铀矿水冶厂浸出矿浆剩余酸度测量
——电磁式浓度计发送器探头改进与应用
2019-05-14 06:03陈福平周丽华李绍海
铀矿冶 2019年2期
陈福平,周丽华,李绍海
(核工业北京化工冶金研究院,北京 101149)
铀矿水冶厂大多采用酸法浸出矿浆,工艺要求连续测量和控制浸出过程中剩余酸度。国内外普遍采用电导率的方法测量浸出矿浆剩余酸度,一般有极式和非接触式(又称电磁式)2种方案。中国铀矿水冶厂浸出车间最早采用四电极式电导仪测量浸出矿浆剩余酸度,但该类型电导仪发送器电极容易极化、腐蚀、磨损、渗透,维护工作量大;而电磁式浓度计发送器探头感应元件不与被测介质直接接触,具有精度高、稳定性好、经久耐用、使用方便、维护工作量小等优点,同时也可避免电极式电导仪由于极化而造成精度降低和工作不稳定等问题。目前,国内外铀矿水冶厂大多采用电磁式浓度计在线测量浸出矿浆剩余酸度;但国内铀矿水冶厂使用的常规电磁式浓度计发送器探头很难经受浸出矿浆的高温和矿石的磨损;同时矿浆中大量杂质与酸作用后会在发送器探头中心内孔产生大量结垢,甚至矿砂堆积堵塞发送器探头中心内孔,这严重影响仪表测量准确性,使常规电磁式浓度计在铀矿水冶厂使用不理想。因此迫切需要改进电磁式浓度仪表发送器探头。
1发送器工作原理
1.1 探头测量原理
电磁式浓度计是一种利用电磁感应的方法来测量溶液电导,进而来确定溶液浓度的一种仪器,因感应元件不与被测溶液直接接触,故称为非接触式测量法[1]。在铀矿水冶厂酸法浸出矿浆中,当影响浸出矿浆电导率的其他因素(电位、液固比、各种杂质离子浓度)变化幅度不大时,可以使用测量铀浸出矿浆电导率的方法实现对浸出矿浆中剩余酸度的测量,电磁式浓度发送器探头工作原理如图1所示。
