
高膳食纤维食用菌营养工程米的工艺优化
2019-04-15 02:12:02,,,,,*,,,,,
食品工业科技 2019年6期
,, ,,,*,,, ,,
(1.东北林业大学林学院,黑龙江哈尔滨 150040;2.黑龙江省农业科学院食品加工研究所,黑龙江哈尔滨 150086;3.哈尔滨商业大学药学院,黑龙江哈尔滨 150028)
稻米是人们日常餐桌上最主要的主食之一,是人们膳食结构中不可或缺的重要组成部分[1]。世界范围内50%以上的人口都以稻米为食,而在我国则约有60%的人口以稻米为食[2]。稻米中含有的淀粉、蛋白质、脂肪、氨基酸和维生素等保证了人们日常活动所需的营养和能量[3]。近些年来,随着人们物质生活水平的提高以及对日常饮食高质构品质的需求,稻米加工呈现精细化趋势。然而,由于稻米中的营养成分分布不均衡,导致其在加工过程中受到不同程度的损失,进而降低了稻米的营养性[4]。有文献报道稻米在加工成大米过程中,微量元素损失60%左右,维生素损失70%~80%,膳食纤维损失60%~70%[5]。膳食纤维作为自然界普遍存在的一类物质,被誉为人类所需的“第七大营养素”,其在促进人体健康和预防疾病发生等方面发挥着重要作用。生理学研究表明,膳食纤维具有降血脂、降血糖、预防便秘、改善肠道菌群、清除自由基、预防心脑血管疾病和结肠癌发生等作用[6-8]。膳食纤维在自然界分布十分广泛,主要包括粮油、果蔬、水产以及食用菌等,其中,食用菌由于含有丰富的活性多糖,被视为一种潜在的功能性膳食纤维来源而引起了人们广泛的关注[9]。
为了弥补稻米加工过程中营养成分流失以及增强大米的营养性等问题,国内外学者在大米的营养强化方面开展了卓有成效的研究[10]。目前,大米的营养强化制备方法主要有涂膜法、浸吸法、强烈强化法以及挤压强化法等,其中,尤以挤压强化法应用较为广泛[11]。挤压强化法是以不同粉碎粒度的原料按照营养配比,通过物理挤压,再经过干燥而成的方法,其制备的营养强化米具有外观品质接近普通大米,营养均衡全面以及易熟易蒸煮等特点[12-14]。鉴于此,本研究以大米、玉米、黑木耳、榛蘑、香菇、银耳为原料考察对象,通过线性规划确定高膳食纤维挤压食用菌营养工程米的原料配方,在此基础上,运用单因素实验结合响应面法对双螺杆挤压的高膳食纤维挤压食用菌营养工程米的工艺进行优化,旨在通过该研究开发出一款符合市场需求的健康食品,进而为营养强化米在市场上的推广提供一定的现实基础。
1 材料与方法
1.1 材料与仪器
大米 黑龙江东直米业有限公司;玉米 黑龙江祖谷米业有限公司;黑木耳、银耳 东宁润香山产品有限公司;香菇粉 兴化市嘉禾食品有限公司;榛蘑 山东淳谷物食品科技有限公司;硫酸 北京化工厂;氢氧化钾、丙酮 天津市天力化学试剂有限公司,化学试剂均为国产分析纯。
