退火后终轧压下量对铝合金轧板织构和深冲性能的影响
2019-04-08 05:44:10白清领王昕宇武伟超曹学成
上海金属 2019年2期
夏 柳 徐 春 白清领 王昕宇 武伟超 曹学成
(1.上海应用技术大学材料科学与工程学院,上海 201418; 2.上海中天铝线有限公司,上海 201100;3.上海应用技术大学机械工程学院,上海 201418; 4.北京理工大学机电学院,北京100081)
铝合金具有密度低、比强度高以及加工性能良好等优点,因此在交通运输领域轻量化大趋势下,铝合金板材在汽车、航天等行业的应用越来越广,使用比重也逐年增加[1]。然而铝合金轧板在成形过程中常常出现制耳等现象,即材料各向异性问题,由此造成冲压制品壁厚不均及模具的不均匀磨损,从而影响模具使用寿命、降低生产效率和产品质量[2]。研究发现,材料的各向异性与其在加工变形和退火过程中形成的织构密切相关,存在Cube织构与Goss织构的铝合金板材冲压时通常会形成0°、90°方向的制耳,而存在S织构、Copper织构、Brass以及R织构的铝合金板材会形成45°方向的制耳。但当材料内部各种织构达到一定平衡比例,即当各织构组分的体积分数及它们之间的比例处于某一特定范围时,板材会表现出较小的各向异性甚至各向同性,板材在冲压过程中在与轧向成0°/90°和45°方向上会形成8个小制耳甚至不出现制耳。因此如何控制材料织构,使产品不同方向的制耳率降低成为铝合金板材轧制和热处理工艺的研究热点[3- 7]。宝磊等[8- 10]研究了轧制总压下量对织构演变的影响,发现随着轧制总压下量的增加,Copper织构、Brass织构及S织构的组分逐渐增加,而Goss织构则出现先增加后降低的趋势;Liao等[11]研究了二次冷轧压下量对低碳钢织构组分的影响,发现随着二次冷轧压下量的增加,材料中的立方织构逐渐转变为旋转立方织构,并最终转变为Brass织构。阙石生等[2]研究了主要生产工艺参数对3003- H14铝合金带材制耳率及织构的影响,结果表明,提高热轧终轧温度,降低中间退火前冷轧加工率,在原有中间退火前增加一次退火,均有利于增加立方织构的含量,减小材料的各向异性,降低制耳率。沈健等[12]研究了中间退火对3004铝合金板材织构和各向异性的影响,结果显示,高温快速退火有利于获得强烈立方织构,大变形量冷轧后仍保留有少量立方织构,各向异性较小;而经常规中间退火的板材立方织构较弱,冷轧后没有发现立方织构,冲压出现与轧向呈45°的制耳。上述研究均着眼于总体轧制压下量或热处理方式,或两者结合对铝合金板材织构的影响,因此需要多次调整各道次压下量及改变热处理工艺,显然工作量较大。本文拟仅调整一个关键轧制道次的压下量,以实现对铝合金板材织构组分的调控,进而改善材料各向异性,为工业生产中通过简单调整冷轧工艺而达到控制织构的目的。
1 试验材料及方法
试验铝合金的化学成分如表1所示,熔炼后浇铸成4块尺寸为50 mm×120 mm×32 mm的铸锭。将铝锭在400 ℃热轧,经9道次热轧至厚6 mm;空冷至室温,再经4道次冷轧至厚2 mm。为研究退火后终轧压下量对板材织构的影响,将2 mm厚铝板分别冷轧至1.9、1.8、1.7和1.6 mm厚,并分别标记为1~4号,然后将板材在350 ℃退火100 min,空冷至室温后再一次冷轧至1.2 mm厚。

