4340钢零件热处理后磁粉检测试验
2019-05-28 02:41:34
无损检测 2019年5期
(航空工业陕西飞机工业(集团)有限公司,汉中 723213)
4340合金结构钢的淬透性好、强度较高、综合力学性能良好,已广泛应用于高载荷的轴类、连杆,以及高负荷的紧固件等关键、重要零件中。
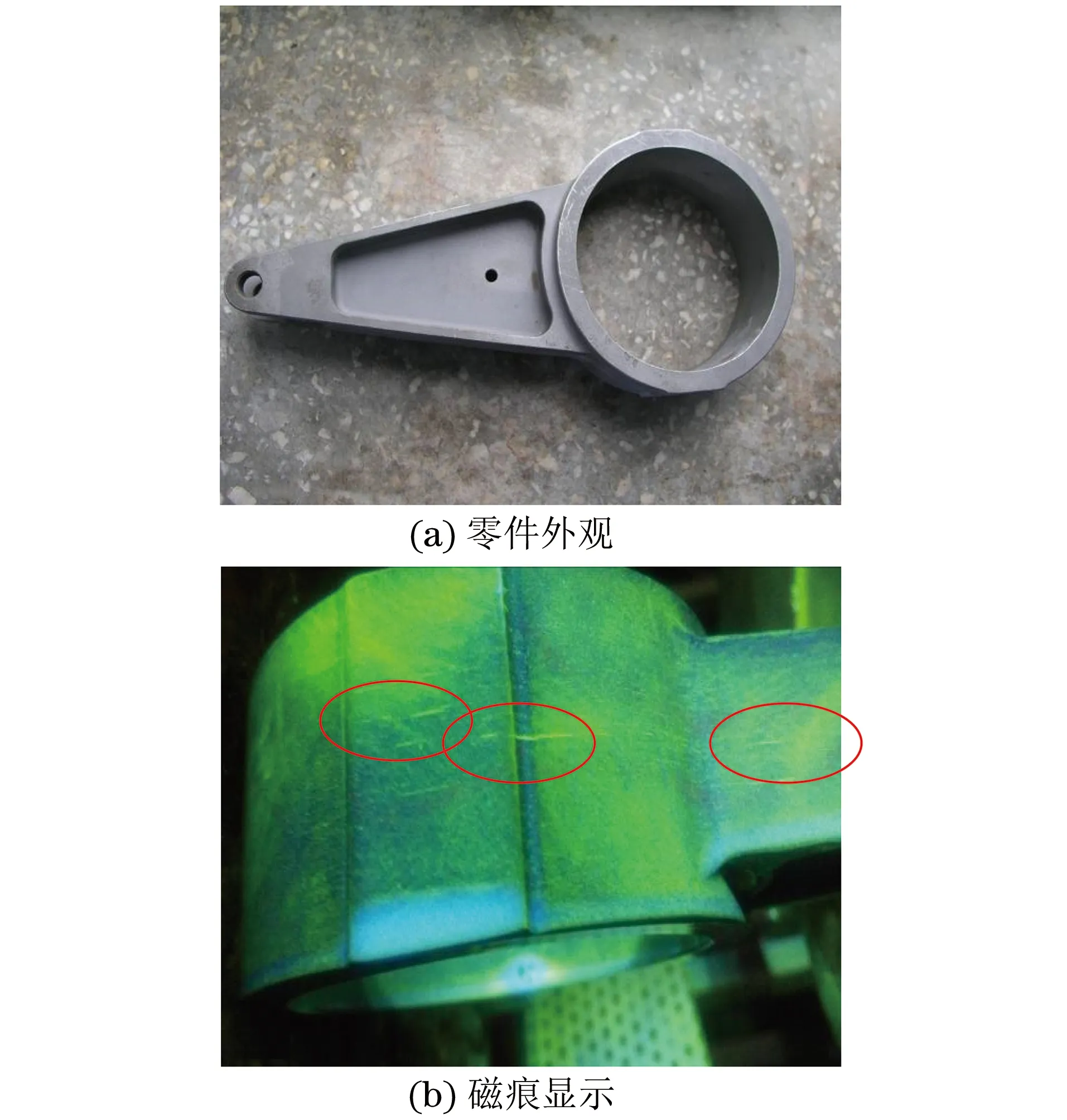
图1 4340钢制零件外观和磁痕显示
某批次4340钢制零件外观如图1(a)所示,其在热处理后的磁粉检测时,表面出现了磁痕显示[见图1(b)],无法合格交付。
该零件的机械加工及热处理工艺均参考ASTM(美国材料与试验协会)规范制定的成熟工艺。先对同炉批号原材料进行化学成分、增脱碳、机械性能、金相组织等检测,结果均满足材料标准。为了确定零件磁痕产生的原因,选用有磁痕显示的同炉批号的4340板材和4340锻件,采用与有磁痕显示的零件相同的机械加工工艺、热处理工艺及磁粉检测工艺进行了对比试验,分析磁痕产生的原因。
1 试验方案及方法
1.1 对比试验
