碳纤维叠层布缝纫机辅助机构设计
2019-05-07 03:27:30毛世凯杨茜宁
西安工程大学学报 2019年2期
陈 晨,李 晶,刘 站,毛世凯,杨茜宁
(西安工程大学 机电工程学院,陕西 西安 710048)
0 引 言
由于碳纤维的高强度、高模量和耐腐蚀性,其复合材料越来越多地用于工程加固[1-4]。在碳纤维布层之间使用黏合剂可以延迟剥离损伤的发生[5]。然而,这类加工方法成本较高,不仅层与层之间断裂韧性差且抗损伤能力低[6]。通过缝纫技术,对碳纤维叠层布进行缝纫加工可以降低成本,有效解决层间断裂问题[7]。当碳纤维布用高强度复合纤维缝制时,其缝纫质量取决于缝纫线的物理机械性能以及缝制的材料[8]。若缝纫线的材料与碳纤维织物的材料不一致,在后处理过程中碳纤维叠层布的整体质量将受到严重影响。为了提高叠层布的整体质量,应首选碳纤维为缝纫线。然而碳纤维单丝本身具有高脆性和低断裂韧性的特点[9],在缝纫时会被布料和针眼等机器部件磨损,进而造成缝纫线的纤维损伤和结构破坏[10]。因此,碳纤维缝纫线一旦受到过大的动态张力或剪切力时,就会产生断裂[11-12],影响缝纫工作的顺利进行。目前,有很多学者针对此问题做了相关研究。在碳纤维表面处理方面,通过上浆的方法在碳纤维表面形成一层薄膜,对纤维起到保护作用,减少丝束在织造、缝合过程中的摩擦,但过量的浆料会增加纤维脆断的几率,反而降低其力学和耐磨性能[13];通过对碳纤维线加捻的方式,加大丝束抱合力,改善断线产生,但在加捻过程中纤维会受到一定的损伤并且随着缝合线捻度的增加,树脂浸润缝合线的效果变差,缝合纤维丝束与树脂结合情况变差[14-15]。除了针对碳纤维本身的改性研究外,国外有专门缝纫碳纤维的设备,但价格昂贵。在国内,通过改进机械机构来降低碳纤维断线率方面的研究文献较少。有学者在缝针中加装滚轮,变滑动摩擦为滚动摩擦;或改进缝纫机,在缝纫过程中减少碳纤维所受的剪切应力[16-18],以降低断线率。本文结合工业缝纫机特点,通过设计适合碳纤维缝纫的辅助机构消除或减小缝纫中的动态张力和剪切力[19],以降低断线率,并应用Pro/E软件时行仿真分析[20]。
1 辅助机构的设计
1.1三维设计与仿真
辅助机构设计的基本要求:在缝制厚度为16 mm的碳纤维叠层布时,其缝纫线迹为3 mm,使碳纤维缝纫线不受剪切力的作用或仅受极小剪切力的作用。