表1 试验铝合金的化学成分(质量分数)Table 1 Chemical composition of the experimental aluminum alloy (mass fraction) %
将1~4号板材分别沿轧制方向的10°、45°和90°进行线切割,获得如图1所示的试样。依据GB/T 5027—1985及GB/T 5028—1985测量塑性应变比(r值),试验前分别测量标准试样的平行长度l0与厚度b0,之后采用CMT5305型微机控制电子万能试验机进行拉伸试验,拉伸速率为2 mm/min。将标准试样拉伸到均匀塑性变形阶段停止试验,测量拉伸后的平行长度l1与厚度b1,分析试验数据得到材料塑性应变比(r值)及凸耳参数(△r值)。r值的计算公式为:
(1)

图1 线切割试样取样方向Fig.1 Sampling directions for wire- electrode cutting sample
测得3个方向的r值后,再计算塑性应变比平面各向异性度(△r),计算公式为:
(2)
将1~4号铝合金轧制板材线切割成90 mm×90 mm的方形试样,放置在GBS- 60B型杯突试验机上进行杯突试验,获得杯突值。
将1~4号铝合金轧制板材线切割成10 mm×6 mm的矩形试样,对轧制面进行抛光处理,再借助日本JEOL公司的Sem7600f高分辨率扫描电镜对板材进行EBSD测试,扫描步长为0.1 μm,分析取向分布函数(ODF)图以研究不同终轧压下量对铝合金织构组分的影响。
2 试验结果
2.1 塑性应变比(r值)及凸耳参数(△r值)
表2所示为不同终轧压下量铝合金轧板的r值和△r值。可以发现,随着退火后终轧压下量的增加,材料在0°与90°方向的r值逐渐减小,但在45°方向的r值先增大后减小;△r值则是在终轧压下量小于0.6 mm时大于0,大于0.6 mm后小于0,其中压下量为0.5 mm的3号轧板的△r绝对值最小。已有研究显示,当△r>0时,凸耳出现在0°和90°方向;当△r<0时,凸耳出现在±45°方向;△r=0时,不产生凸耳。因此,压下量为0.5 mm的3号轧板的凸耳最小。

表2 不同终轧压下量铝合金轧板的r值、△r值及杯突值Table 2 R value, △r value and cupping value of the aluminum alloy sheet finally rolled to different reductions
2.2 杯突值
随着退火后终轧压下量的增加,铝合金轧板的杯突值先增大后减小,压下量为0.5 mm的3号轧板的杯突值最大,为7.57。
2.3 织构组分
在面心立方金属ODF图中,常见的织构都在φ2=45°、65°与90°这3个角度,因此对1~4号轧板在φ2=45°、65°与90°的ODF图进行分析,如图2所示,其中图2(e)为标准ODF图。表3为对应图2中主要织构组分的强度值,图3为经过OIM软件处理后统计的不同终轧压下量轧板的α、β取向线分布。α、β取向线为面心立方织构分析中比较重要的两条曲线,α取向线上主要包括Goss织构和Brass织构,β取向线上主要包括Copper织构、S织构及Brass织构。
