搭接焊接接口的参数设计,对承插搭接焊的结构受力进行了分析,并通过试验模拟了现场焊接和试压,以说明承插搭接焊接接口的优点,为我国输水钢管的生产和安装提供更好的解决方案。
1 压力容器的承插搭接焊接口设计
压力容器和输水管道之间存在显著差异,从它们的加工方法和用途来看,压力容器一般采用断续生产的卷板成型和纵焊,然后环焊组焊,通常用在高温高压工况下;而输水钢管一般采用连续螺旋成型和自动埋弧焊,设计焊缝强度大于母材强度。承插搭接焊出现在早期的压力容器封头焊接中,其主要形式有两种:一种连接是 “啮合榫接头”,如图1(a)所示,由于组焊两个材料的受力轴线重合,这种焊接形式更接近于对接焊;另一种连接方式是承插搭接角焊,如图1(b)所示。压力容器通常在高温高压下运行,因此设计上考虑的安全系数较高。美国机械工程师协会(ASME)的锅炉及压力容器规范 (BPVC)第八卷第1 册 《压力容器建造规范》[5]中,椭圆封头承插搭接焊连接要求的最小设计壁厚th见公式 (1)

式中:th——封头壁厚,mm;
P——内压,MPa;
D——封头直径,mm;
S——许用应力,MPa;
E——焊缝有效系数,取0.85。
例如:设计条件下,容器压力为0.7 MPa,封头直径为1 220 mm,钢材抗拉强度为480 MPa,安全系数取3.5 倍,计算出许用应力为140 MPa,根据公式 (1)可以计算出封头壁厚th=3.7 mm。公式 (1)中的焊缝有效系数是基于无损探伤的效率,在没有无损探伤的情况下取值0.65,全探伤情况下取值0.9。
在该压力容器规范中,环焊椭圆封头壁厚计算公式 (1)与纵焊钢筒计算式和环焊钢筒计算式非常接近。根据美国机械工程师协会(ASME)的锅炉及压力容器规范 (BPVC)第二卷D 册 《材料性能》[6]中焊接钢管设计许用应力值的相关规定,室温下的许用应力为

式中:ST——抗拉强度;
SY——屈服强度。
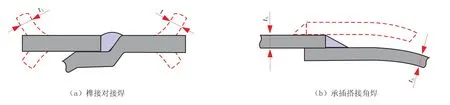
图1 压力容器封头焊接形式
2 环向角焊缝受力分析
输水钢管的接口设计与压力容器的焊接接头设计不同,由管道内压引起的纵向应力小于环向应力的一半。如果管道末端的阀门关闭,此时最大的纵向拉伸应力 σmax=PD/4t,是环向应力的一半;如果管道末端是固定的,则温度下降也会增加纵向拉伸应力。大多数焊接输水钢管采用各种措施来消除或减少热应力的影响。例如,在管道上间隔安装柔性连接器,伸缩节或卡箍沟槽连接器。纵向应力不是这种管道的主要问题,如果没有上面提到的柔性连接装置,承插柔性接口可以适应一些纵向应变,以减小纵向应力。
在原水管道和城镇供水管道中,一般不采用压力容器的榫接对接焊连接,通常采用承插搭接角焊连接。典型的输水钢管承插搭接角焊接口设计[7]如图2所示。由图2可以看出,通过角焊缝的力不在同一条线上。对照图1所示的焊接,榫接对接焊连接的两块板处于同一直线上,因此,榫接对接焊连接设计不适用于输水钢管承插搭接焊连接。

图2 典型的输水钢管承插搭接角焊接口设计
榫接对接焊连接主要考虑的是纵向受力,其变径的过渡曲率半径r 较小,大约为1.5t。对于钢管管端的扩径,如果过渡半径r<2.5t,其冷加工成型可能会导致开裂。美国水工协会 (AWWA)输水钢管标准 (C200—2017)[8]要求,现场承插搭接焊接口的承口任何一点的最小曲率半径不小于15 倍的公称壁厚。由于焊缝需要填满的长度过长,即使允许榫接对接焊连接也是不现实的。
图2(a)的外角焊适合于管径小于900 mm的连接,图2(b)的内角焊适合于管径大于900 mm 输水钢管的标准现场连接。这种承插搭接单角焊在锅炉及压力容器规范 (BPVC)中,其焊缝有效系数E=0.45,所不同的是,钢管承插搭接角焊的两个焊脚长度相同,而封头连接的纵向焊脚较长。钢管承插搭接单角焊的试验研究[9]表明,其焊缝有效系数 E 为 0.75~1。这些试验是将封闭的承插搭接单角焊的管道加压至爆管,其大部分失效是由于环向应力引起的纵向开裂。接搭内外双焊连接的焊缝有效系只比单焊提高10%,这是由于失效受应变顺序影响,一个焊缝先于另一个焊缝发生屈服,从而影响了整体的强度。
输水钢管承插搭接角焊的受力分析是假设焊缝不承受较大的弯矩,由于钢管主要受环向拉伸,这个环向应力有助于阻止焊缝旋转,在纵向应力下承口趋向于直径减小而箍住插口。
此外,压力容器规范是基于平行于焊缝的受力,在输水钢管承插搭接角焊缝中,作用力是垂直于焊缝的。根据试验和理论分析,垂直受力的焊缝强度是平行焊缝的1.5 倍 (见图3)。根据全管段试验,搭接单焊的纵向强度是管壁强度的75%以上,由于纵向应力通常不会超过环向应力的一半,因此承插搭接角焊的接口设计是安全可靠的。
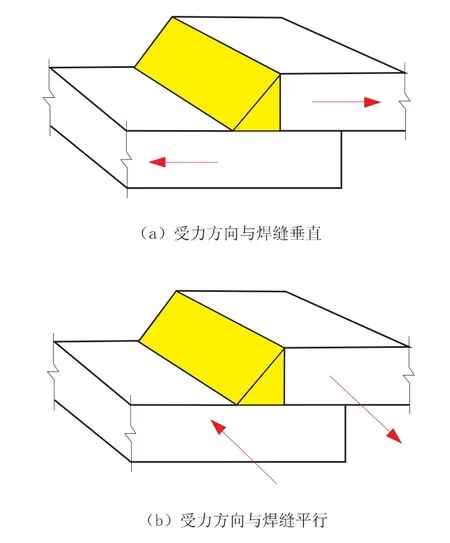
图3 承插搭接角焊焊缝方向和受力方向的关系
3 输水钢管承插搭接焊接口设计
任何连续的焊缝都将保证密封止水,因此焊缝尺寸与密封焊接关系不大。焊接后,焊缝必须承受施加在其上的任何纵向力,也就是说,它不表现为无应力密封焊缝,因为它是阻止管道在接口处移动的唯一约束。通常管道遇到的唯一纵向应力是由温度变化或管道不均匀沉降引起的纵向弯曲。为了使管道纵向应力最小化,通常要求每120~150 m 保留一个接口未焊接,直到这个接口两侧的管道焊接完成,该接口在焊接当日的最低温度时间段进行焊接。
假设管道两端固定,当水温降低时形成的温差导致管道收缩,管壁上的拉应力与温差、热膨胀系数和材料弹性模量呈正相关。当温度下降为20 ℃时,管壁上的拉应力为