在零件机械加工后、热处理之前增加磁粉检测,具体试验流程如图2所示,热处理工艺参数见表1。

图2 零件的试验流程
工艺试验的热处理工艺参数均按零件规定的抗拉强度要求,即1 103 MPa~1 241 MPa(硬度值为HRC36~40)进行制定,具体热处理工艺参数见表1。
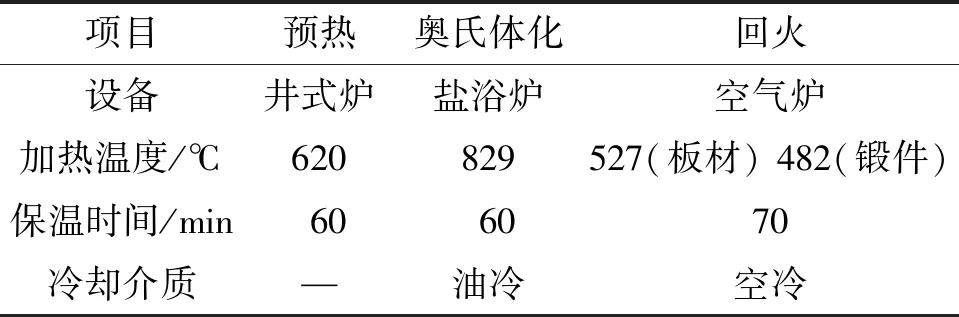
表1 热处理工艺参数
1.2 零件破坏试验方法
对产生磁痕的4340板材零件的磁痕部位采用硬度、金相、晶粒度测试、增脱碳测试等方法进行检测。
2 试验结果
2.1 磁粉检测结果
对4340板材试验件和4340锻件试验件在热处理前后均进行了磁粉检测,检测结果如表2所示。4340板材试验件热处理后的磁粉检测磁痕显示如图3所示。
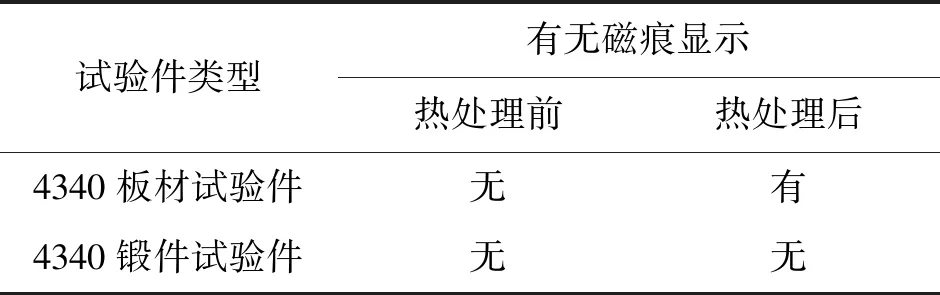
表2 4340板材和锻件试验件的磁粉检测结果
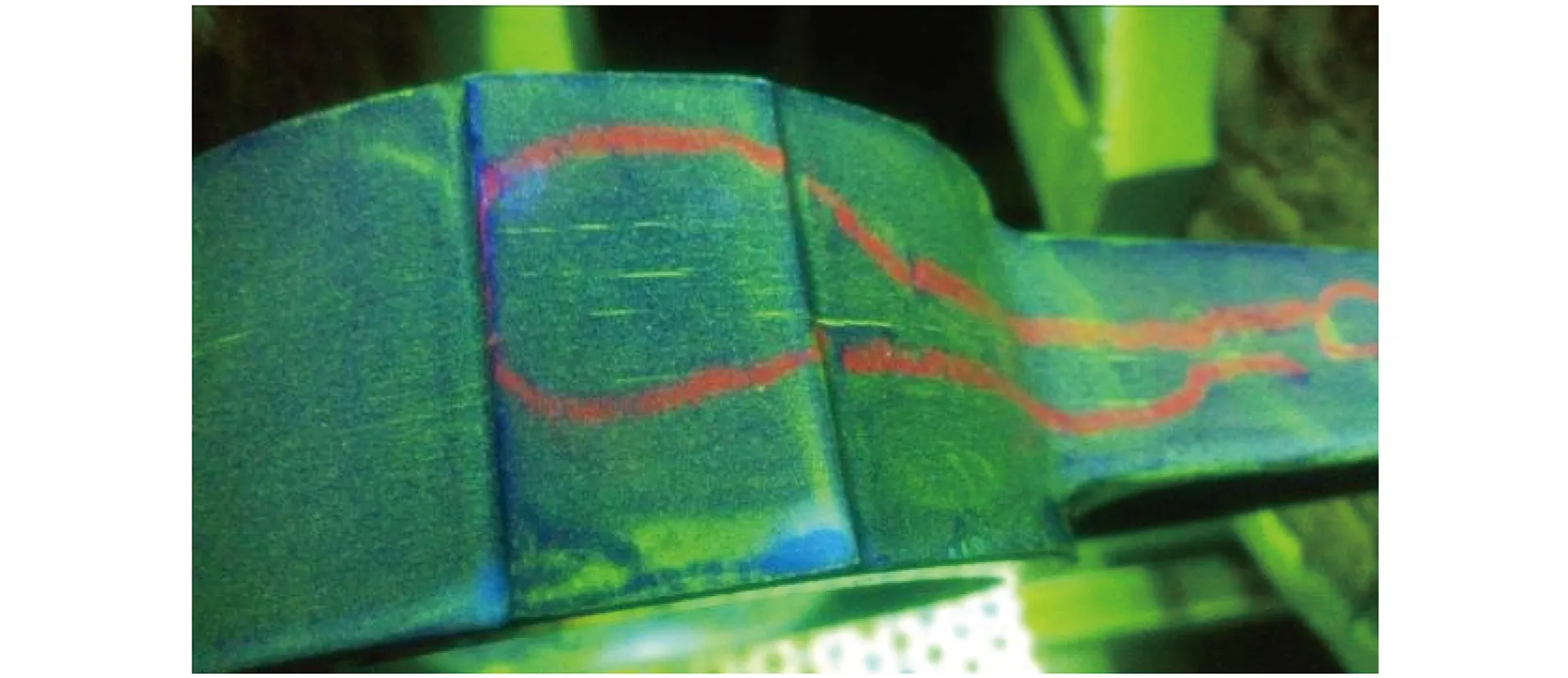
图3 4340板材试验件热处理后磁粉检测磁痕显示
2.2 4340板材试验件破坏试验检测结果