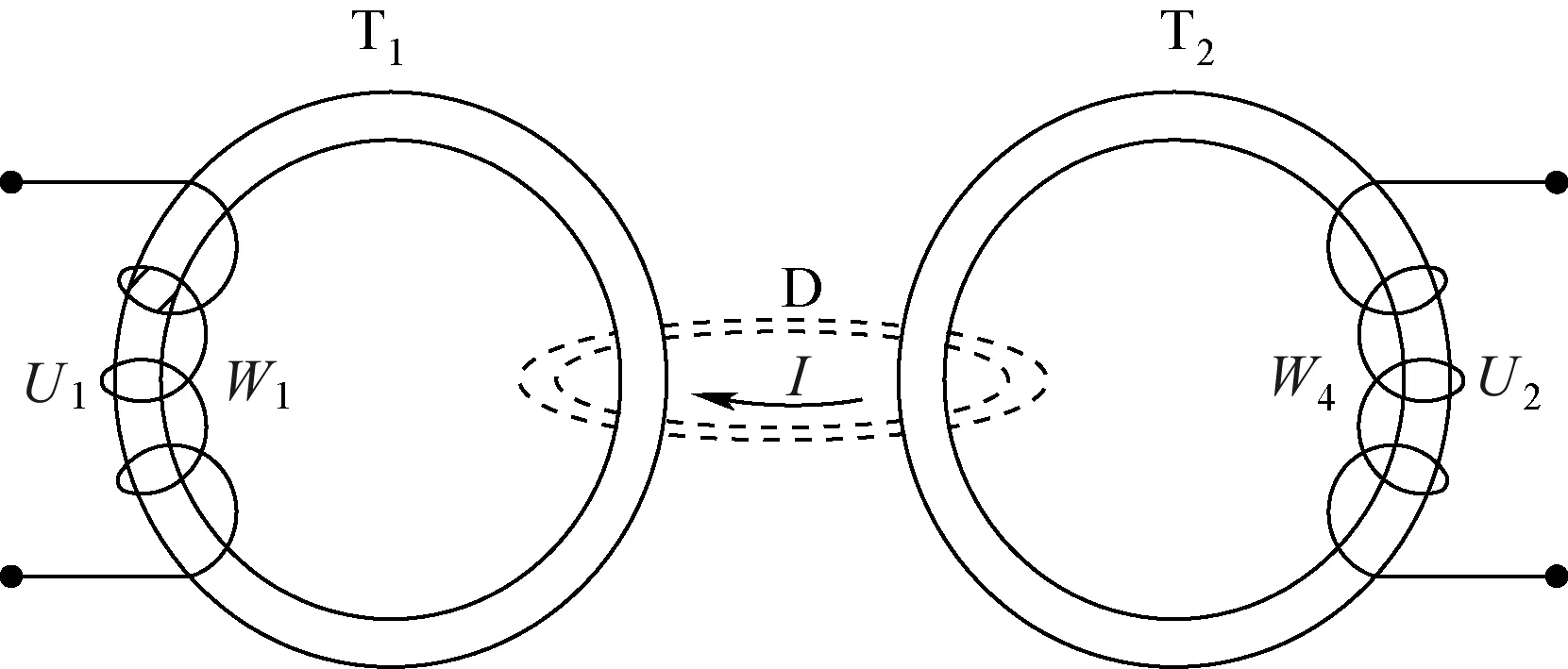
T1—励磁变压器;T2—检测变压器;D—浸出矿浆溶液回路。图1 电磁式浓度计发送器探头工作原理
图1中:T1、T2为2个环形变压器,在励磁变压器T1上绕有原边绕组W1匝,在检测变压器T2上绕有副边绕组W4匝;D为待测浸出矿浆溶液所构成的回路。待测浸出矿浆溶液回路D同时穿过环型变压器T1及T2,通过D产生磁的交联,2个环形变压器T1和T2是由“一根”液体闭合回路耦合起来。D的等效电阻R随待测浸出矿浆剩余酸度而变化,在D中则有电流I,其值与被测浸出矿浆溶液的电导率有关,在检测变压器线圈上的感应电势U2即表征了被测浸出矿浆溶液电导率大小,即可换算出浸出矿浆中剩余酸度。
1.2 发送器探头等效电路
根据发送器探头测量原理,发送器探头等效电路如图2所示。
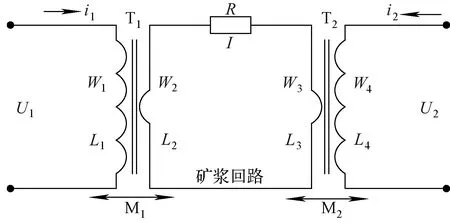
图2 发送器探头等效电路
图2中:U1、i1、W1、L1分别为励磁变压器T1的原边激励电压、电流、绕组匝数与自感系数;W2、L2为T1副边匝数与自感系数;W3、L3、W4、L4分别为检测变压器T2原边匝数、自感系数和T2副边匝数与自感系数,其中W2=W3,L2=L3;U2、i2为检测变压器输出电压和电流;M1、M2分别为T1,T2的互感系数;R、I为浸出矿浆溶液当量电阻与流过的电流。
由发送器等效电路推导得出发送器探头灵敏度表达式为[2]
(1)