MWL50型搅拌机 常州中实三水机械科技有限公司;TSE72型双螺杆挤压机 济南盛润机械有限公司;MB-FS5089型电饭煲 广东美的生活电器制造有限公司;DHG-9240A型电热恒温鼓风干燥箱 上海一恒科学仪器有限公司;TA-XT plus型质构仪 英国Stable Micro Systems公司;HB43-S型快速水分测定仪、XS204型电子分析天平 瑞士METTLER TOLEDO公司。
1.2 实验方法
1.2.1 工程米配方确定 配方设计依据已有研究[15-16]以及对比普通大米营养成分对高膳食纤维营养工程米的界定,每100 g高膳食纤维营养工程米中,能量≥1300 kJ、蛋白质≥9 g、脂肪≥2 g、碳水化合物≥60 g、膳食纤维≥7 g,并且生产出的挤压营养工程米在组织结构、口感、颜色、形态、风味等需符合人们的饮食习惯。因此,本研究以大米、玉米、黑木耳、榛蘑、香菇、银耳为原料考察对象,以营养成分含量为限制条件,所考察原料营养成分参照食品原料营养成分表[17],含量如表1所示,以价格为优化目标值,通过线性规划来确定高膳食纤维食用菌挤压营养强化米的原料配方。

表1 考察原料营养成分含量Table 1 Nutrient contents of selected materials
利用LINGO 11.0软件建立线性规划模型,分别设置考察原料大米、玉米、黑木耳、榛蘑、香菇、银耳分别为X1、X2、X3、X4、X5、X6,模型需满足以下限制条件:
Min=3.65X1+1.5X2+27.8X3+37.8X4+29.5X5+32.5X6
1448.30X1+1423.19X2+858.10X3+657.18X4+883.21X5+837.17X6≥1300
7.4X1+8.10X2+12.10X3+9.5X4+20X5+10X6≥9
0.8X1+3.3X2+1.5X3+3.7X4+1.2X5+1.4X6≥2
77.2X1+69.6X2+35.7X3+21.5X4+30.1X5+36.9X6≥60
0.7X1+5.6X2+29.9X3+10.4X4+31.6X5+30.4X6≥7
X1+X2+X3+X4+X5+X6=1
X1≥0;X2≥0;X3≥0;X4≥0;X5≥0;X6≥0
1.2.2 工程米制备方法 将玉米和香菇磨成粉,分别使用快速水分测定仪测定其水分含量备用,按玉米粉和香菇粉配比为92.4∶7.6将原材料混合,放入搅拌机中搅拌,按所需含水量加入一定量的水,进行调质后搅拌20 min。将充分搅拌的原料倒入加料斗中,调至对应参数开始挤压,待米形稳定后开始收集工程米,厚度约1 cm均匀铺于铁盘中,放入烘箱中烘干至工程米水分含量约为13%~14%,即可放入密封袋中保存,以用于下一步的操作。
1.2.3 复水率测定 由于工程米吸水后质地较黏,取出晾干称量过程中误差较大,因此将高扬等[18]的方法进行改进,称量的过程先在锥形瓶中完成。取锥形瓶标记并称重,放入10 g工程米样品,向锥形瓶中加入80 mL蒸馏水,在25 ℃下水浴30 min。水浴完成后将水倒出,将锥形瓶倒置在滤纸上20 min,将锥形瓶与被滤纸吸去多余水分的工程米称重再减去锥形瓶的重量即为吸水后工程米的重量。复水率按公式(1)测定:
式(1)
式中:W为复水率(%);A1为工程米吸水后的质量(g);A2为工程米吸水前的质量(g)。每种样品取三份测定取平均值。
1.2.4 质构综合评价值测定 取10 g工程米样品放入小玻璃碗中并编号,向碗中加入8 mL水,将碗口使用滤纸覆盖并固定后,放入电饭锅内蒸煮10 min,取出于常温下放置20 min,转凉后将滤纸取下用保鲜膜封碗口,使用质构仪进行测定。每种样品测定五次,弃最高值和最低值数据后进行计算。
质构仪测定出的数据按孟庆红等[19]的方法进行数据标准化,标准化按公式(2)进行计算,计算后的数据符合正态分布。
式(2)
其中,a*为标准化后的数据;a为标准化前的数据;μ为每组三个数据的平均值;σ为每组三个数据的标准差。
参考孟庆虹等[19]对应在大米质构综合评价值中硬度、粘着性、咀嚼度在质构评价中占比例约为43.4%、29.2%和27.4%,据此取整确定硬度、粘着性和咀嚼度在综合评价中的权重分别为45%、30%和25%。因各项指标所测单位不同,所以需将其进行标准化,将标准化后的数值按三种指标权重进行计算,如公式(3)。以计算结果为质构综合评价值数值进行评测。
s=(H×45%+V×30%+C×25%)×100
式(3)
其中,s为质构综合评价值;H为样品硬度;V为样品粘着性;C为样品咀嚼度。
1.2.5 单因素实验设计 以螺杆转速(100、125、150、175、200 r/min)、水分含量(20%、23%、26%、29%、32%)、模头温度(40、50、60、70、80 ℃)、干燥温度(50、60、70、80、90 ℃)为影响因素,以复水率、质构综合评价值为指标进行单因素试验,其中各因素的固定化水平为螺杆转速150 r/min;水分含量26%;模头温度60 ℃;干燥温度70 ℃。
1.2.6 响应面试验设计 根据单因素实验结果,以螺杆转速、水分含量、模头温度、干燥温度四个影响因素为自变量,以复水率和质构综合评价值为响应值进行响应面试验,以优化工程米挤压工艺,因素水平见表2。
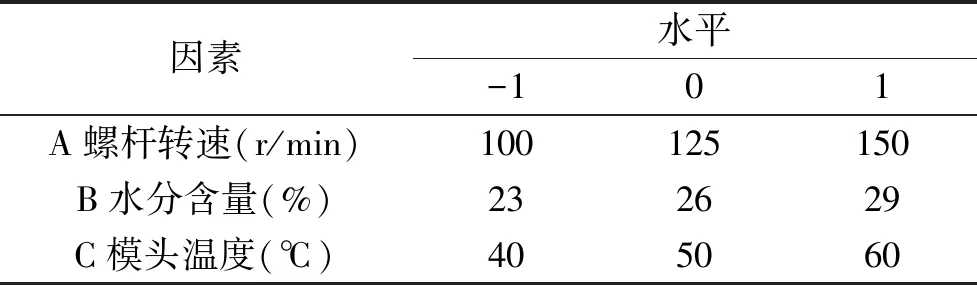
表2 响应面试验设计因素水平和编码表Table 2 Factors level and codes table of response surface design
1.2.7 高膳食纤维营养工程米膳食纤维含量的测定 使用聚酯纤维筛网袋辅助测定工程米中膳食纤维的含量[20]。取6个孔径25 μm的聚酯纤维筛网袋编号,准确称量其重量(m1),在每个筛网袋中放入1 g打碎的工程米样品,用绳子系住封口。将1 L 0.13 mol/L的硫酸溶液于电炉上煮沸,将筛网袋放入溶液中持续煮沸30 min,煮沸完毕后将筛网袋用热水冲洗至中性。将1 L 0.23 mol/L的氢氧化钾溶液置于电炉上煮沸,将筛网袋放入溶液中持续煮沸30 min,煮沸完毕后将筛网袋用热水冲洗至中性。最后将筛网袋放入适量丙酮持续浸泡10 min以去除样品中的脂肪,将筛网袋在80 ℃下烘干60 min,最后称量其重量记为m2。最后可得样品中含膳食纤维的量为m=m2-m1。六份平行样品进行三次试验后弃最大值和最小值进行平均取值。
