浅谈CAXA数控车编程技巧
2019-05-21 00:34陈晶晶
考试周刊 2019年36期

摘 要:CAXA数控车是一种应用很广泛的自动编程软件。通常编程人员在使用CAXA软件编程时习惯于按照粗车外圆、外切槽、内孔,精车内孔、外圆、外槽等加工步骤来编制零件的加工工艺,但对于一些外形不规则或者含有外槽轮廓较多的图形,按照常规的加工工艺生成程序,加工效率较低,尤其在技能比赛中,若程序生成不合理则加工时间往往会超时。
关键词:数控;编程;技巧
笔者在运用CAXA数控车编程时总结出一些编程经验,可以提高加工效率,使用效果非常好,现总结如下:
一、 外轮廓车削程序刀路轨迹优化
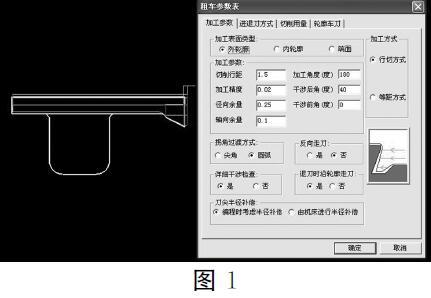
外轮廓加工程序通常由粗、精车两个部分组成,分别使用【轮廓粗车】、【轮廓精车】命令。通常在粗车参数表加工参数内【加工方式】选择<行切方式>,【详细干涉检查】选择<是>,其他参数按常规设置,生成轮廓程序线。但是选择了详细干涉检查轮廓线则所生成的程序线沿着所选的轮廓线生成程序,这对于一些外槽较多的轮廓,在选择外圆轮廓线时就要添加辅助线,将各段外圆连接起来(图1),这样就增加了绘图时间。笔者在编排类似图1外槽较多的外圆轮廓时运用了【详细干涉检查】选择<否>操作,这样外圆轮廓程序线就可跳过切槽这部分轮廓线,生成程序轮廓线如(图2),简化了绘图操作,提高了编程效率。
二、 切槽刀路轨迹生成优化
(一) 巧妙利用R0.3小圆弧选择轮廓线
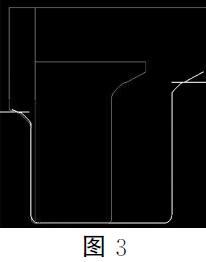
在零件加工中,为了减少毛刺,通常采用在相交轮廓线拐角处在倒圆角R0.3。在选择切槽轮廓线时需要引出刀具切入、切出线,在圆弧交点处会影响轮廓选择方向,往往需将外圆轮廓线延长,然后再选择切槽轮廓线(图3),对于上述操作粗加工切槽参数表选择给编程者增加了许多辅助时间,笔者巧妙地利用R0.3小圆弧来选择切槽粗加工轮廓(图4),可以省略画切入、切出线及延长外圆轮廓线这些操作步骤,大大提高了操作的便捷性。
(二) 缩短切槽径向轮廓线,提高加工效率
对于类似(图5)切槽轮廓时,按常规方法选择,外槽左侧轮廓线较长,粗加工过程中会形成许多空刀,增加了加工时间,因此在粗加工時可以将左侧轮廓线缩短(图6),这样减少了许多空刀时间。精加工时再将轮廓延长,精加工切削行数较少,不受影响。
(三) 合理设置切槽刀刃宽度
对于常用的切槽刀,刀刃宽度设置为3 mm,精加工时切槽加工路径为左右两侧下刀,由于刀具进行了双向运动,存有机床反向间隙的影响,因此需要通过修改机床Z方向磨耗来修正槽及台阶的宽度,可将刀刃宽度设置小于3
mm(图7)来弥补机床反向间隙,具体设定值为多少,可根据不同的机床多次加工试验而得出。
通过平时的不断练习,总结方法,配合合理的加工工艺,就能编制出符合实际加工需要的车削程序。
作者简介:
陈晶晶,江苏省苏州市,江苏省相城中等专业学校。
猜你喜欢
今日农业(2021年1期)2021-11-26
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
甘肃教育(2020年12期)2020-04-13
数学大王·低年级(2020年3期)2020-03-12
作文周刊·小学一年级版(2018年17期)2018-09-10
小天使·一年级语数英综合(2017年4期)2017-04-18
职业(2016年11期)2016-11-23
企业技术开发·下旬刊(2016年9期)2016-11-23