式中:Sp——管壁上的应力,MPa;
T——温差,℃;
E——钢材的弹性模量,206×103MPa;
K——钢的热膨胀系数,12×10-6/℃;
v——泊松比,0.3;
P——管道内压,0.7 MPa;
D——管道直径,1 620 mm;
t——壁厚,12 mm。
设计要求焊缝与母材强度相同,因此考虑管壁许用应力为材料屈服强度的一半 (钢级Q235),即最大焊缝应力 Sw=118 MPa,则设计焊缝厚度

承插搭接焊接口如图4所示。由图4可知,

其中,l 为角焊缝尺寸,则 l=0.76t。

图4 承插搭接焊接口示意图
输水钢管的阀门支镦和其他管道附件可能会将拉应力传导到相邻管道中,需确定承插搭接角焊缝尺寸能够承受这些应力,但这些轴向拉应力不会超过管道内压引起的环向应力的一半。这些应力和热应力不是叠加的,因为这些拉应力只有在管道不受约束时才会存在,而热应力只有在管道受到约束时才会存在。较大的拉力只适用于设计校核目的。
4 试验验证
为了验证承插搭接焊的密封性和承压能力,利用螺旋焊管和生产设备进行了一系列试验。试验材料选用Q235B 钢级Φ1 620 mm×12 mm×12 000 mm螺旋焊管,钢管工作压力按照环向应力计算公式计算

式中:t——钢管壁厚,mm;
P——工作压力,MPa;
D——钢管直径,mm;
S——许用应力,MPa。
公式 (7)中,工作压力下的设计许用应力S 取50%的钢材屈服强度 (安全系数为2),在试验压力下的设计许用应力S 取75%的钢材屈服强度。计算得到的钢管最大工作压力为1.74 MPa。
将试验钢管一端在定径机上进行扩径后制成承口,然后在承口端一侧切割1 m 长管段,将试验钢管另一端插入到切割下来的管段承口,组成承插搭接焊接口进行组焊。整个试验分为3 个部分:①在管外承口处进行角焊环焊,然后分3 级试验压力进行水压试验;②在管内插口处进行角焊环焊,然后在两道焊缝中间开一个小孔进行气密试验;③将管外承口处焊缝刨开,只保留内焊缝,然后分3 级试验压力进行水压试验。静水压试验的3 级压力分别为2.09 MPa (60%屈服强度)、2.44 MPa (70%屈服强度)和 2.79 MPa(80%屈服强度),保压时间大于10 s;气密试验的压力设定为0.3 MPa,保压时间大于 5 min。试验结果全部符合预期,试验中没有出现任何渗漏和压降等问题。
5 结束语
输水钢管对接通常采用现场焊接,承插搭接焊在国外被普遍应用[10],是因为它具有适应性强、结构设计简单、工厂扩径容易、现场安装便捷、能够满足水密性要求等特点。当对接现有管道或者阀井等构筑物时,管道的长度允许切割和调整,承插对接焊或搭板对接也可只在管外焊接。如果管道直径大于人员可进入的尺寸,建议只在管内焊接。在一些特殊情况下,这种连接也可以进行内外双焊。在安装对接过程中,搭接焊连接也可以通过伸缩一侧的接口来进行微调。当拉出接口时,要满足最小搭接长度的要求。此外,斜口承口可以提供更大的偏转角度,其成型也较容易,承口的最大斜接角应满足输水钢管管件加工尺寸标准的要求。
猜你喜欢
山东农业大学学报(自然科学版)(2023年5期)2023-12-01 02:23:50
特种结构(2022年6期)2023-01-12 09:17:02
建材发展导向(2021年22期)2022-01-18 06:12:28
石油化工设备(2021年4期)2021-07-21 08:46:22
建材发展导向(2021年10期)2021-07-16 07:13:40
水利科技与经济(2018年12期)2019-01-07 03:35:26
电子制作(2018年10期)2018-08-04 03:24:26
管道行业观察(2016年12期)2016-09-12 12:16:18
大型铸锻件(2015年5期)2015-12-16 11:43:22
焊接(2015年9期)2015-07-18 11:03:53
