
采用新工艺提高大型养路机械表面平整度
2019-06-12 07:39:00韩超
中小企业管理与科技 2019年11期
韩超
(中国铁建高新装备股份有限公司,昆明650215)
1 引言
在铁路高速发展的今天,高铁的速度已经是越来越快,随之对应的铁路大型养路机械也从最早的80km/h 发展到现在的160km/h。大型养路机械外观平整度已逐渐成为人们关注的重点。随着社会的发展和生活水平及审美意识的提高,人们的消费观念也在变化。新顾客对产品的第一印象就是外观,而且这将很大程度上决定他的选择和购买意愿,即使是老顾客也会考虑外观质量,大型养路机械产品也是如此。作为顾客,如果发现产品外观表面坑洼不平,印象就会大打折扣。国内外厂家在使产品内部质量不断提高和完善的同时,也在致力于使产品外观平整度质量不断改进。目前,工业设计外形大多以大平面为主来增加视觉上的科技感及美观度。目前,薄板焊接的制作工艺已经无法达到设计的要求。传统意义上的手工打平存在着诸多缺点,研究新的打平工艺及打平方法迫在眉睫。
2 结构件焊接变形分析
焊接过程中的局部高温加热和快速冷却在焊缝及其近缝区的母材内产生热应变和压缩塑性应变,进而引起内应力,最终导致构件的收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等。
以中国铁建高新装备股份有限公司为例,司机室侧墙钢结构件主要由骨架和面板组成。骨架由方形管、矩形管拼焊而成。面板由大面积的2.50mm 的冷轧钢板拼接而成。骨架由热轧无缝钢管和热轧无缝矩形管拼焊而成。侧墙结构件的焊接过程中的热变形和施焊时焊接构件的钢性条件是影响焊接残余变形的两个主要因素。根据这两个因素可以认为焊接残余变形是不可避免的,即完全消除焊接变形是不可能的。控制焊接残余变形必须由结构设计和施工工艺两个方面同时采取措施。以接触网多功能综合作业车为例,司机室加侧墙总长21m,大平面的面板在横向或者纵向拼焊时产生的横向或者纵向收缩,产生焊接波浪变形和扭曲变形非常严重,只能靠后期的校平工艺来解决平整度问题。
3 校平方法
3.1 手工打平
手工打平存在着以下缺点:需要多名工人连续敲击整车2.5mm 钢板,无法保证每位工人敲击的平整度一致,并且敲击强度大容易出现锤窝或凹凸不平,大面积的2.5mm 面板侧墙及顶棚手工打平很难达到平整度小于1mm/m 的技术要求(排除构架平整度的影响)。
3.2 电磁打平
电磁打平的原理是利用强力电磁吸盘和多孔板夹紧压平待矫正的面板,然后用火焰加热局部然后用水急冷,使面板由残余塑性变形的拉应力收缩拉紧,达到矫平板面的目的。电磁打平设备用于司机室等薄板结构件端、侧墙板的矫平作业(见图1)。
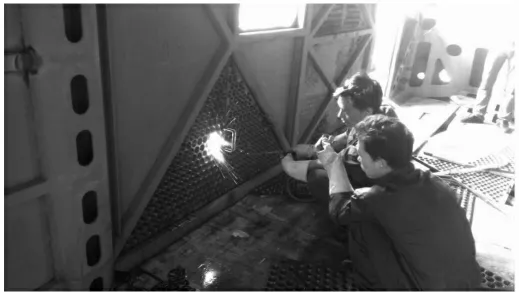
图1 电磁打平作业照片
电磁打平设备需具有合理的结构,高稳定性、可靠性、安全性和耐用性,操作简单,维修方便[1]。控制系统在环境温度-5~45℃、相对湿度≤95%、额定负荷下连续工作22h 的条件下运行平稳。电磁铁在-5~800℃、淋水的工作环境、额定负荷下连续工作22h 的条件下运行平稳。设计寿命按双班工作制,正常使用条件下,不少于10 年。
4 整车校平工艺
4.1 大面积侧墙端墙立柱横梁校平
用2m 直尺杆测量侧墙、端墙各立柱外侧,垂直方向弯曲超过3mm 时调修。根据立柱弯曲方向,将立柱顶拉后,用火焰加热并加水冷却调直,火焰加热不少于3 处;用1m 铝尺杆测量侧墙、端墙各横梁外侧,横向弯曲超过1mm 时调修,用火焰加热并加水冷却调直,火焰加热不少于2 处,需要时根据横梁弯曲方向,将横梁顶拉到位。
4.2 窗口、门洞校平
窗口调修:检测窗口平面度,超过1.5mm 时调修,窗边应平直,与立柱保持垂直,倾斜面倾斜度不大于1.5mm,调修时应先骨架,后窗边;