式中:U1为励磁变压器原边激励电压;U2为检测变压器输出电压;f为励磁变压器电源频率;μ02检测变压器初始导磁率;W1为励磁变压器绕组匝数;W4为检测变压器绕组匝数;S为被测矿浆溶液回路截面积;l为被测矿浆溶液孔内长度(即探头测量孔厚度);r4为检测变压器磁环外径;r3为检测变压器磁环内径;ρ为被测矿浆溶液电导率。
1.3 温度补偿
在影响浸出矿浆电导率的其他因素(电位、液固比、各种杂质离子浓度)变化幅度不大的条件下,浸出矿浆电导率大小除了与浸出矿浆剩余酸浓度有关外,浸出矿浆温度变化对矿浆电导率也有较大影响,一般来说,电导率随着矿浆温度的增加而显著增大。这严重影响了电导法测量铀浸出矿浆剩余酸度,需要采取一定温度补偿措施,可采用二次仪表单片机自动补偿因矿浆温度变化对浸出矿浆剩余酸度测量的影响。
2发送器测量探头技术参数及结构形式
由于被测对象为液固混合矿浆体系,工业现场环境较为恶劣,使得常规工业电磁式浓度计发送器探头使用状况不佳。需要重点改进该类型仪表发送器测量探头技术参数及结构形式,使其能够满足铀矿水冶厂测量浸出矿浆中剩余酸度的要求[3]。
2.1 测量探头技术参数
根据式(1)可得出提高探头灵敏度需采用以下设计方案[4-5]:1)提高振荡电源电压U1及振荡电源频率f;2)减少励磁变压器T1原边绕组匝数W1,增加检测变压器T2绕组匝数W4;3)检测磁环元件采用初始导磁率高的磁性材料;4)增大待测溶液回路截面积S,减小溶液回路长度l,选择检测磁环元件要求内孔径要大,磁环厚度要小,尽量增大外圆直径r4与内孔直径r3之比。
由于矿浆介质易结垢,发送器探头中心内孔结垢引起的测量误差可由式(2)表示:
(2)
式中:D—发送器测量探头中心内孔直径;Δ—测量探头中心内孔结垢厚度。
