
选煤厂人工手选输送机集控系统设计应用
2019-04-17 11:48朱喜玲
煤矿机电 2019年2期
朱喜玲
(西山煤电集团 屯兰矿,山西 太原 030206)
0 引言
西山煤电集团屯兰煤矿地处山西省古交市以南6 km,井田面积73.33 km2,矿井设计生产能力为4.0 Mt/a,主要采用综合机械化采掘工艺。屯兰煤矿配套一座选煤能力为8.7 Mt/a选煤厂,厂内设有作业车间7座,设备1 080套,其中主要生产设备328套,配电设备385台,总储煤能力45.748 6万t,带式输送机运输21条,生产运输输送带总长6 km。选煤厂主要采用重介质选煤法进行选煤,矿井内采出原煤后经采区及盘区带式输送机直接运送至选煤厂,经人工手选输送机及过渡输送机后直接进入重介旋流器进行筛选。
1 选煤厂原人工手选输送系统主要存在问题
1)由于屯兰煤矿目前主采煤层为石炭系2#煤层,煤层平均厚度为3.8 m,煤层发育不稳定,位于煤层中部夹杂厚度为0.8 m砂岩,岩石普氏系数f>5.0,硬度大。原煤采出后混杂矸较多,大块状矸石在进行人工筛选时劳动强度大、捡矸困难,造成大块矸石直接进入重介质旋流器,导致选煤设备损坏。屯兰矿选煤厂统计发现,2016年因大块煤矸造成重介旋流器故障共7起,经济损失达85万元。
2)屯兰煤矿选煤厂人工捡矸输送机机头与过渡输送机搭接高度为1.5 m,且搭接处无任何防护装置,而输送机运转速度为2.4 m/s,高速煤流抛出后直接撞击至下一水平输送机上,导致过渡输送机的输送带经常出现跑偏、撕裂现象。
3)石炭系2#煤层成破碎状态,煤尘挥发性大,选煤厂输送机运输原煤时在机头卸煤点会产生高浓度飞扬煤尘,经检测粉尘浓度达870 mg/m3。初期采用的是机头处安装喷雾洒水装置进行降尘,但由于选煤厂运输煤量大、周期长,造成喷雾洒水时间长,导致选煤厂内积水多且降尘效果差。
2 人工手选输送机集控系统设计
为了提高大块煤矸石筛选率,降低选煤厂内粉尘浓度,避免高速煤流冲击下水平输送带,造成输送带跑偏、断带事故发生;屯兰煤矿选煤厂通过技术研究,对人工手选输送机机头处安装一套集控系统。
人工手选输送机集控系统主要由大块煤矸自动筛选装置、粉尘浓度感应自动喷雾洒水装置、煤流缓冲装置以及PLC控制柜、联锁开关等部分组成。
1)大块煤矸筛选装置。主要由激光仪、控制面板、信号电缆,重力感应装置、可伸缩支架等部分组成。该装置主要安装在距输送机机头20 m处,以及煤流缓冲装置内,如图1所示。
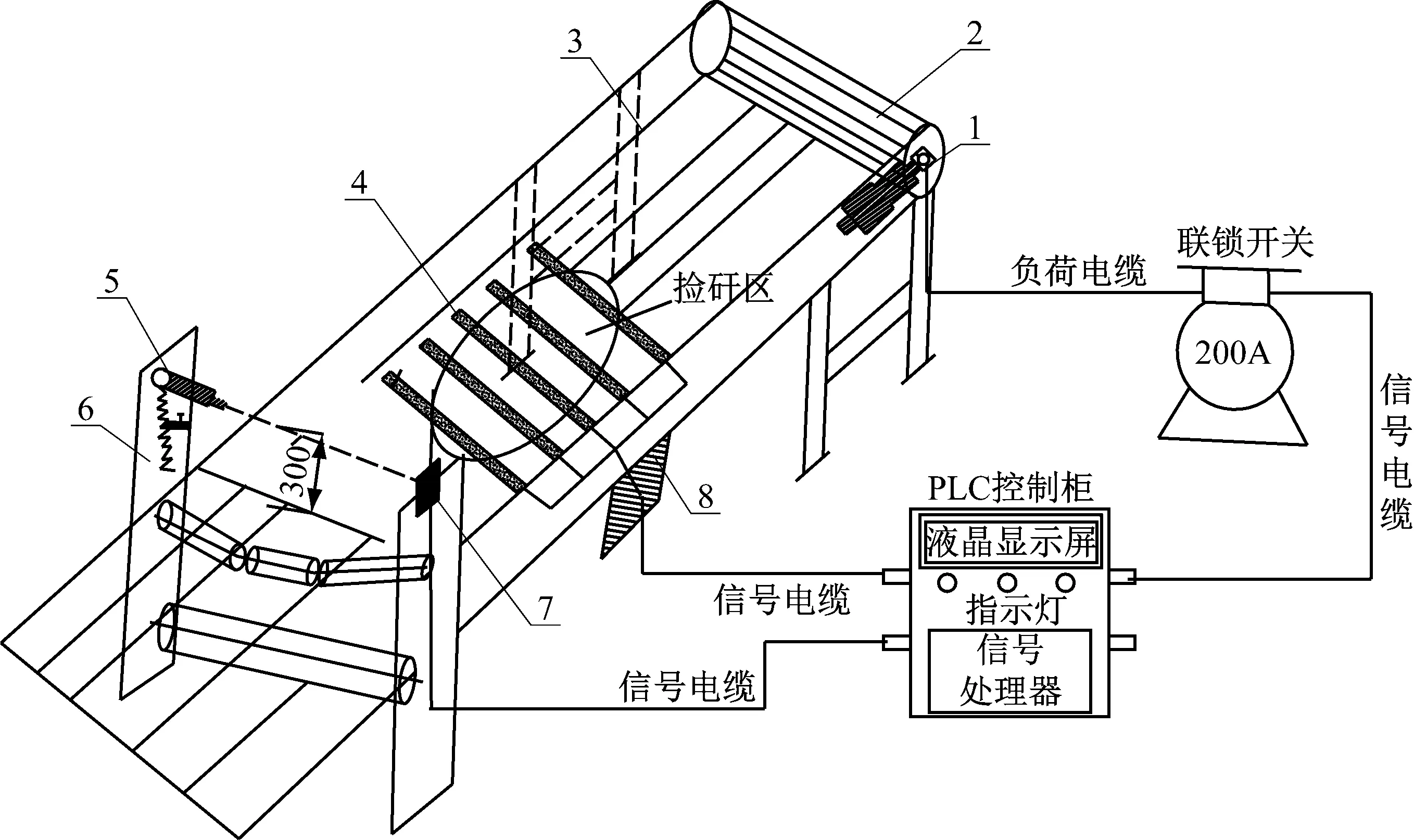
1-电动机;2-卸载滚筒;3-阻燃输送带;4-重力感应器;5-激光仪;6-可伸缩支架;7-控制面板;8-分析仪