从图2中可以发现,不同终轧压下量的铝合金轧板都存在Cube织构、Goss织构、Brass织构、Copper织构以及S织构等5种织构组分,但各织构组分的数量均随着终轧压下量的变化而变化。其中,Cube织构强度随着压下量的增加而降低,即从15.0降至6.8;Goss织构强度随着压下量的增加先增加后减小,并在压下量0.5 mm时有最大值7.9;Copper织构强度随着压下量的增加而呈减小趋势,Brass织构强度则随着压下量的增加整体呈增加趋势,但在压下量0.6 mm时两者都出现了较大的波动;S织构在终轧压下量0.4 mm时消失,但在其他压下量时又出现,且强度变化不明显。
图4为不同终轧压下量轧板中影响不同方向制耳的织构强度。从图4中可以发现,随着终轧压下量的增加,5种织构的强度总量降低,其中,影响45°方向制耳的织构强度总量逐渐降低,影响0°与90°方向制耳的织构强度总量先上升后下降。从织构比例看,影响45°方向制耳的织构比例随压下量的增加呈先减小后增加的趋势,并在压下量0.5 mm时有最小值,比例为1∶1。
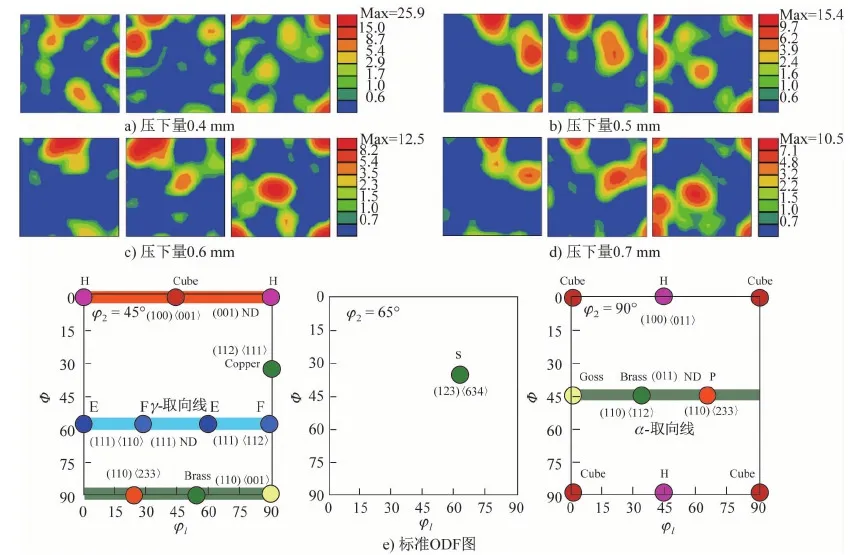
图2 不同终轧压下量铝合金轧板的ODF图Fig.2 ODF patterns of the aluminum alloy sheet finally rolled to different reductions

表3 不同终轧压下量铝合金轧板的主要织构组分及其强度Table 3 Main texture components and its strength of the aluminum alloy sheet finally rolled to different reductions
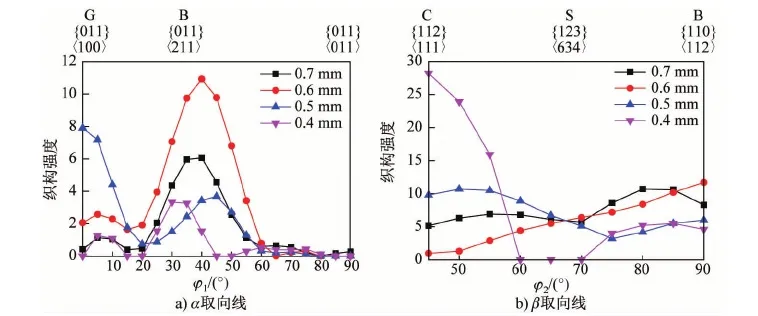
图3 不同终轧压下量铝合金轧板的α、β取向线分布Fig.3 Distribution of α and β orientation lines of the aluminum alloy sheet finally rolled to different reductions
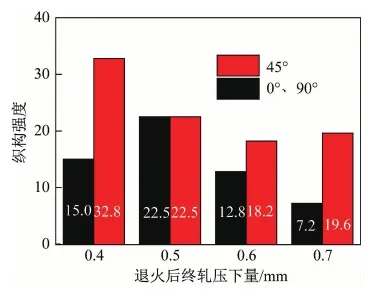
图4 不同终轧压下量轧板中影响不同方向制耳的织构强度Fig.4 Texture severity affecting earing in different directions in sheet finally rolled to different reductions
3 分析与讨论
铝合金的层错能较高,已有研究证实其轧制后的变形织构组分主要为Brass织构、Copper织构、S织构,另外可能还有过渡Goss织构等。铝合金板材经大变形轧制后进行再结晶退火时,主要形成Cube再结晶织构、R织构以及残留的部分轧制织构等[13- 17]。而本试验铝合金经多道次热轧和冷轧后,再进行350 ℃保温100 min的退火处理,因此会得到较多的Cube等再结晶织构。但后续终轧又会改变织构组分,即随着终轧压下量的增加,残留的Cube等再结晶织构逐渐减少,而Brass织构、Copper织构、S织构等变形织构不断增加。因此,当终轧压下量较小即0.4 mm时,会存在较多的Cube等再结晶织构以及轧制产生的Copper织构。随着压下量的逐渐增加,材料中的储存能越来越高,此时材料中的织构开始通过α与β这两个取向线进行转变。