1.3 数据处理
每组实验均进行三次平行实验,其中质构综合评价值进行五次实验。利用OriginPro 2017和Design Expert 8.0.5处理得到实验数据。
2 结果与分析
2.1 工程米配方确定
通过使用LINGO 11.0软件建立线性规划模型并且进行求解,结果如表3所示,从表3可以看出,当X2和X5比例分别为0.9244和0.0756时,可以满足模型的限制条件,因此确定高膳食纤维挤压食用菌营养工程米配方为玉米粉和香菇粉比例为92.4∶7.6。
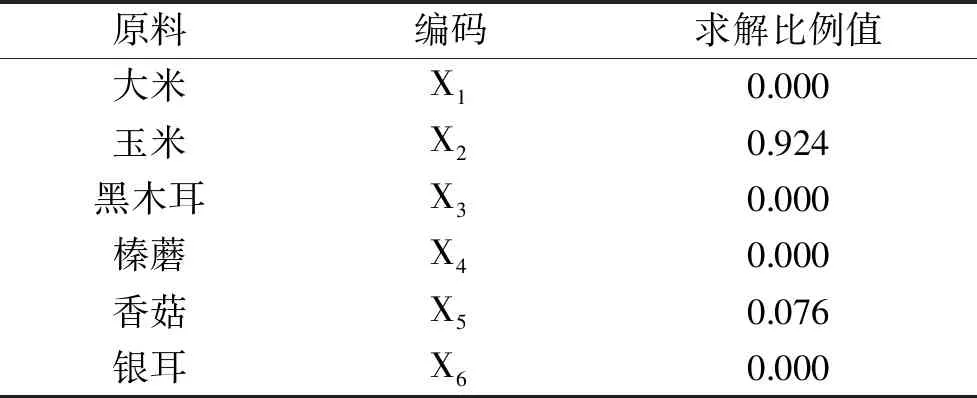
表3 工程米配方线性规划结果Table 3 The linear programming results of engineering rice recipe
2.2 单因素实验结果
2.2.1 螺杆转速对工程米复水率和质构综合评价值的影响 如图1,随着螺杆转速的提高工程米复水率也随着升高,螺杆转速125 r/min时,工程米的质构综合评价值最高,随着螺杆转速的增加工程米的质构综合评价值逐渐降低。当螺杆转速为200 r/min时虽然复水率最高,但是质构综合评价值只有约60.20分。这可能是由于随着螺杆转速提高,螺杆的剪切力和挤压腔内的压力升高,使工程米膨化变高,在175~200 r/min的条件下大部分工程米出现爆粒的情况,使其复水率大幅升高,硬度变小,黏度增加,质构综合评价值降低。当螺杆转速低时淀粉的糊化和交联程度低,螺杆转速升高时淀粉的糊化和交联程度也变高,此时质构综合评价值较高,但螺杆转速达到更高的水平时,物料停留时间较短,淀粉不能充分受热糊化,因此使产品的质构综合评价值下降[21]。总体来看当螺杆转速在100~150 r/min时,工程米的复水率适中,质构综合评价值较高,米粒外形稳定,因此选为响应面试验水平。
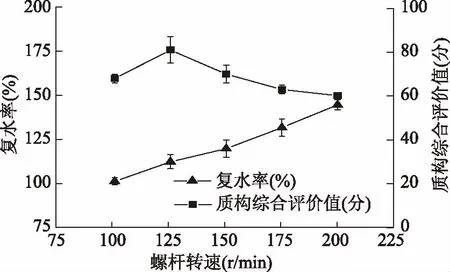
图1 螺杆转速对复水率和质构综合评价值的影响Fig.1 Effects of screw speed on rehydration rate and texture comprehensive scores