为除去碳纤维缝纫线在缝纫过程中出现的高频率动态张力和剪切力,在原有普通工业用缝纫机的基础上增加一套辅助机构,辅助机构有单独的动力源。其三维模型见图1。动力由独立电机输出给辅助机构皮带轮1,皮带轮1带动轴10转动。轴10一方面带动移凸轮2推动绕线叉7前移、后移运动(前移绕线叉使之回转绕线、放线,后移绕线叉使缝纫线能顺利地形成线迹);一方面,轴10带动圆柱齿轮9把动力传递给轴5。轴5的回转带动槽型圆柱凸轮6和槽型圆柱凸轮12同时运转,2个槽型圆柱凸轮分别带动两对齿轮齿条3,11往复运动,进而完成辅助机构中绕线环14和绕线叉7的回转。绕线叉和绕线环分别与齿轮4和齿轮13固定在一起,其回转轴线分别与其对应的齿轮轴线重合。

图 1改进的辅助机构的三维模型Fig.1 Three-dimensional model of improved mechanism
此辅助机构安装在原有缝纫机机头下方左侧位置,绕线环在缝纫针的一边。与之配合的绕线叉在缝纫线线迹形成的一边,辅助机构的独立原动机与工业缝纫机的原动机以相同的运转速度带动皮带轮1运转,以使绕线叉、绕线环与缝针相互配合并保持相同的运动周期。碳纤维缝纫线未放松与放松受力的对比如图2所示。由图2可知,在刺布阶段,未放松的碳纤维缝纫线相对于放松后的缝纫线需要承受更大的张力和剪切力。
1.2辅助机构运动配合
碳纤维叠层布缝纫机的缝纫针头自由度为1,做垂直直线的上下运动;辅助机构中绕线叉自由度为2,做回转运动及前移、后移运动;绕线环自由度为1,做回转运动。首先以机器上的缝纫针为主体,绕线环和绕线叉周期性地配合缝纫针运动并放松碳纤维缝纫线,以消除或减小缝纫中的动态张力、剪切力,保证缝合工艺的顺利进行,进而提高碳纤维叠层布的力学性能。凸轮配合缝针运动循环见图3;凸轮各阶段转角见表1。

(a) 未放松 (b) 放松图 2未放松与放松碳纤维缝纫线受力对比Fig.2 Unrelaxed and relaxed carbon fiber sewing thread

图 3机构运动循环图Fig.3 The cycle of the mechanism movement
表1凸轮各阶段转角
Table 1 Cam rotation angle at each stage rad

凸轮类型φi1φi2φi3φi4φi5移凸轮7π6π3π6π3—圆柱凸轮aπ4π929π365π6—圆柱凸轮bπ4π3π935π36π3