由(2)式可见,探头中心内孔直径越大,探头中心内孔结垢同样厚度引起的测量误差越小,可有效减少测量探头结垢对测量结果的影响,这与提高发送器灵敏度,要求加大测量探头中心内孔直径相一致。
根据上述原则,设计测量探头技术参数如下:1)发送器所用振荡电源电压U1设计为5 V,振荡电源频率f设计为3 kHz。2)励磁变压器T1和检测变压器T2都采用厚度为0.1 mm高导磁率的1J79优质坡莫合金磁性带绕制,形状为环形,铁芯尺寸内径65 mm,外径85 mm,厚10 mm。2个环形铁芯分别外缠耐高温聚酯薄膜后,均匀绕制线径0.25 mm丝包线。将检测变压器T2放在电磁屏蔽盒内进行静电屏蔽,然后将它们组装并封装在绝缘并耐腐蚀聚丙烯外壳材料里,再罐装环氧树脂固定密封后构成电磁浓度仪表发送器的新型测量探头[6]。3)根据环形励磁变压器T1和检测变压器T2尺寸,设计测量探头测量中心内孔直径为φ44 mm,内孔厚度为50 mm,加大了被测矿浆液体回路截面积S,减小了被测矿浆溶液回路长度l。调整技术参数后,有效降低了液体回路等效电阻,提高了发送器探头灵敏度,同时探头测量中心内孔结垢对仪表测量准确度影响较小,且探头测量中心内孔设计为竖直方向,有效防止矿浆中矿砂固体物堆积堵塞测量中心内孔而影响仪表正常测量功能。
2.2 发送器装置外壳材料和结构设计
发送器装置采用沉入式安装方式,其长度根据浸出槽高度确定。整套装置由测量探头、温度敏感元件保护套、不锈钢支撑连接引线管、防腐蚀聚丙烯管、固定法兰、前置电路板及其电路板保护罩组成。
1)测量探头外壳材料采用德国生产的非导磁绝缘聚丙烯,它具有耐高温、耐强酸碱腐蚀、耐矿浆磨损、易焊接等优点,便于将探头相关检测元件通过焊接可靠密封。