2.2.2 水分含量对工程米复水率和质构综合评价值的影响 如图2,随着工程米中水分含量的升高,工程米的质构综合评价值呈现先上升后下降的趋势,可能是由于在配料过程中水分越高,挤压后淀粉颗粒内部有序的淀粉链破坏程度加剧,淀粉糊化度提高;当加水量过高时,物料润滑度提高,物料在机腔中承受的挤压和剪切力减小,淀粉交联程度减弱[22],因而质构综合评价值呈现先上升后下降的趋势。当工程米中水分含量为29%时,复水率仅有99.8%;水分含量为32%时,复水率仅有78.5%,可能是由于物料中含水量过高,物料吸水量过大从而吸水能力下降,复水率随之降低。当水分占20%时,虽然复水率较高,但是由于配料中水分较低,挤压出的工程米表面比较粗糙,质构综合评价值较其它样品较低。但由于水分含量太高时复水率较低,而且在挤压过程中材料过于潮湿不易成型,因此选择水分含量23%~29%为响应面试验水平。
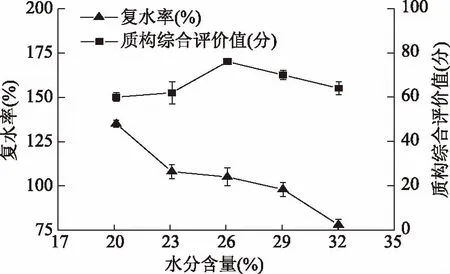
图2 水分含量对复水率和质构综合评价值的影响Fig.2 Effects of moisture on rehydration rate and texture comprehensive scores
2.2.3 模头温度对工程米复水率和质构综合评价值的影响 如图3,当模头温度在50 ℃时复水率较为适中,质构综合评价值也较高,此时工程米中的淀粉糊化度适中;在60~80 ℃时复水率大幅上涨,质构综合评价值大幅下降。由于模头温度过高,在物料经过模头的过程中会发生膨化现象,当模头温度为80 ℃时挤压出的产品表面有大幅凹凸,米内含有较多空气,在蒸煮后已经难成米形。因样品已经膨化,吸水特性大大增加,复水率大幅上涨。模头温度较低时会较难使物料熟化,从而影响质构综合评价值,但经试验,模头温度40 ℃条件下挤压出的产品虽然复水率和质构综合评价值略低于最高值,可以列入响应面试验的范围内。因此选择模头温度40~60 ℃为响应面试验水平。
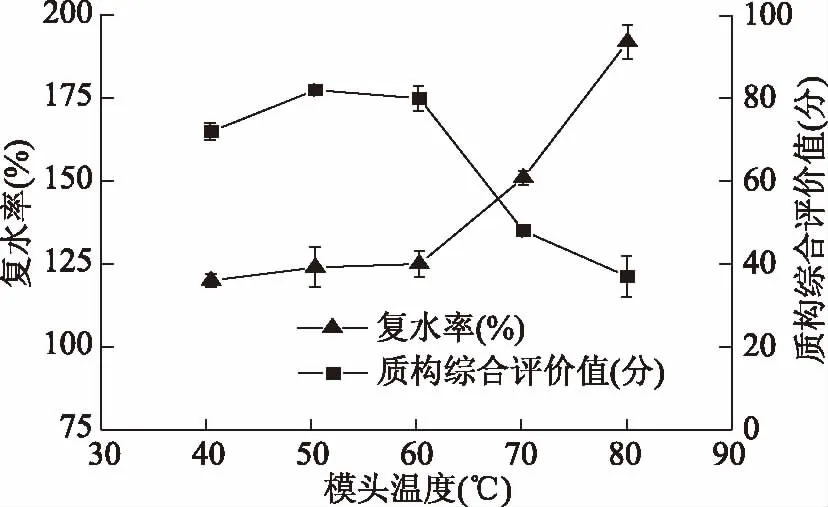
图3 模头温度对复水率和质构综合评价值的影响Fig.3 Effects of die temperature on rehydration rate and texture comprehensive scores
2.2.4 干燥温度对工程米复水率和质构综合评价值的影响 如图4,将刚挤压出的工程米样品放入烘箱中以不同温度烘干至水分约为12%~13%后进行试验,在干燥温度不同的情况下工程米的复水率和质构综合评价值差异不明显,因此说明在其它条件相同的情况下,干燥温度对工程米的影响不大。因此在接下来的响应面试验中选择干燥温度为50 ℃为响应面试验条件。
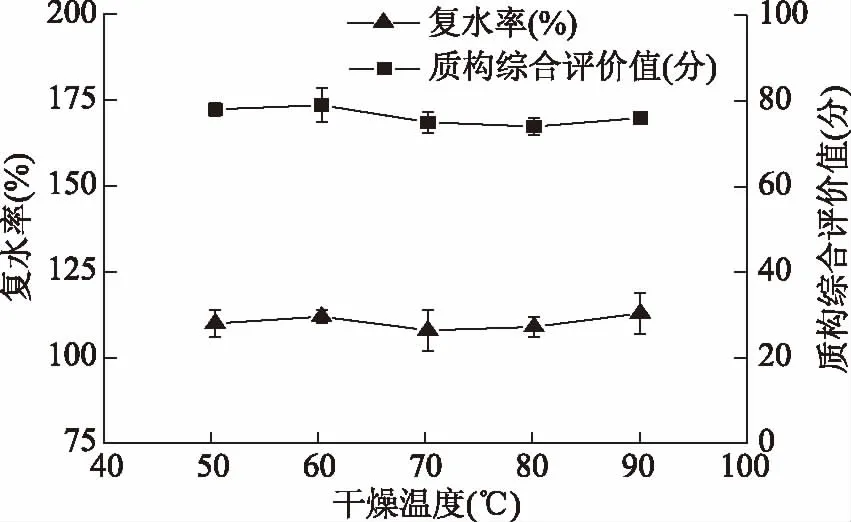
图4 干燥温度对复水率和质构综合评价值的影响Fig.4 Effects of drying temperature on rehydration rate and texture comprehensive scores
2.3 响应面优化试验结果
2.3.1 回归模型的建立与回归模型的方差分析 根据单因素试验结果,以螺杆转速(A)、水分含量(B)、模头温度(C)作为变量,以复水率(Y1)和质构综合评价值(Y2)作为响应值。经筛选剔除了单因素试验中实验结果不理想的条件设计实验方案,见表4。