注:i=1,2,3分别表示移凸轮及圆柱凸轮a,b
由图3,表1可知,该工作循环由4部分组成。缝针由最上端位置1开始进针工作,到达位置2时,缝针刚好与缝料接触。到达位置3时,缝针处于最下端。缝针由最下端位置3开始回针工作,到达位置4时,缝针刚好与缝料分离。到达位置1时,缝针处于最上端。在该机构中,各凸轮轴以相同的转速匀速运转。缝针由位置1到达位置3,移凸轮处于远休止状态。缝针由位置3到达位置1,移凸轮依次完成回程、近休止、推程运动来带动绕线叉的前移、后移运动。绕线叉后移、静止,保证线迹顺利形成。缝针由位置4到达位置1,移凸轮完成推程工作,控制绕线叉前移、静止。缝针由位置1到达位置3,移凸轮远休止,控制绕线叉先后完成绕线、放线工作。在圆柱凸轮(绕线叉) 推程结束后(即绕线叉绕线完毕),圆柱凸轮(绕线环)开始完成推程、远休、回程以及近休,控制绕线环完成绕线、放线运动。缝针由位置1到达位置2,绕线叉和绕线环先后进行绕线,同时挑线机构复位;绕线叉和绕线环先后开始放线。当缝针处于位置4时,绕线叉和绕线环完成最终送线转动。
1.3辅助机构放松量的控制
通过小齿轮4和小齿轮13的分度圆直径、圆柱凸轮(a,b)推程及绕线叉和绕线环的尺寸大小可对辅助机构的放松量进行控制。在机构送线时,根据碳纤维叠层布的最大厚度和缝针的行针位置来调节绕线环和绕线叉的转动幅度,使供线量和需线量相一致,在收线时,辅助机构配合挑线杆工作。这样在整个缝纫过程中既避免了放松量不够引起的断线问题,又防止因放松量过大造成缝纫后的碳纤维布不牢固。
在控制放松量时,不仅需要考虑一个线迹长度(3 mm)及碳纤维叠层布厚度(16 mm),还应涉及到勾线、引线机构及旋梭的需线量,即总需线量45 mm。经计算,绕线叉与绕线环的转动幅度约为2π,绕线叉与绕线环转1周的绕线量分别为24 mm和21 mm,因此缝纫时将提供 45 mm 的放松量,满足45 mm的供线需求。
2 辅助机构的运动分析
传动过程中产生的加速度对机构运动曲线的光滑性及连续性有着重要影响。为了降低凸轮产生的加速度冲击,保证机构平稳运转,凸轮选用正弦加速度运动规律,可使曲线具有良好的运动特性。
将凸轮的运动规律与其他传动组合后得到运动规律, 该运动规律表达式为分段函数,表达式为
(1)
式中:sf为绕线叉前后位移;ω1为移凸轮轴的角速度,rad·s-1;t为辅助机构运动的时间,s;h1为移凸轮的行程,mm;T1j为移凸轮各阶段时间终止点,角速度ωf表达式为s。
