
二氧化硫风机轴瓦重复利用技术推广应用
2019-04-04 02:16卜龙飞
冶金与材料 2019年1期
卜龙飞
(陕西有色集团 汉中锌业责任有限公司维修车间,陕西 汉中 724200)
多年来,对二氧化硫风机在使用过程中,轴瓦磨损超差的故障现象,都是以报废或返回厂家采取重新铸衬加工的方法进行处理,造成了不必要的浪费。在此同时,由于加工周期时间较长,严重影响正常的生产运行。
1 轴瓦瓦坯的基本技术的要求
二氧化硫风机属高压离心风机,轴瓦一般选用浇铸巴士合金材料的方法进行铸衬轴瓦内衬,在实际使用中,由于铸衬轴瓦内衬存在的自身铸造缺陷,加之开机前油的预热温度和启动操作过程的不规范,使风机转子与轴瓦底部未很好地形成油膜,以及在生产运行中可能出现的共振现象等诸多因素,都有可能导致轴瓦受损,因此必须严格要求轴瓦瓦坯的浇铸和轴瓦加工质量,要保证:①浇铸巴士合金轴瓦无沟道、裂纹、气孔、飞边毛刺、以及脱落现象;②上下瓦接合面接合良好,接合面表面粗糙度≤1.6 μm;③轴瓦定位销表面粗糙度≤1.6 μm、连接螺栓,应齐全无弯曲变形;④球面瓦的球面接触球面与轴瓦瓦座光滑无毛刺;瓦的球面接触面表面粗糙度≤1.6 μm;⑤瓦枕的调整垫铁接触要绝对良好;⑥轴瓦进出油孔应清洁,节、注孔板应符合要求;⑦轴瓦瓦坯铸衬厚度:一般瓦坯铸衬厚度:4~5mm;⑧轴瓦孔径≤轴径1~2mm。
2 轴瓦的检测
经检测可以发现(图1),在对瓦面进行实际刮研处理时,能有效刮研,掌控处理使用的区间也就是约1~2㎜厚的内衬,这也就是说,这1~2 mm看你怎样去使用,如果能将这1~2 mm厚的瓦面合理的使用好,将会带来很大的效益。
3 具体处理方法
3.1 第一次处理(图2)(新轴瓦基本参数:φ瓦坯≤φ轴径-1~2 mm)
刮瓦处理过程:对瓦坯在刮瓦前,将上下瓦开合面之间加垫,0.20~0.15 mm厚的铜皮或垫料,同时,调整上瓦瓦枕的调节块:去掉上瓦瓦枕的调节块的相应厚度(0.2~0.15 mm),以保证与轴瓦座与瓦枕所需的过盈量,同时,对定位销孔进行铰孔(图3),以确保定位销的有效定位配合尺寸,然后按轴瓦配合的间隙指标参数(0.22~0.26 mm)进行正常刮瓦处理,之后,严格按照装配工艺要求进行装配(这里就不做详细介绍)并投入使用。

图1
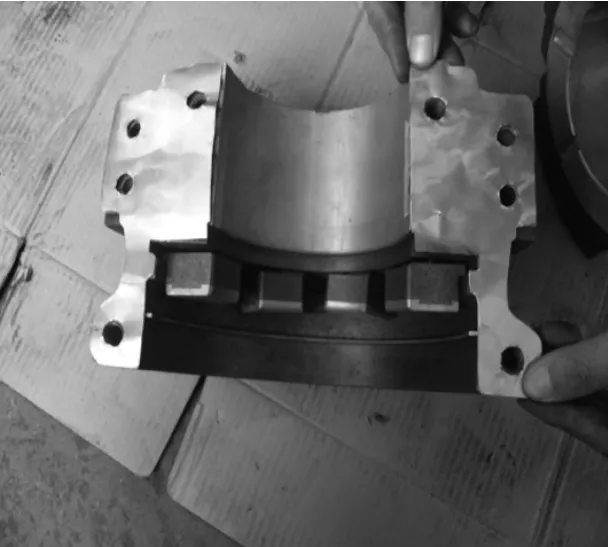
图2

图3
3.2 第二次处理(对使用后一次的瓦面处理)
在投入运行后到检修周期退出正常生产运行使用的一次瓦,根据瓦面轴接触及磨损情况,经实际检测:一般正常磨损量为0.05~0.08 mm,此时,可适当调节上下瓦开合面所垫铜皮或垫料厚度,至轴瓦配合要求的参数范围内,同时对上瓦瓦枕加垫铜皮或垫料,厚度尺寸为上下瓦开合面所去掉的轴瓦开合面铜皮或垫料的厚度;同时,对上下瓦定位销孔进行铰孔,铰孔至定位销能有效配合;然后对瓦面按技术参数要求进行刮瓦处理;此时对推力瓦磨损量也要进行检测,并对磨损量采用:在推力瓦块定位板下加垫大于磨损量厚度的铜皮或垫料的方法进行补偿,来保证推力瓦的各项刮研技术参数的要求,并按刮研技术参数的要求刮研推力瓦。
3.3 第三次、第四次处理
根据第二次使用情况,并采用同样的处理方法进行第三次、第四次处理,直到将上下瓦开合面所垫铜皮或垫料全部取完。此时上瓦瓦枕也就恢复了初始瓦坯的原有垫板,然后对上下瓦定位销孔进行铰孔,铰孔至定位销能有效配合;定位好后按技术参数要求进行刮瓦即可;同时对推力瓦磨损量进行检测,依然对磨损量采用:在推力瓦块定位板下加垫大于磨损量厚度的铜皮或垫料的方法进行补偿,来保证推力瓦的各项刮研技术参数的要求,并按刮研技术参数的要求刮研推力瓦。
3.4 上下瓦开合面铜皮去完后的处理方法
当上下瓦开合面所垫铜皮或垫料全部被取掉后,可采用研磨开合面的技术方法来保障轴瓦所需要的配合尺寸,并对上下瓦瓦枕垫板间加垫轴瓦配合所要求的过盈量尺寸(=瓦开合面研磨量)的铜皮或垫料,同时对定位销孔进行铰孔,铰孔至配合尺寸;推力瓦依然采用加垫铜皮或垫料的方法进行处理。
4 技术推广
此技术方法对锅炉房引风机,所有开合式组件,轴承箱等设备,同样可采用此技术方法进行刮研,重复利用,来提高设备利用率,降低成本,减少资源的浪费。提高生产效率。
5 结 语
通过对二氧化硫风机轴瓦重复利用技术的拓展应用,在很大程度上解决因设备备件高额成本的束缚和维修过程耗时过长而造成对生产的影响。此技术方法不需大的投资,只需在技术上科学合理运用。
猜你喜欢
表面技术(2021年9期)2021-10-16
上海大中型电机(2021年1期)2021-06-09
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
兽医导刊(2019年10期)2019-02-12
科学种养(2018年1期)2018-01-20
铁道学报(2016年1期)2016-05-08
乡村科技(2014年9期)2014-03-03