门洞调修:门框周边平面度≤1.5mm/m,对角线≤2mm,超差时调修。局部校平采用手工校平。
4.3 墙板调平
侧墙板平面度超过1.5mm/m,端墙板平面度超过2.5mm/m时,采用电磁打平。电磁调平装置使用工艺过程:安装多孔模板—电磁铁充电吸附—火焰加热—加水冷却—电磁铁断电—移开多孔板模板。火点密度与模板相同,火点直径15mn 左右,加热到650~750℃(深红到鲜红色),火点加水冷却后方可松开模板。通电后电磁力始终伴随加热—冷却的残留变形施加在侧墙板上,直到断电后电磁铁脱离墙板,完成了固定—局部加热—急冷循环,以此使侧墙板拉紧调平侧墙。电磁调平后,局部可使用手工打平来保证最终效果。
4.4 车顶调平
顶板出现焊后塌陷,在塌陷处边沿采用火焰加热,加水冷逐步缩小塌陷的方法调平和手工打平。
5 项目市场效益分析
5.1 应用前景分析
具有公司特色的外观及工业设计可以像商标一样快速实施到公司的大部分产品上,尤其是进军国际市场的产品上,从而使用户见到我们的产品就能想起公司,宣传公司,扩大公司的品牌影响力,是一笔巨大的无形资产。
薄板结构平整度新的打平工艺可以快速推广到几乎所有产品,能迅速将我们的产品在用户心目中提升到高端地位,提高产品的利润率,其应用前景十分广阔。
5.2 成本、经济效益分析
薄板结构平整度在保证工艺、工装及设备的投入使用中,不但能大大提高薄板件的平面度,提升产品外观质量,而且能减小校平工作的技术难度和劳动强度,将工时缩短至现在的1/6 左右。目前一个5m 长的司机室要完成校平需要16 个工时,公司正常运转一般有400 个5m 长的司机室需要校平,能节约400×16×5/6=5333(工时),每个司机室能节省2 工时,全年400×2=800(工时)总节约工时费约(5333+800)×30=183990元;每个司机室约能节省4kg 腻子,全年约400×4=1600 公斤,约合1600×64=102400 元,总计年节约资金约30 万。另外还有减重、提高产品档次等隐性利润不可估算。
5.3 社会效益分析
本项目的研究能够大大提高公司产品的档次和企业形象,在提高生产效率、缩短产品生产周期、降低工人的劳动强度和操作难度的同时还能节约工时和节约材料、提高产品外观质量的稳定性。
6 结语
产品的人性化设计是时代和社会进步的体现,是未来工业设计的发展必然趋势,大型养路机械生产企业要在未来的激烈竞争中立于不败之地,就必须在提高整机功能和可靠性的同时,从产品的形式、色彩、结构、功能、名称、材料等各个设计因素体现出人性化设计,为操作人员营造更舒适、方便、美好的工作环境,满足操作者的心理和个性的新需求,达到人物和谐,从而真正实现以人为本的目的[2]。此次薄板焊接校平工艺提升后,肉眼已经无法看到大波浪变形和蘑菇变形,表面外观平整提升明显。通过电磁打平工艺加局部手工打平后,可以满足平整度小于1mm/m 的技术要求,从而提高产品档次和公司形象。(图2)

图2
猜你喜欢
上海建材(2021年1期)2021-11-22 08:01:42
军民两用技术与产品(2021年6期)2021-10-14 07:40:58
职工法律天地·上半月(2020年1期)2020-03-02 07:45:06
布达拉(2019年6期)2019-07-18 03:36:55
上海建材(2019年5期)2019-02-15 03:04:15
金属加工(热加工)(2018年4期)2018-04-26 01:00:07
北方人(2017年10期)2017-07-03 14:07:24
中国公路(2017年12期)2017-02-06 03:07:30
家电科技(2015年8期)2015-11-29 10:45:03
河南科技(2014年14期)2014-02-27 14:11:56