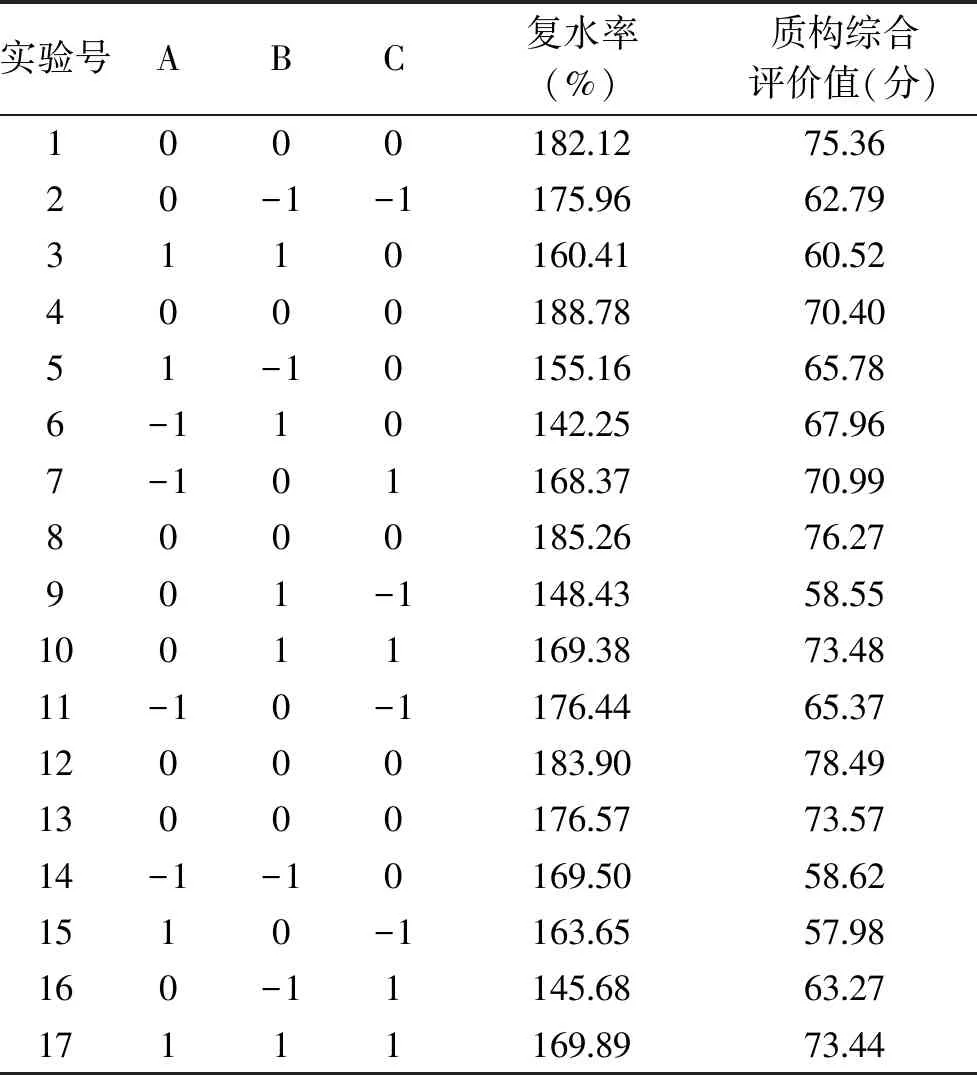
表4 响应面试验方案与结果Table 4 Design and result of response surface methodology
使用Design Expert 8.0.5对表4的试验结果进行分析得到食用菌高膳食纤维工程米复水率(Y1)作为响应值的回归模型为:
Y1=183.33-0.93A-3.23B-1.40C+8.12AB+3.58AC+12.81BC-8.39A2-18.11B2-5.35C2
对该模型进行方差分析得到回归方差分析结果,见表5。
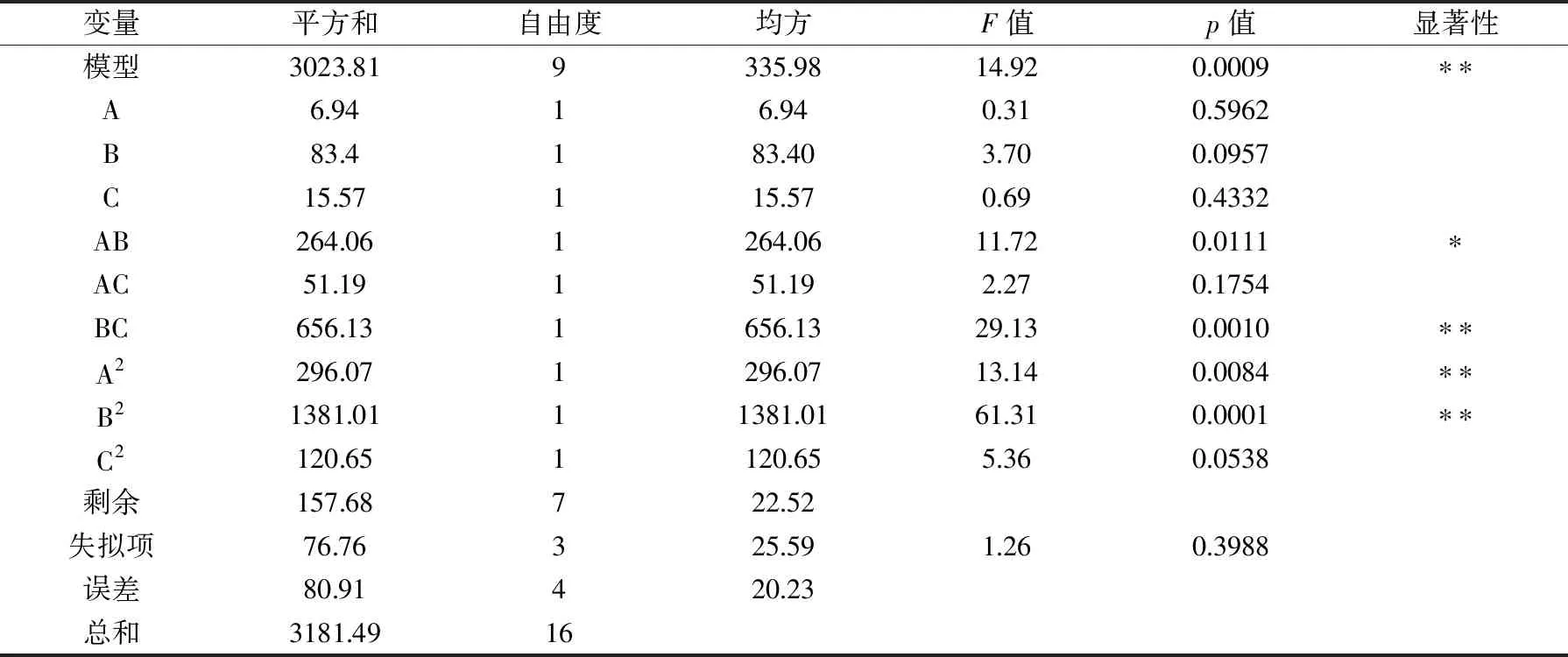
表5 以复水率为响应值回归模型方差分析表Table 5 Results of variance analysis of regression model with rehydration rate as response value
由表5可以看出,模型的p值为0.0009<0.01,说明模型极其显著;失拟项的p值为0.3988(大于0.05),不显著;该模型的R2为95.04%(大于80%),说明该回归方程可以较好地与试验所得数据进行拟合,试验误差较低,所得模型与真实情况有较大的联系,可以用来进行各因素之间关系的分析。其中,AB交互对复水率的影响显著(p<0.05),BC交互对复水率的影响极其显著(p<0.01);二次项中A2、B2对复水率的影响极其显著(p<0.01)。
使用Design Expert 8.0.5对表4的试验结果进行分析得到食用菌高膳食纤维工程米质构综合评价值(Y2)作为响应值的回归模型为:
Y2=+74.82-0.65A+1.26B+4.56C-3.65AB+2.46AC+3.61BC-4.59A2-7.01B2-3.29C2
对该模型进行方差分析得到回归方差分析结果,见表6。
由表6可以看出,模型的p值为0.0017<0.01,说明模型极其显著;失拟项的p值为0.8520(大于0.05),不显著;该模型的R2为93.97%(大于80%),说明该回归方程可以较好地与试验所得数据进行拟合,试验误差较低,可以用来进行各因素之间关系的分析。其中,C项对质构综合评价值的影响极其显著(p<0.01),AB、AC对质构综合评价值的影响显著(p<0.05),二次项中C2对质构综合评价值的影响显著(p<0.05),A2和B2对质构综合评价值的影响极其显著(p<0.01)。
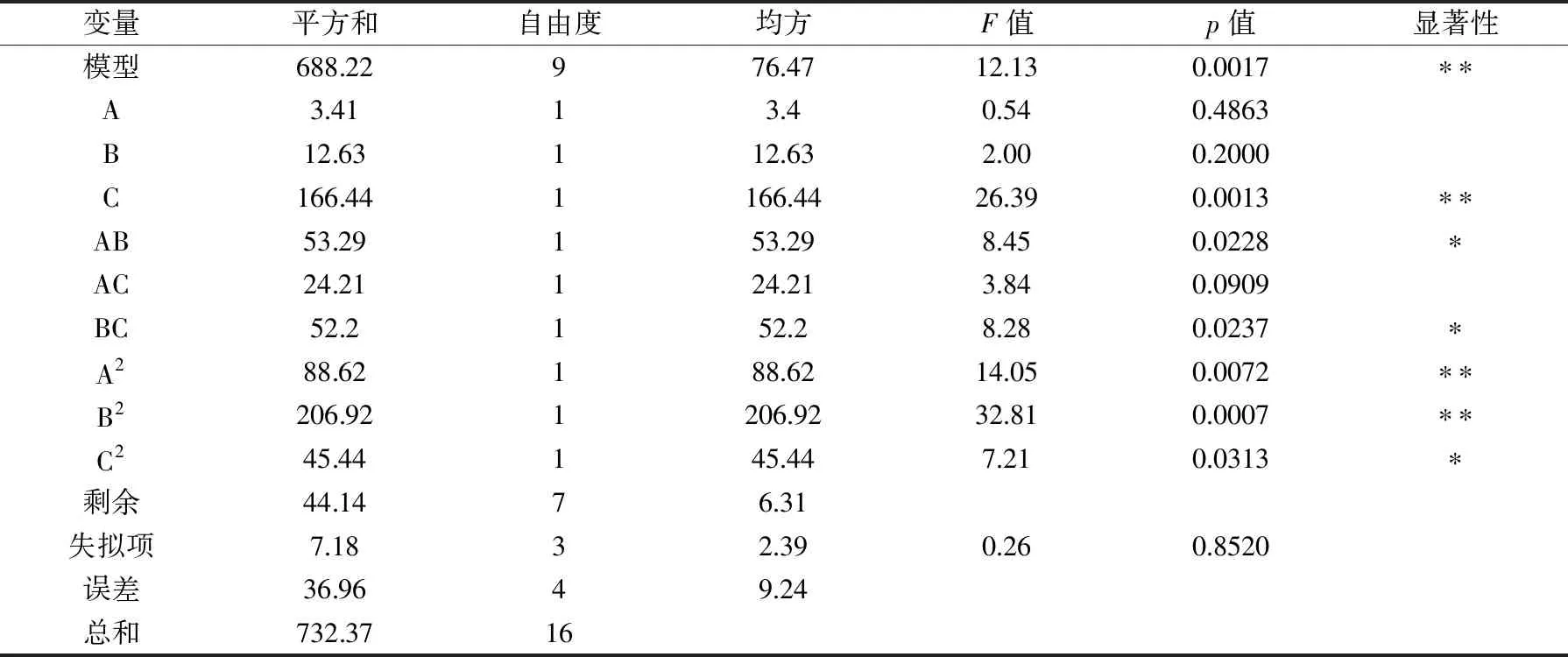
表6 以质构综合评价值为响应值回归模型方差分析表Table 6 Results of variance analysis of regression model with texture comprehensive score as response value