2)粉尘浓度感应自动喷雾洒水装置。主要由烟雾装置、粉尘浓度检测装置、高压水管、高压水泵以及高压喷头组成。该装置主要固定在煤流缓冲装置封闭外壳内,距输送机机头水平距离为0.5 m,垂直距离为0.3 m。如图2所示。
3)煤流缓冲装置。主要由全封闭外壳、受料平台、检修门、检修平台以及可旋转垂直卸料口组成,缓冲装置与输送机机头架固定。
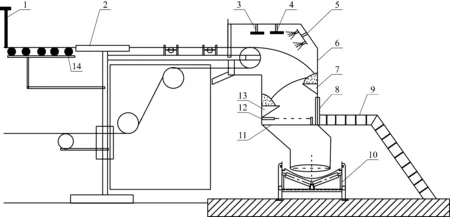
1-激光仪;2-H架;3-烟雾装置;4-粉尘浓度监测装置;5-高压喷雾洒水装置;6-外壳;7-1#受料平台;8-检修门;9-检修平台;10-下水平带式输送机;11-大块物料筛选装置;12-激光装置;13-2#受料平台;14-重力感应器图2 人工手选输送机煤流缓冲及自动喷雾洒水装置剖面示意图
4)PLC控制柜。由液晶显示屏、信号指示灯、信号处理器以及接线口等部分组成。PLC控制柜通过信号电缆与煤矸筛选装置、粉尘浓度检测装置进行连接,具有信号处理功能;联锁开关通过电缆与PLC控制柜连接,接收PLC传递的指令后及时对输送机电动机进行启停。
3 集控系统工作原理
3.1 大块煤矸石自动筛选装置工作原理
1)选煤厂人工手选输送机开启时大块煤矸筛选装置激光仪发出连续稳定激光,并由控制面板接收,激光仪正常位于距输送带0.3 m处,最大调整高度为0.5 m。当大块煤矸石通过煤矸筛选装置且阻挡激光仪发出激光后,控制面板及时将信号传递至PLC控制柜,信号经处理后将输送机电源“关闭”指令传送至联锁开关,联锁开关接收指令后及时切断输送机电源,输送机停止运转。
2)输送机停止运转且人工及时清理大块矸石,安装在输送机上输送带下方重力感应器复位后及时将信号传递至PLC控制柜,并通过信号处理将电源“接通”指令传送至联锁开关,联锁开关接收指令后及时接通输送机电源,输送机再次运转。
3.2 粉尘浓度感应自动喷雾洒水装置工作原理
1)将粉尘浓度检测装置保护动作值K1设定为300 mg/m3,动作下限值K2设定为80 mg/m3。
2)当输送机在卸煤时机头处粉尘浓度高于300 mg/m3时,粉尘浓度检测装置及时将收集数据传送至PLC控制柜,并经分析处理后将喷雾洒水装置“开启”指令传递至联锁开关,联锁开关及时接通高压水泵电源,喷雾洒水装置进行洒水降尘。
3)当输送机在卸煤时机头处粉尘浓度低于80 mg/m3时,粉尘浓度检测装置同样将收集数据传送至PLC控制柜,并经分析处理后将喷雾洒水装置“关闭”指令传递至联锁开关,联锁开关及时关闭高压水泵电源,喷雾洒水装置停止工作。
3.3 煤流缓冲装置工作原理