2)测量探头上同时设计了导热性能较好、耐腐蚀的纯钛金属材料制成的温度敏感元件保护套,其内置温度敏感元件可同时测量被测矿浆温度,用单片机完成温度自动补偿功能。
3)测量探头与前置电路板保护罩之间由外径25 mm不锈钢管连接支撑,探头检测信号线穿过不锈钢管中心引出至前置电路板,支撑不锈钢管采用外径32 mm,壁厚2.9 mm聚丙烯管包裹保护,以防止被测矿浆中酸碱腐蚀不锈钢连接支撑管。同时支撑连接杆上设计了可移动安装法兰,可将发送器安装固定于浸出槽配套的安装孔位置。
4)发送器装置顶部设计了采用PVC材料制成的前置电路板保护罩,可有效防止工业现场酸碱气体腐蚀前置电路板。前置电路板将探头产生的温度和电导率微弱信号经过交流放大、检波和直流放大变换后转换为抗干扰能力强的温度和电导率标准直流电压信号,并通过电缆线将信号传输至二次仪表,再用单片机完成数据处理后显示浓度。温度测量电路如图3所示;电导率测量电路如图4所示。设计完成的发送器装置结构如图5所示。
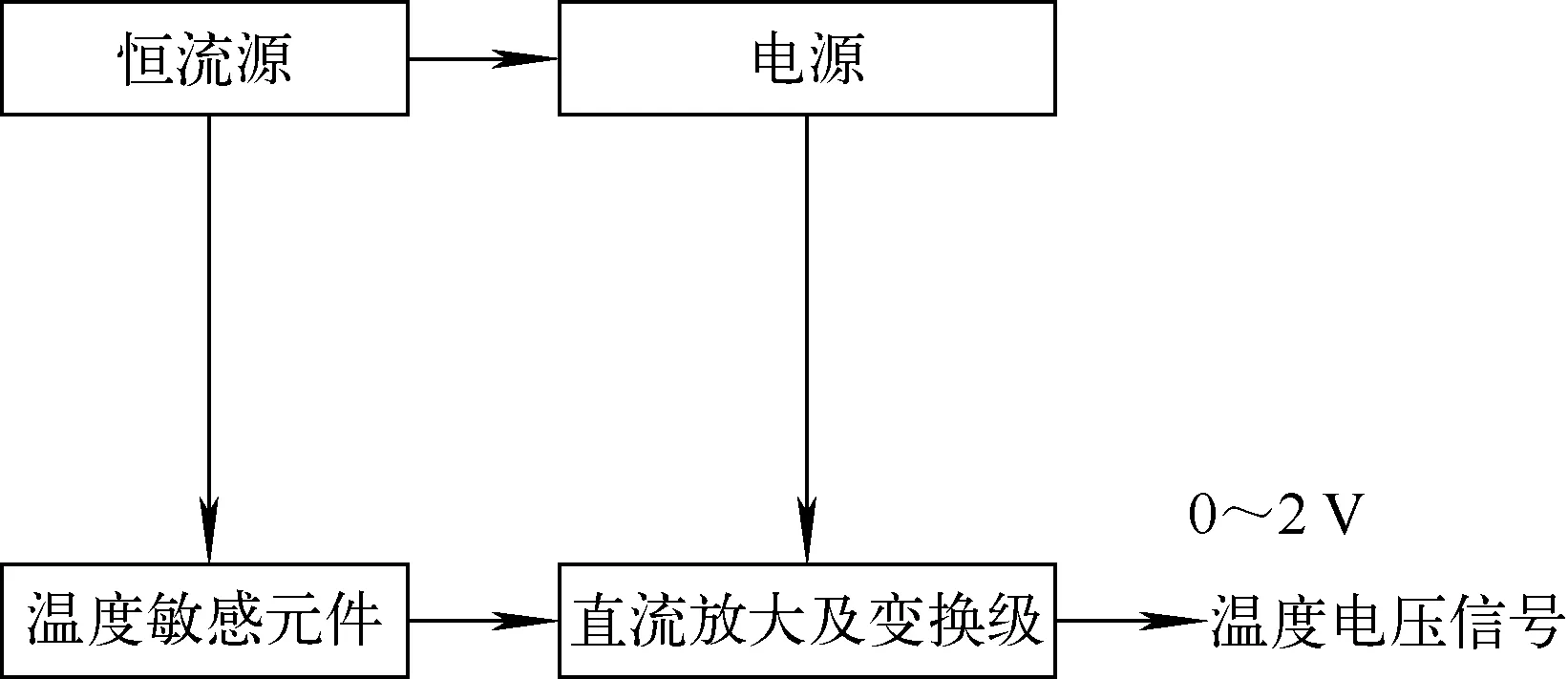
图3 温度测量电路示意
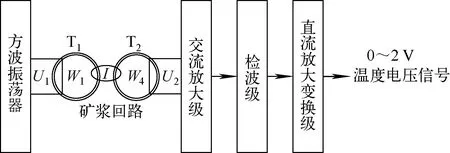
图4 电导率测量电路示意

1—检测变压器;2—励磁变压器;3—防腐蚀绝缘聚丙烯外壳;4—检测信号引出线;5—温度敏感元件保护套;6—不锈钢连接支撑管;7—防腐缘聚丙烯管;8—可移动安装固定法兰;9—前置电路板固定座;10—至二次仪表电缆线锁紧件;11—固定前置电路板铜柱;12—检测信号接收与处理前置电路板;13—前置电路板防护罩。图5 发送器装置结构