2.3.2 回归模型中各因素间交互作用的分析 两个因素的交互作用见图5~图10。图5~图7为以复水率为响应值的响应面图,图8~图10为以质构综合评价值为响应值的响应面图。由图5可以看出,响应面图较陡,等高线图呈现椭圆形,螺杆转速和水分含量的交互作用较为显著;由图6可以看出,响应面图虽然呈现较明显的趋势,但整体趋势幅度不大,等高线图接近圆形,螺杆转速和模头温度的交互作用不显著;由图7可以看出,响应面图呈现较大的弧度,等高线图明显呈现椭圆形,水分含量呵模头温度的交互作用十分显著;由图8可以看出,在水分含量和螺杆转速低时响应面图呈现较为陡峭的趋势,水分含量和螺杆转速高时较平缓,等高线图呈椭圆形,螺杆转速和水分含量的交互作用较显著;由图9可以看出,响应面图较平缓,没有巨大的幅度,而且等高线图呈现圆形,螺杆转速和模头温度交互作用不显著;由图10可以看出,响应面图有一定的坡度且等高线图呈椭圆形,水分含量和模头温度交互作用较显著。
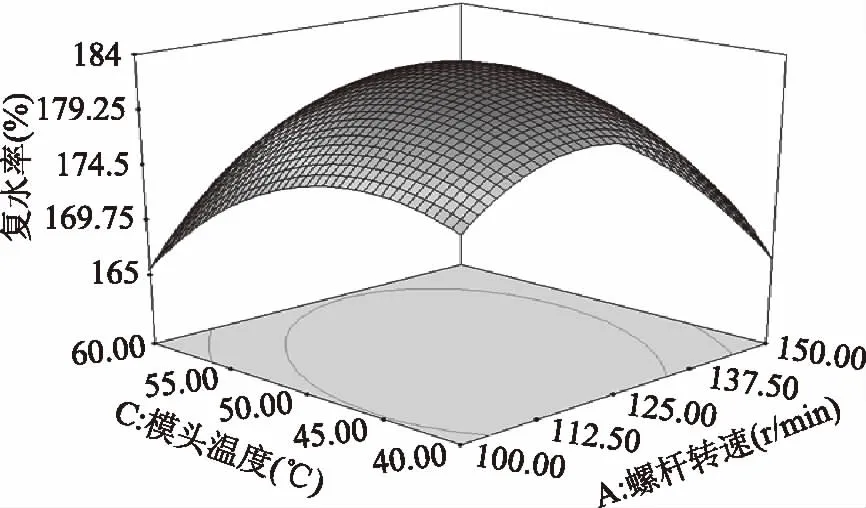
图6 螺杆转速(A)和模头温度(C)对工程米复水率的影响的响应面图Fig.6 The 3-D surface plot of effect of screw speed(A)and die temperature(C)on rehydration rate
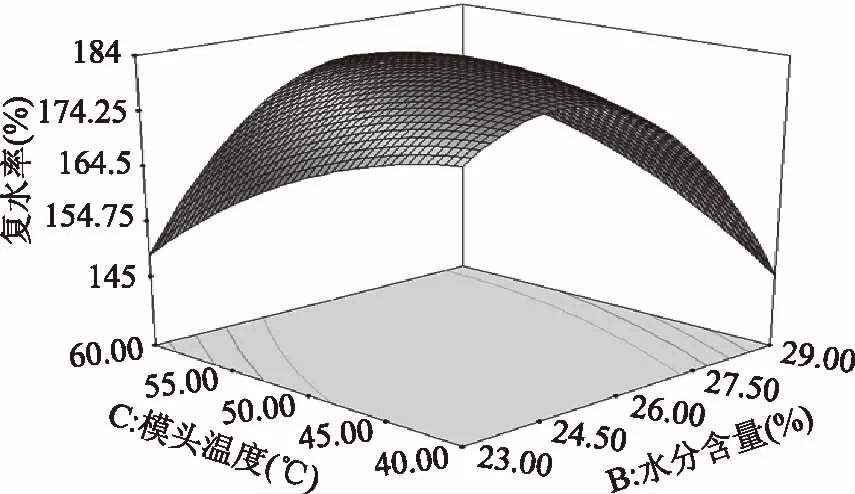
图7 水分含量(B)和模头温度(C)对工程米复水率的影响的响应面图Fig.7 The 3-D surface plot of effect of moisture(B)and die temperature(C)on rehydration rate
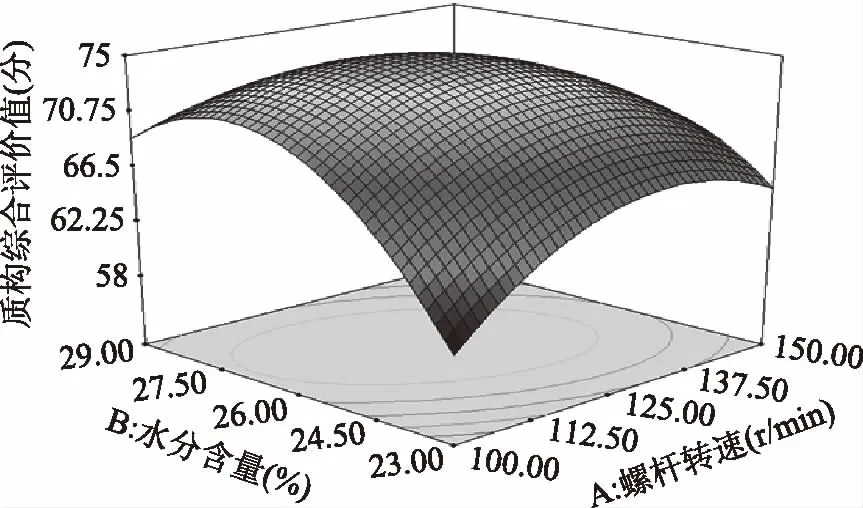
图8 螺杆转速(A)和水分含量(B)对工程米质构综合评价值的影响的响应面图Fig.8 Response surface diagram of effect of screw speed(A) and moisture(B)on texture comprehensive score
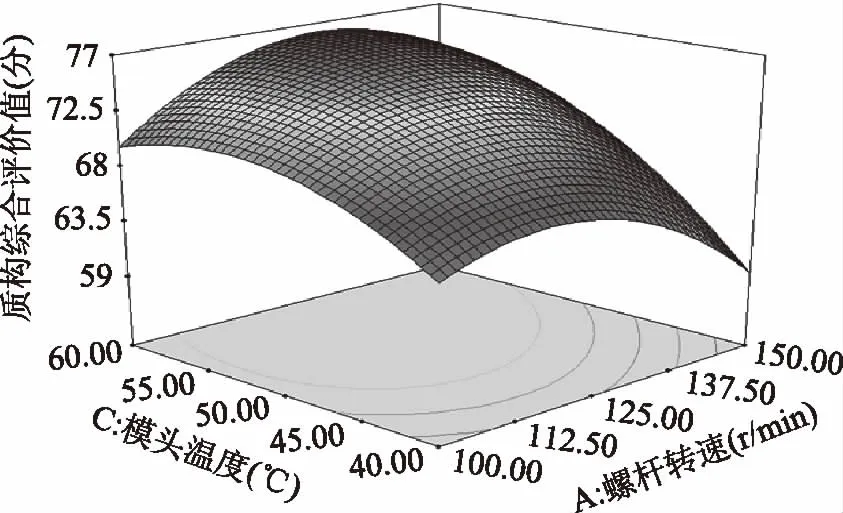
图9 螺杆转速(A)和模头温度(C)对工程米质构综合评价值的影响的响应面图Fig.9 Response surface diagram of effect of screw speed(A) and die temperature(C)on texture comprehensive score
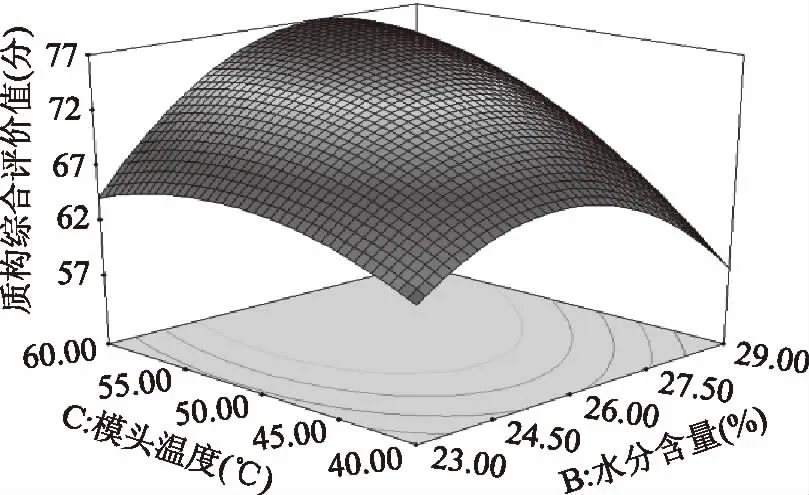
图10 水分含量(B)和模头温度(C)对工程米质构综合评价值的影响的响应面图Fig.10 Response surface diagram of effect of moisture(B) and die temperature(C)on texture comprehensive score