1)煤流缓冲装置内共设有两个缓冲平台,且交错布置,垂直间距为0.5 m。原煤经输送机抛出后煤流速度为2.4 m/s,当煤流撞击第一个缓冲平台后撞击速度降低并改变煤流向相反方向抛出;当煤流撞击至第二个缓冲平台时速度再次降低并再次改变煤流方向,并沿垂直卸料口流入下水平输送带上,经测定高速煤流经两次撞击缓冲后速度降低至1.2 m/s。
2)速度降低后煤流在流入下水平输送带前,再次经煤流缓冲装置内的矸石筛选装置进行排矸,并由操作人员经检修门进入封闭仓内及时清理大块物料。
4 人工手选输送机集控系统优点
1)该集控系统操作简单,适用领域广,便于检修维护且成本费用低。屯兰矿选煤厂人工手选输送机安装的集控系统总计成本费用为1.25万元。
2)该系统安装的大块煤矸石自动筛选装置动作灵敏可靠,降低了人工捡矸劳动强度,避免了因人工漏捡大块矸石,造成大块矸石流入重介旋流器,导致选煤设备损坏。
3)通过粉尘浓度检测装置与PLC控制柜联锁保护作用,按粉尘浓度设定值对喷雾洒水装置开停进行控制,不仅降低了选煤厂内粉尘浓度,而且避免了洒水装置长期开启,造成厂内聚集大量积水。
4)煤流缓冲装置可有效降低煤流速度,并通过旋转人工旋转卸料口,使物料均匀的卸载在下水平输送带中心位置,可有效防止下水平输送带因卸料受力不均,发生跑偏现象。
5 实际应用效果分析
屯兰煤矿选煤厂对人工手选输送机安装了该集控系统并通过试应用三个月取得了良好的效果。
1) 该系统自动捡矸能力强,共计排除人工漏捡大块矸石103 m3。
2) 降低了输送机机头处粉尘浓度,通过检测发现机头处平均粉尘浓度控制在120 mg/m3以下。
3) 通过煤流缓冲装置将煤流速度降低至1.2 m/s。
该系统在使用期间未发生一起重介旋流器故障,以及过渡输送机跑偏、断带等事故,预计全年可为煤矿节约维修费用70余万元。
6 结论
西山煤电集团屯兰煤矿选煤厂通过技术研究,分析了选煤厂原人工捡矸运输系统主要存在问题,设计了一套具有自动排矸、喷雾洒水以及煤流缓冲作用的集控系统。实际应用效果表明,该系统降低了选煤厂人工捡矸劳动强度,减少了选煤设备故障率,有效控制了卸煤点粉尘浓度,取得了显著成效。
猜你喜欢
选煤技术(2022年2期)2022-06-06
科海故事博览·下旬刊(2022年4期)2022-05-07
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
新商务周刊(2019年19期)2019-12-22
山东工业技术(2016年15期)2016-12-01
民间文学(2016年7期)2016-10-25
科技知识动漫(2016年3期)2016-03-22
山东青年(2016年3期)2016-02-28
城市建设理论研究(2014年37期)2014-12-25