对磁粉检测后有磁痕显示的4340板材试验件进行破坏试验后的磁痕检测,检测结果如表3所示。

表3 4340板材试验件的破坏试验检测结果
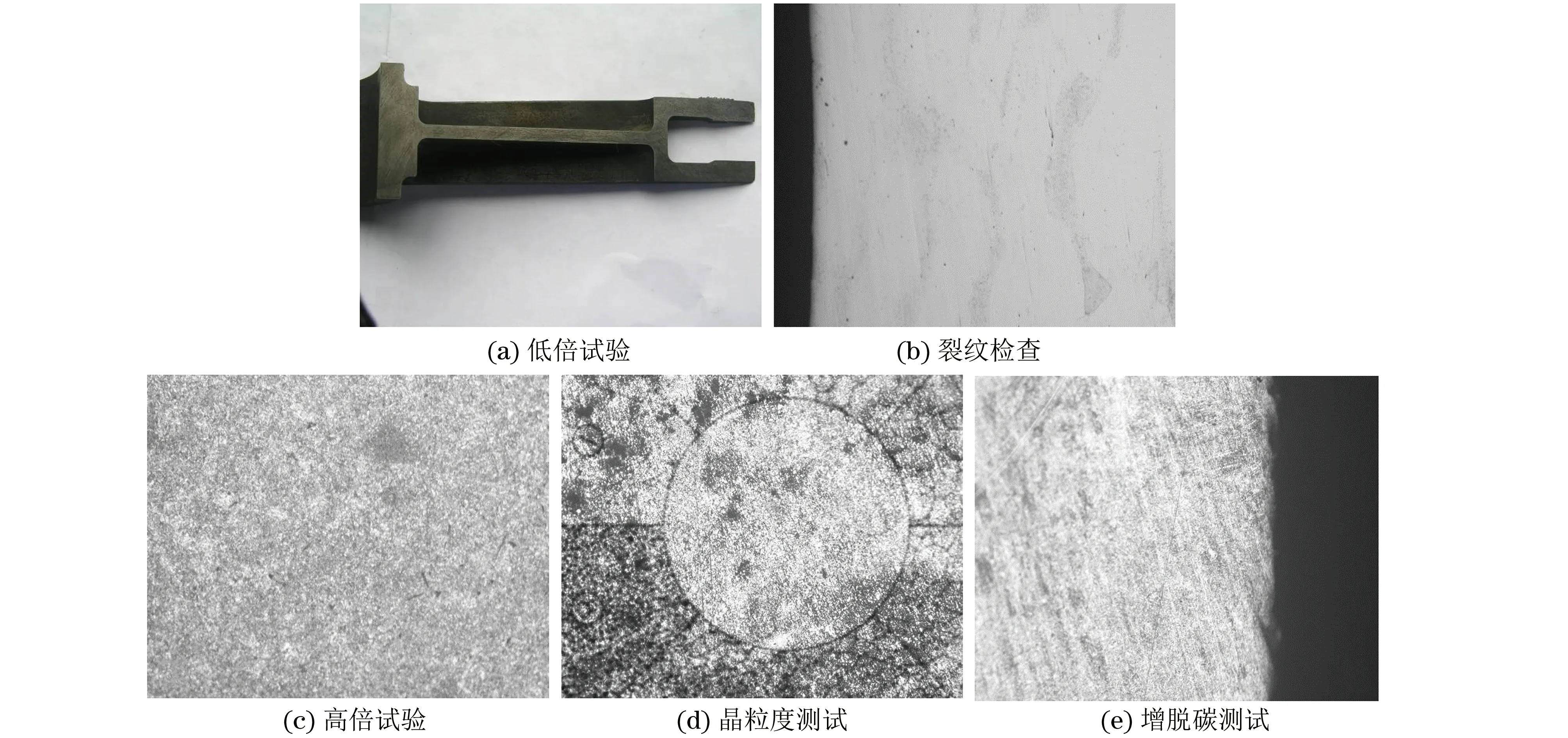
图4 4340板材试验件破坏试验检测结果
3 讨论分析
通过对4340板材试验件及4340锻件试验件分别进行机械加工、热处理及磁粉检测,发现板材试验件的热处理工序前的磁粉检测无磁痕显示,热处理工序后“问题”零件和板材试验件的磁粉检测均有磁痕显示;而锻件试验件的热处理工序前的磁粉检测无磁痕显示,热处理工序后的磁粉检测也无磁痕显示。因此,可以判定零件生产的机械加工过程、热处理过程及磁粉检测过程均符合工艺要求,问题可能存在于该4340板材本身。
从试验件及“问题”零件破坏后的低倍试样检查、裂纹检查、高倍组织检查、晶粒度检查以及增脱碳检查等可以看出,所有检查项目均合格,未发现材料有疏松、夹杂等冶金缺陷。原材料入厂复验记录的清查结果显示,4340板材试验件和4340锻件试验件的原材料复验的化学成分、增脱碳、机械性能、金相组织等均满足材料标准。因此,基本可以看出4340板材原材料品质合格。