2.3.3 最优工艺参数的确定以及验证 使用Expert Design 8.0.5软件分析后可以得到该回归模型的最优工艺参数:螺杆转速为126.26 r/min;水分含量为26.41;模头温度为54.68 ℃。取该理论条件的近似值为实际操作条件:螺杆转速为126 r/min;水分含量为26;模头温度为55 ℃。进行试验理论上复水率为181.61%;质构综合评价值为76.49分;实际上经三次平行实验取平均值得复水率为185.35%±3.17%;质构综合评价值为(78.37±1.25)分。实际试验结果与理论试验结果较为接近,说明该条件下挤压工程米效果较好。
2.3.4 高膳食纤维营养工程米膳食纤维含量的测定 进行六份样品的平行测定,测定三次后取得平均值得出1 g工程米样品中含有(0.073±0.008) g膳食纤维,实际试验结果与理论试验结果较为接近,说明该工程米的膳食纤维可以达到一定的水平,比较符合预设的要求。
3 结论
本研究以大米、玉米以及富含功能性膳食纤维的食用菌包括黑木耳、榛蘑、香菇、银耳为原料考察对象,通过线性规划确定高膳食纤维食用菌挤压营养强化米的原料配方为玉米和香菇,配比为92.4∶7.6;在此基础上,运用单因素试验结合响应面法对双螺杆挤压的高膳食纤维食用菌营养强化米的工艺进行优化,确定最优工艺参数:螺杆转速126 r/min、水分含量26%、模头温度55 ℃,在此条件下,制备的高膳食纤维食用菌挤压营养强化米具有较高的复水率和质构综合评价值,分别为185.35%±3.17%和(78.37±1.25)分,该工程米的膳食纤维含量约为7.3%,与理论结果较接近。本研究开发的高膳食纤维食用菌挤压营养强化米色泽呈均一的浅褐色,粒型接近普通大米,并伴有香菇的特殊气味,营养丰富、尤其富含膳食纤维,该产品的研发可为市场提供一款新型的健康食品,进而为营养强化米在市场上的推广提供一定的现实基础。
猜你喜欢
山东煤炭科技(2023年10期)2023-11-15 08:31:50
机电工程技术(2022年4期)2022-05-12 09:41:28
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
食品安全导刊(2021年21期)2021-08-30 08:22:00
设备管理与维修(2020年21期)2021-01-05 03:26:40
现代塑料(2018年3期)2018-04-13 10:23:22
长江大学学报(自科版)(2015年20期)2015-12-01 06:36:54
水土保持研究(2014年6期)2014-09-21 09:41:09
食品工业科技(2014年11期)2014-03-11 18:16:08
食品工业科技(2014年7期)2014-03-11 18:14:58
