
丁酸丁酯-苯体系精馏工艺模拟与优化
2019-05-13 09:30:18刘翔涛
浙江化工 2019年4期
颜 康, 陆 锟,刘翔涛
(1.常州工程职业技术学院化工系,江苏 常州 213164;2.上海化工研究院有限公司,上海 200062;3.苏州新能环境技术有限公司,江苏 苏州 215200)
丁酸丁酯又称酪酸丁酯,是一种常用溶剂[1],而苯也是化工生产中较常用的溶剂之一[2],丁酸丁酯与苯相溶的情况较多。目前,有关丁酸丁酯-苯体系精馏分离的文章较少见,我们主要运用Aspen Plus过程模拟软件对丁酸丁酯、苯二元混合物精馏提纯丁酸丁酯的过程进行了模拟与优化。
1 模拟流程

图1 丁酸丁酯-苯二元混合物精馏流程图
精馏分离过程的流程图如图1所示,丁酸丁酯与丁酸乙酯的混合物(流股1)总流量为10 kmol/h,丁酸丁酯、丁酸乙酯摩尔分数15%,苯85%,温度为 50 ℃,压力 0.2 MPa,精馏塔(B1)共有15块塔板,流股1的进料位置为第三块塔板,进料方式为“Above·Stage”,回流比为 5,常压操作,忽略压降。
2 模拟结果优化
2.1 进料位置对丁酸丁酯回收效果的影响
对以流股1进料位置为自变量,流股3中的丁酸丁酯质量分数为因变量的函数作图,如图2,进料位置在2~8块塔板之间,丁酸丁酯回收效果最好,所以最佳进料位置是第6块塔板。

图2 进料位置-丁酸丁酯质量分数关系图
2.2 进料温度对丁酸丁酯回收效果的影响
对以流股1进料温度为自变量,流股3中的丁酸丁酯质量分数为因变量的函数作图3,由图3可以看出,虽然丁酸丁酯回收效果与进料温度的升高成单调递减关系,但总的来看进料温度对丁酸丁酯的回收效果影响幅度不明显,考虑到节能,最佳进料温度选择常温进料。

图3 进料温度-丁酸丁酯质量分数关系图
2.3 进料压力对丁酸丁酯回收效果的影响
对以流股1进料压力为自变量,流股3中的丁酸丁酯质量分数为因变量的函数作图4,由图4可以看出,虽然丁酸丁酯回收效果与进料压力在0.1~0.5 MPa范围内变化关系不明显,考虑到节能所以最佳进料压力设定为0.1 MPa。
2.4 回流比对丁酸丁酯回收效果的影响
以丁酸丁酯回收塔的回流比为自变量,流股3中丁酸丁酯的质量分数为因变量的函数作图5,虽然丁酸丁酯的回收效果与丁酸丁酯回收塔的回流比成正比,但影响幅度不大,考虑节能,最佳回流比是1,工艺参数均采用优化过的工艺参数,提纯后的丁酸丁酯可达99%。
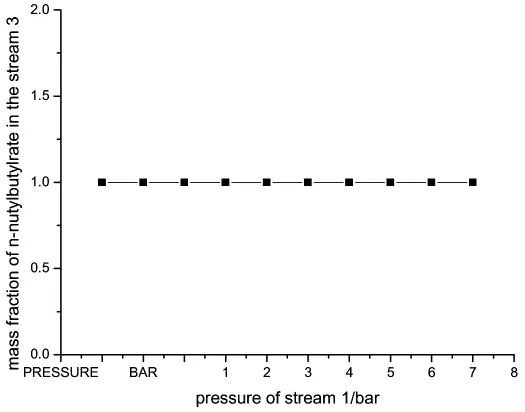
图4 进料压力-丁酸丁酯质量分数关系图

图5 回流比-丁酸丁酯质量分数关系图
2.5 丁酸丁酯回收塔的温度分布与浓度分布
为了准确了解乙酸乙酯回收塔,我们对乙酸乙酯回收塔各塔板的浓度分布与温度进行了研究[2],图6和图7分别是乙酸乙酯回收塔的温度分布和浓度分布(液相)。

图6 乙酸乙酯回收塔温度分布图
图7 乙酸乙酯回收塔浓度分布图
3 结论
丁酸丁酯回收工艺中丁酸丁酯回收塔的最佳进料位置是第6块塔板进料,最佳进料温度是常温,最佳进料压力是0.1 MPa,最佳回流比是1。
猜你喜欢
科技创新导报(2022年10期)2022-03-24 22:42:13
天然气化工—C1化学与化工(2021年1期)2021-03-17 07:07:02
中国化工贸易·下旬刊(2020年1期)2020-05-28 17:25:45
天然气化工—C1化学与化工(2019年3期)2019-08-26 08:33:28
河南化工(2017年5期)2017-06-09 18:07:43
石油工业技术监督(2016年2期)2016-04-06 14:59:23
当代化工研究(2016年5期)2016-03-20 16:21:34
当代化工研究(2016年5期)2016-03-20 16:21:29
化工进展(2015年4期)2015-08-19 06:46:12
中国药理学通报(2014年2期)2014-05-09 08:22:20