以上结果表明,出现磁痕的4340板材试验件表面的磁痕显示并非由裂纹引起,可能是材料热处理后出现的伪磁痕现象。
4 结果分析
对出现磁痕的试验件进行了荧光渗透检测,表面无裂纹显示。说明该材料表面无开口裂纹,进一步说明出现磁痕的4340板材试验件表面的磁痕显示并非裂纹。
为了确定该磁痕显示的性质,在不同磁粉检测设备的不同电流强度下,对板材试验件进行磁粉检测,检测结果如图5,6所示。图5分别为CDG-XD6000型设备电流为1 000,500 A时的磁痕显示照片。图6分别为CEW-2000型设备电流为800,400 A时的磁痕显示照片。从图5中可以看出,当电流下降50%时,磁痕显示明显减弱,而图6中CEW-2000型设备在电流下降50%时,磁痕有所减弱,但减弱幅度较小。
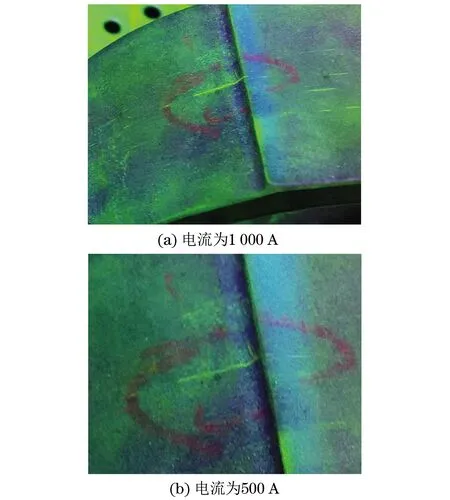
图5 CDG-XD6000型设备电流为1 000,500 A时的磁痕显示照片
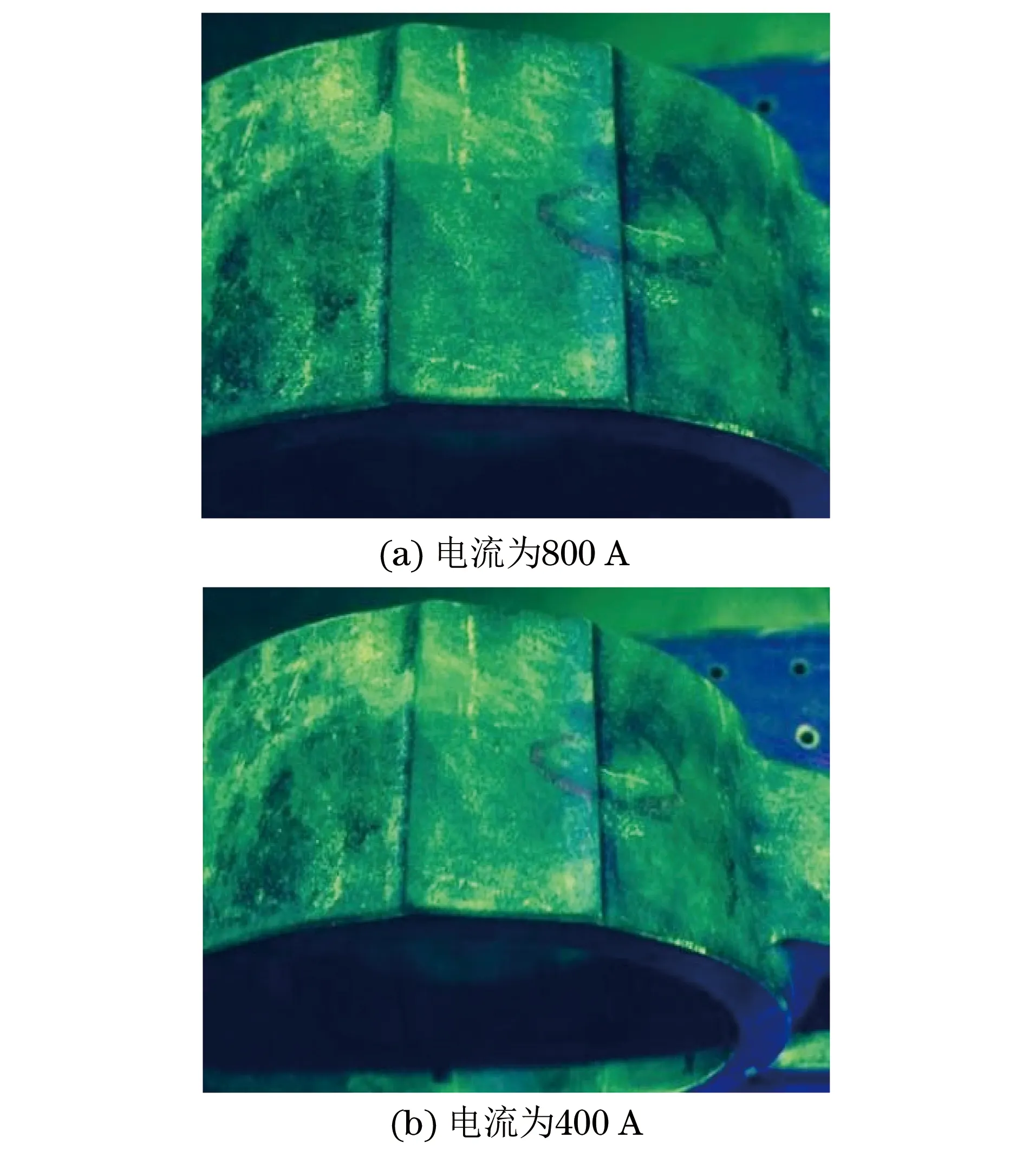
