
冷轧连续退火炉密封辊改造
2019-04-18 01:41李春明
冶金设备 2019年1期
陈 慧 李春明
(中冶南方工程技术有限公司 湖北武汉430223)
1 前言
在冷轧高速连续带钢处理线上,对带钢运行过程中的跑偏控制要求极高,尤其是立式退火炉内,带钢由于板型问题、设备安装精度、辊面磨损等原因,跑偏不可避免,在带钢跑偏量比较大的情况下,带钢边缘会与炉衬、喷嘴等发生干涉,使带钢边部与炉内设备都受到损伤,严重时甚至会造成炉内断带。因此为保证炉内带钢运行稳定,通常会在退火炉出口设置一套纠偏辊,传统的做法是在炉子出口密封辊下方设置一套单辊或双辊的纠偏辊装置,考虑到带钢的弹塑性变形,一般纠偏辊辊径较大,在一些空间狭小的地方,密封和纠偏分为两台设备布置即占空间,成本又高,还增加了操作、检修、维护的难度。本文针对某钢厂的连续退火炉出口带钢跑偏问题,只对炉子出口密封辊进行改造,增加纠偏摆动机构,将该密封辊改造成集密封、纠偏功能于一体,充分利用原有结构,设备改造量小,改造后,起到了立竿见影的效果。
2 改造背景及方案
某钢厂光亮退火机组,原设计带钢厚度0.2-2.0mm,带钢宽度750-1300mm,炉子段速度80m/min,立式退火炉出口原设置有一套密封辊,密封辊规格Ф150x1500m,用于密封炉内气氛及夹送带钢,如图1所示。自2012年投产以来,当炉子段速度达到50m/min时,在炉子出口经常出现带钢跑偏现象,炉子段速度一直上不去,机组产能远达不到设计要求,为解决这一问题,决定对炉子出口密封辊进行改造。
改造方案:如图2所示,增加一套液压缸执行机构用于驱动密封辊机架摆动,包括液压缸及液压缸支座,相应对原密封辊机架进行改造,增加摆动点A、B处的摆动铰轴,并设置一套液压配管;同时增加一套CPC检测机构用于检测带钢的位置,CPC检测机构含液压站、液压阀台、电感式检测器、线性位置传感器等;原密封辊更改胶层材质,原气动配管做局部改造,原传动机构利旧。
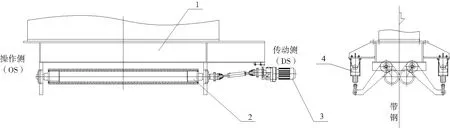
图1 原密封辊结构1-密封辊机架;2-密封辊; 3-传动机构;4-气缸执行机构

图2 改造后密封辊结构1-密封辊机架;2-密封辊;3-传动机构;4-气缸执行机构;5-液压执行机构;6-CPC检测机构
3 纠偏原理
从图3可以看出:当带钢在中间位置时,带钢运动方向与密封辊线速度方向一致,带钢中心线与机组中心线重合,带钢没有产生跑偏。
当带钢往操作侧跑偏时,虽然带钢运动方向与密封辊线速度方向仍然一致,但带钢中心线与机组中心线分离,此时,带钢中心偏离机组中心线的距离为S。
在纠偏位置,密封辊在液压缸的驱动下发生摆动,摆动倾斜角为a,带钢运行方向VD和辊子运行线速度方向VG之间产生倾斜角a,因此产生辊子对带钢的相对运动VGD,其方向与密封辊的轴线方向平行,从而产生由VGD引起的辊子对带钢的动摩擦力F, F=uN ,u为带钢与辊子的动摩擦系数,N为气缸压力。F与VGD方向相同,F分解为水平力F1和垂直力F2,F1即为带钢产生横向运动的动力,使带钢沿密封辊轴线产生了与跑偏方向相反的横向位移,从而使带钢回到中间位置。反之亦然。
4 控制方式
气缸执行机构使密封辊夹紧带钢,当带钢处于中间位置不跑偏时,密封辊处于水平位置,相应的液压缸处于“0”位,当CPC检测器检测到带钢向操作侧跑偏时,便发信号给液压阀台,液压阀台发出指令驱动液压缸活塞杆缩回,将密封辊机架摆动点B向右上方向摆动,根据图3的纠偏原理,带钢向传动侧发生横向位移,带钢逐渐回复到中间位置,线性位移传感器反馈数值对纠偏过程进行闭环控制。反之亦然。
5 设计注意事项
图中液压执行机构也有采用电动推杆。两者比较如下:

表1 液压式与电动式执行机构的对比
从表1中可以看出,电动推杆由于推杆需要在一定行程内频繁往复运动,因此会导致丝杆局部磨损,磨损后的丝杆不能单独更换,需将整个电动推杆更换,后续使用费用高。结合现场调研情况,如采用液压式驱动,无需新增液压站,借用机组入口液压站即可,可适当降低费用,综合考虑,采用液压式驱动更为可靠耐用。考虑到驱动密封辊力矩较小,且液压缸启动时会产生冲击,液压缸最终采用Φ40缸径,不带缓冲、低摩擦密封、启动压力低于0.2MPa。
由于这种夹送纠偏的形式是半连续式的,在CPC检测器检测到带钢跑偏达到一定量时,液压缸开始动作,每次动作时会对密封辊有一定的冲击,会造成带钢波动,因此辊身最好为衬胶辊,胶层硬度不宜过高,且纠偏过程中带钢与辊子之间存在一定的夹角,带钢边部会对辊面产生割伤,易在带钢表面产生辊印等缺陷。在本改造设计中密封辊辊面采用乙烯丙烯橡胶(EPDM),辊面硬度:Hs75±5度,其耐热性好、耐油、耐老化。
由于密封辊在气缸作用下夹紧,为保证密封辊操作侧、传动侧压力均匀,防止两侧压力不均而导致带钢跑偏,在气动配管的进气口设置减压阀,同时在气缸无杆腔进气,密封辊压下回路上,每个气缸各设置一个减压阀,用于单独调节每个气缸的压力。
6 结论
冷轧连续退火炉密封辊的设计可采用夹送纠偏辊的形式,集密封和纠偏功能于一体,该结构简单、设备投资少、检修维护量小、纠偏效果明显,可有效解决炉内带钢跑偏问题,保证炉内带钢质量。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
新传奇(2022年1期)2022-02-03
精密制造与自动化(2020年2期)2020-06-30
中国重型装备(2019年2期)2019-05-13
机械设计与制造(2018年11期)2018-11-12
建筑工程技术与设计(2015年22期)2015-10-21
油气田地面工程(2015年1期)2015-02-09
导航定位与授时(2014年2期)2014-04-27
中国造纸(2012年2期)2012-01-26