2.3 发送器探头改进前后对比
设计完成的发送器探头改进前后实物图片对比如图6所示。
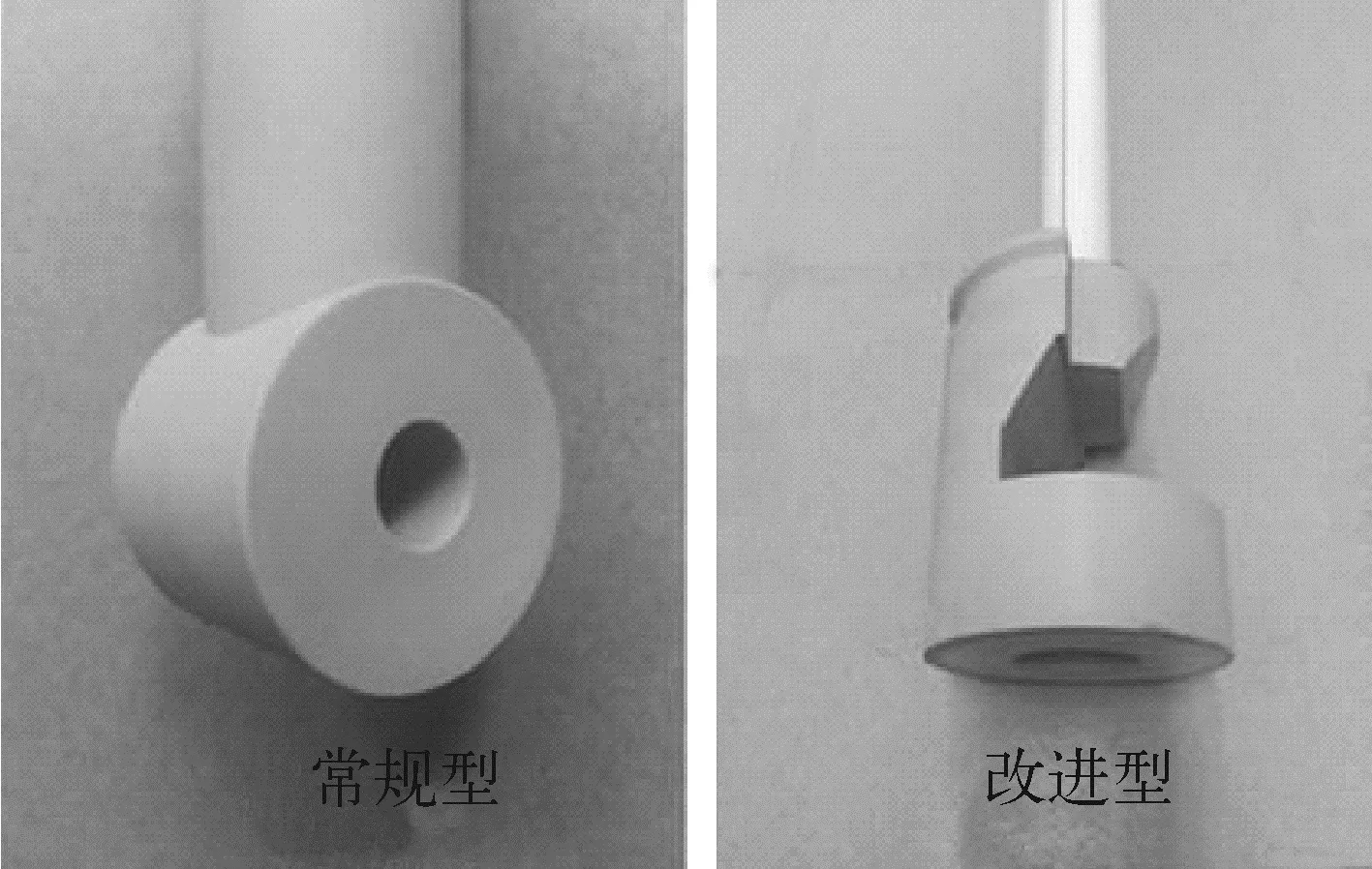
图6 发送器探头改进前后对比
改进后探头结构主要优点:1)探头测量中心内孔为上下直通,有效防止流动矿浆在探头上结垢和矿砂固体物堆积堵塞测量中心内孔而影响仪表正常测量,同时也便于探头结垢后的清除;2)加大测量中心内孔直径,减小测量中心内孔有效路径,大幅提高了发送器探头灵敏度,同时探头结垢对仪表测量准确度影响变小。
3现场验证试验
为了验证发送器探头改进效果,将改进后浓度仪表在铀矿水冶厂浸出车间进行了现场连续试验。
3.1 试验方法
试验在矿石的硫酸浸出体系中进行,浸出剂H2SO4剩余酸度控制为30~60 g/L,浸出矿浆温度为50~60 ℃,液固体积质量比为1∶1 L/kg。采用改进后浓度仪表测量值与人工取样分析值对照分析,考核改进了发送器探头的浓度仪表可靠性和测量精度。
3.2 试验结果
现场试验数据采集持续了约1个月,试验结果见表1。
从表1可看出,在工业生产现场矿浆液固比和各种杂质离子浓度相对稳定情况下,采用改进后的浓度仪表测量浸出矿浆中剩余酸度,仪表分析值与人工取样分析值基本一致,其测量误差≤±5%,测量性能稳定,数据可靠,能够满足工业生产需要,达到了对其改进提高的目的。
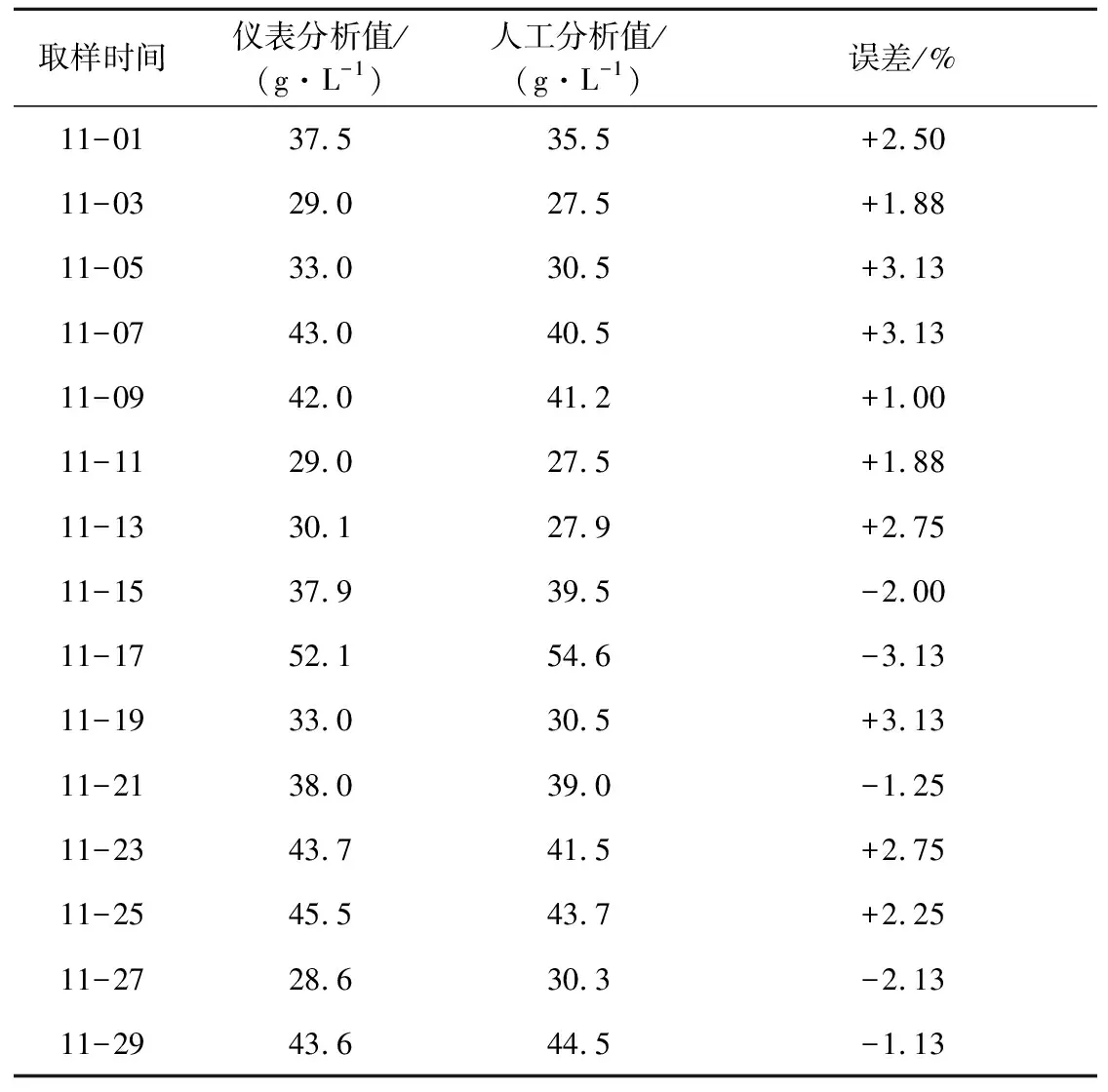
表1 仪表测量与人工取样分析试验数据
注:仪表测量范围:0~80.0 g/L。
3结论