图6 CEW-2000型设备电流为800,400 A时的磁痕显示照片
磁粉检测时,非金属夹杂或合金偏析通常都能引起磁痕显示[1],但特征不同,具体表现为:
(1)非金属夹杂表现为相对短的、间断且平行于晶粒方向的线条显示;其显示可能分布于整个零件,但通常分布在零件一个特定区域;显示通常在剩磁下出现并且在放大镜下观察时呈现连续状。
(2)合金偏析表现为许多平行于晶粒方向的直线显示,并且可能分布于整个零件;显示通常在剩磁下不出现。此外,合金偏析的显示通常随磁化电流的增加而更加明显。有的显示模糊或呈宽阔状,在放大镜下观察时表现为连续的显示。
因此,基本可以断定该磁痕显示是由于4340板材存在一定程度的合金偏析引起的。文献[2]中指出合金中某些化学成分的含量对合金磁性的影响较大,例如碳含量增大会导致钢的磁导率下降,使漏磁场增大;Cr、Cu含量的减少会使漏磁场增大,造成磁粉检测过程中的缺陷显示。
5 改进建议
根据试验结果以及分析,为了避免热处理零件反复出现磁痕,提出以下改进建议:
(1)用4340板材加工的零件,在热处理后磁粉检测显示的磁痕并非裂纹,而是由合金偏析引起的,可以在尺寸公差允许的范围内进行打磨消除。
(2)对4340板材加工的重要零件,建议在热处理前增加均匀化处理工序,以减小合金偏析。
(3)根据上述试验可知,原材料为锻件的试验件无此“磁痕显示”现象,建议该零件采用4340锻件制造。
猜你喜欢
中国特种设备安全(2021年3期)2021-07-28 06:53:40
电站辅机(2021年4期)2021-03-29 01:16:52
机械制造与自动化(2021年1期)2021-02-03 10:55:20
无损检测(2020年6期)2020-06-18 03:02:28
无损检测(2017年7期)2017-08-31 12:27:20
无损检测(2017年1期)2017-02-09 09:45:42
上海金属(2016年4期)2016-11-23 05:39:12
大连工业大学学报(2015年4期)2015-12-11 04:06:50
新疆钢铁(2015年1期)2015-11-07 03:11:03
无损检测(2015年11期)2015-05-14 06:45:48