(2)
式中:ω2为圆柱凸轮轴的角速度, rad/s, (ω2=-ω1);d1为小齿轮4分度圆直径, mm;h2为圆柱凸轮a的行程,mm;T2j为圆柱凸轮 a 各阶段时间终止点,s。绕线环的角速度ωr为表达式为
(3)
式中:d2为小齿轮13分度圆直径,mm;h3为圆柱凸轮b的行程,mm;T3j为圆柱凸轮b各阶段时间终止点,s。
以上不同运动规律的时间初始点均为0,但各阶段时间终止点的Tij取值各不相同,通过时间Tij(i=1,2,3;j=1,2,3,…)的变化,运动曲线也随之改变,其中各阶段时间终止点Tij值为
(4)
根据数学知识,可对角速度ω求导,求导后所得表达式即为角加速度α。同理,对绕线叉位移sf求一阶导、二阶导可以分别得出绕线叉前后移动的速度vf与加速度af。即
(5)
利用Matlab软件对解析法编程处理后得出绕线叉与绕线环运动规律曲线,并与Pro/E仿真的运动曲线进行对比,结果见图4~6。
由图 4~6 可以看出, 解析法与仿真结果具有相同的运动规律, 且一致性比较好, 验证了建模的正确性。

(a) Matlab解析法
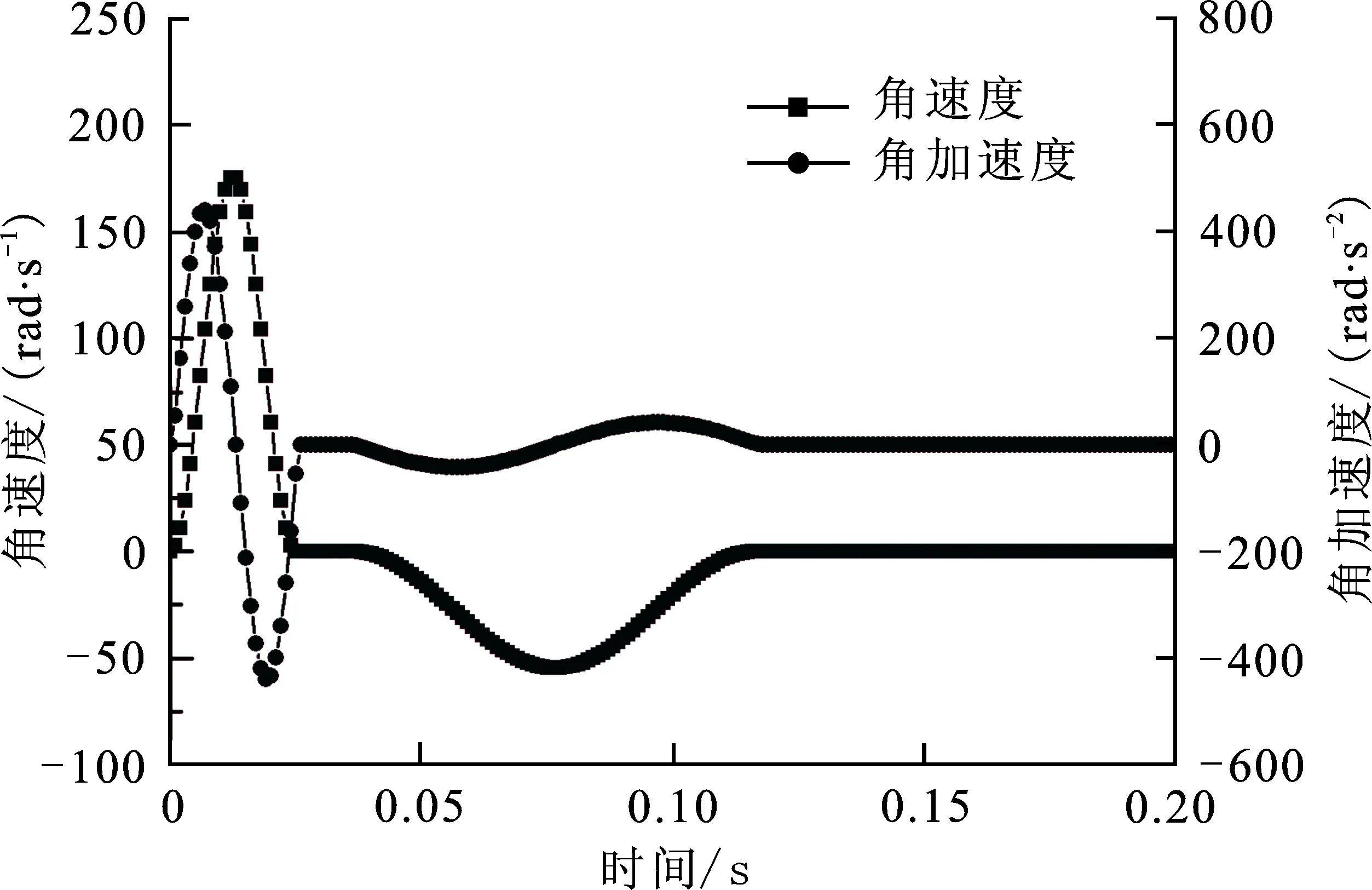
(b) Pro/E仿真法图 4绕线叉角速度与角加速度曲线Fig.4 The curve of velocity and acceleration of the dial fork
2.1绕线叉的角速度与角加速度分析
绕线叉的角速度、角加速度曲线如图4所示。可以看出,在0.012 s时,绕线叉开始绕线,角速度达到最大值168.8 rad·s-1;在0.007 s和0.018 9 s时,角加速度有最大值404.2 rad·s-2; 在0.04 s时,绕线叉开始放线,此时的速度与角速度都趋向平稳且数值不大,此阶段有利于放线工作。
2.2绕线叉的位移、速度与加速度分析
由图5绕线叉位移运动曲线可知,绕线叉伸缩运动周期为0.2 s。在该工作循环周期内,结合凸轮配合缝针运动循环图得知,在0 s~0.117 s时间内,为缝针进针工作时间,而移凸轮处于远休止状态。在移凸轮的控制下绕线叉远离线迹并静止在位移最大值处,其位移最大值为10 mm。在0.117 s~0.2 s时间内,绕线叉依次完成前移、静止、后退工作。在0.133 s及0.183 s时,速度达到最大为275.32 mm·s-1。