首先Cube织构沿轧制方向转变为Goss织构,然后分裂沿α取向线转变为Brass织构。与此同时,Cube织构逐渐转化为β纤维织构,并且β取向线上织构也会相互转化,转化顺序为Copper→S→Brass[4,13,16]。因此随着终轧压下量的增加,材料中的Cube织构与Copper织构强度逐渐减小,而其他4种织构的强度均逐渐增大。此外,轧板中的Cube织构与Goss织构会造成0°、90°制耳,S织构、Copper织构、Brass织构会产生45°制耳倾向,当二者都存在时,可以相互抵消,降低材料的各项异性[3- 7]。由图4可见,当终轧压下量为0.4 mm时,轧板中以Copper织构为主,此时轧板中45°方向制耳较严重。而随着压下量的增加,影响45°方向制耳的织构比例先减小后增大,因此该方向制耳的程度也先减轻后加重。对制耳织构的定量可以通过试验r值与△r值进行分析。
表4为铝合金中主要织构的理论r值与△r值,可以发现,变形织构的r值与△r值的绝对值普遍大于再结晶织构。随着变形量的增加,5种织构的总强度逐渐降低,因此材料的r值也呈降低趋势。另外,Cube织构强度的降低与Brass织构强度的升高,使得△r值降低并且负向增加,这与表2的数据规律一致。△r值越小说明材料的各向异性越小,压下量为0.5 mm的轧板的△r值最小,为0.125,所以其各向异性最小,因此具有最大的杯突值7.57,此时Cube织构、Goss织构与其他织构的强度比例为1∶1(见图3)。综合比较发现,3号轧板(压下量0.5 mm)的深冲性能最好。
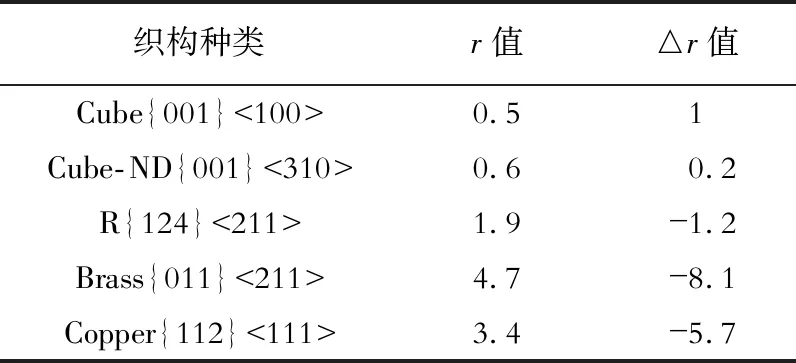
表4 铝合金中主要织构的理论r值与△r值Table 4 Theoretical r and △r values of main textures in aluminum alloy
4 结论
不同终轧压下量的铝合金板材中的主要织构为Cube织构、Goss织构、Brass织构、Copper织构以及S织构,随着退火后终轧压下量的增加,Cube织构与Copper织构的强度逐渐降低且都向Brass织构转变,其中Cube织构沿着α取向线转变,转变路径为Cube→Goss→Brass,而Copper织构沿着β取向线转变,转变路径为Copper→S→Brass。
随着终轧压下量的增加,45°方向制耳的程度先减轻后加重。结合△r值与杯突值发现,压下量为0.5 mm的轧板的各向异性最小,说明当Cube织构、Goss织构与其他变形织构的强度比例为1∶1时,材料的深冲性能最好。
猜你喜欢
宝钢技术(2022年3期)2022-07-12 01:44:12
矿冶工程(2022年1期)2022-03-19 07:07:02
山东工业技术(2019年1期)2019-02-08 13:02:24
国际木业(2016年4期)2017-01-15 13:54:26
光学精密工程(2016年4期)2016-11-07 09:05:17
国际木业(2016年6期)2016-02-28 10:26:55
船海工程(2015年4期)2016-01-05 15:53:32
印制电路信息(2015年6期)2015-12-30 12:57:48
冶金与材料(2015年5期)2015-08-20 02:14:18
天津冶金(2014年4期)2014-02-28 16:52:37