1)改进发送器探头外壳选用德国生产的非导磁绝缘聚丙烯材料,它具有耐高温、耐酸碱腐蚀、耐矿浆磨损、易焊接等优点,便于将探头相关检测元件通过焊接可靠密封,解决了多年来围绕浓度发送器探头易渗漏等问题。
2)测量探头励磁变压器和检测变压器采用高导磁率的1J79优质坡莫合金磁性材料作为检测元件,并且加大测量探头上起主导作用的测量探头中心内孔直径,减小被测矿浆溶液回路长度,使被测矿浆液体回路截面积加大,降低了液体回路等效电阻,提高了发送器探头灵敏度,同时探头测量中心内孔有少量结垢对仪表测量准确度影响也较小;另外加大的探头测量中心内孔设计为上下方向直通,有效防止流动矿浆在探头上结垢和矿砂固体物堆积堵塞测量中心内孔而影响仪表正常测量功能,同时也便于探头结垢后的清除。
3)改进的发送器探头测量准确性及可靠性有了较大幅度提升,能够满足铀矿水冶厂浸出车间连续在线准确测量浸出矿浆剩余酸度要求。改进的仪表已应用到国内铀矿水冶厂浸出生产车间,为实现铀矿水冶厂浸出矿浆剩余酸度测量生产过程自动控制创造了条件。改进的浓度发送器测量技术也可以应用到其他金属提取的工艺中,这也是今后该仪表研发的重要方向。
猜你喜欢
机械制造(2022年4期)2022-05-10
一重技术(2021年5期)2022-01-18
湖南有色金属(2021年5期)2021-10-23
铁路通信信号工程技术(2021年6期)2021-07-05
矿冶(2020年4期)2020-08-22
有色金属(矿山部分)(2019年6期)2019-12-24
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
中国高新技术企业(2016年34期)2017-02-10