(a) Matlab解析法
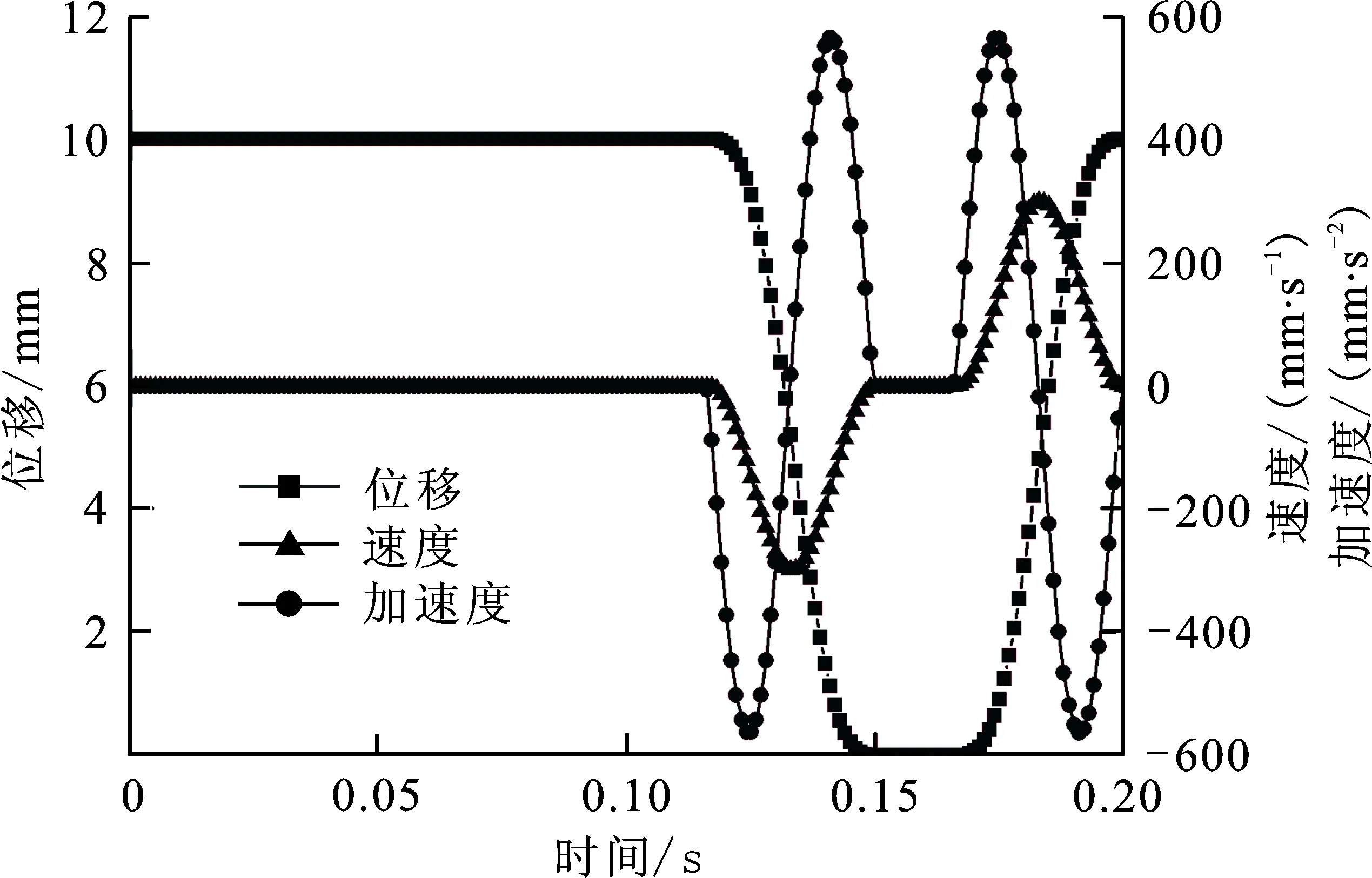
(b) Pro/E仿真法图 5绕线叉位移图Fig.5 The displacement diagram of the dial fork
2.3绕线环的角速度与角加速度分析
由图6绕线环角速度与角加速度曲线可知,在t=0.041 s时,绕线环的角速度达到最大值为 130.82 rad·s-1,同时绕线环开始绕线;在t=0.036 s和0.055 s时,绕线环的角加速度达到最大值为223.34 rad·s-2,之后绕线环开始放线。为配合缝针工作,角速度及角加速度逐渐降低趋于平缓。由图4~6可以看出,曲线光滑连续,机构运转平稳,各部件之间配合紧密,绕线叉、绕线环运动既无刚性冲击,也无柔性冲击,有利于绕线、放线工作。

(a) Matlab解析法

(b) Pro/E仿真法图 6绕线环角速度与角加速度曲线Fig.6 The curve of velocity and acceleration of the dial pole
3 结 语
本文设计了一套便于碳纤维缝纫线放松的辅助机构,在缝纫过程中能减少缝纫线所受的动态张力和瞬时冲击力,以降低碳纤维缝纫线在缝纫过程中的断线率,提高效率,降低成本。为了更好地解决碳纤维缝纫线在缝制过程中出现的断线问题,后续要加强两方面的研究:一方面辅助机构中传动件的尺寸参数需要进一步优化;另一方面还应提高碳纤维缝纫线本身的耐磨性能。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:14
纺织科技进展(2022年8期)2022-08-29 15:41:06
纺织科学研究(2021年6期)2021-12-02 20:32:56
产业用纺织品(2021年12期)2021-06-08 07:18:58
防爆电机(2020年6期)2020-12-14 07:17:04
东华大学学报(自然科学版)(2020年5期)2020-12-02 01:32:00
制造技术与机床(2019年11期)2019-12-04 05:50:36
意林原创版(2018年4期)2018-05-03 16:30:00
电子制作(2017年20期)2017-04-26 06:57:36
今日健康(2016年7期)2017-04-12 17:30:43