
八钢B高炉炉缸侧壁温度升高的治理实践
2019-03-17 13:17舒艺刘晓勇任贵河
新疆钢铁 2019年4期
舒艺,刘晓勇,任贵河
(宝武集团八钢公司股份炼铁厂)
1 问题的提出
八钢B高炉有效容积2500m3,于2009年2月28日建成投产。2018年12月开始,该高炉1#铁口偏西第二块冷却壁(TE1274)、3#铁口偏西第二块冷却壁(TE1276)、标高9.2m处炉缸温度开始升高,至2019年4月热电偶温度显示内环最高温温度达590℃,严重威胁高炉的安全生产。为了消除隐患,炼铁二分厂紧急成立护炉小组,通过沟通交流,对炉缸侧壁温度异常升高的原因进行分析,并采取了应对措施。
2 B高炉炉缸侧壁温度升高分析
2.1 B高炉炉缸结构
B高炉炉缸采用大块炭砖加陶瓷杯垫结合的结构,炉缸结构示意图见图1。炉底水冷封板上满铺1层石墨碳块,其上满铺2层半石墨焙烧碳块、1层微孔碳砖和1层超微孔碳砖,炉底厚度2000mm。上设两层刚玉莫来石陶瓷垫,高度800mm。炉缸陶瓷杯外侧环砌进口超微孔碳砖。炉缸上部环砌国产半石墨焙烧碳块,死铁层和铁口区域的碳砖局部加厚。炉缸碳砖内砌刚玉质陶瓷杯。炉缸及风口段采用光面铸铁冷却壁;炉腹、炉腰、炉身下部采用铜冷却壁。高炉采用软水密闭循环系统,软水总循环水量5096 m3/h,进水温度控制在45±2℃,水温差控制在6℃。
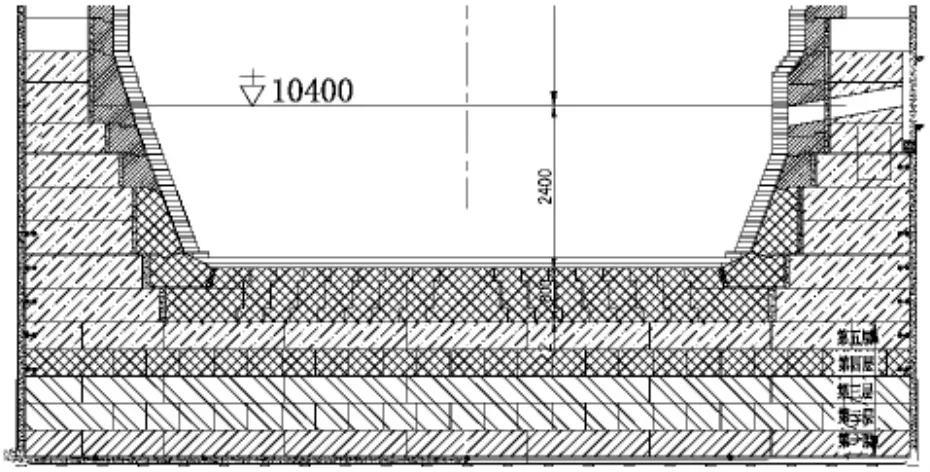
图1 炉缸结构示意图
2.2 B高炉炉缸侧壁温度变化情况及残厚计算
自2018年12月开始,B高炉1#铁口下方,标高9.2m处位号TE-1274炉缸温度;3#铁口下方,标高9.2m处位号TE-1276炉缸温度出现明细上升趋势,至2019年4月TE-1274热电偶监测最高温温度达590℃。炉缸侧壁TE-1274、TE-1276温度变化趋势图,如图2。
通过计算得出:1#铁口右下方TE-1273(74)监测点原碳砖厚度为1590mm,现在残存碳砖厚度为469mm。3#铁口左下方TE-1275(76)监测点原碳砖厚度1590mm,残存碳砖厚度为683mm。

图2 炉缸侧壁TE-1274、TE-1276温度变化趋势(治理前的温度变化)
2.3 炉缸侧壁温度升高的原因分析
(1)炉缸区域炉墙内部有气隙。炉皮与冷却壁之间,冷却壁与炉缸环碳之间存在气隙,风口区域的煤气流在此之间的气隙中流窜,传递热量,导致炉缸区域碳砖温度升高、冷却壁冷却进出水水温差升高、炉皮温度升高。
(2)炉缸区域内部环碳碳砖出现环裂现象,影响传热。因碳砖温度无法正常向外传递出去,造成炉缸温度升高。
(3)长期的浅铁口出铁,导致该铁口周围区域炉缸内碳砖冲刷侵蚀加剧,造成炉缸碳砖温度升高。正常生产时,1#、3#铁口深度均维持在3100~3300mm,但在2018年12月至2019年4月,此炉缸碳砖温度升高期间,铁口深度只能维持在2500~2800mm。
(4)该区域位于铁口中心线以下1m位置,由于长期炉缸环流的影响此,易造成炉缸侧壁陶瓷杯受到侵蚀,使1150℃等温线在炉缸此部位外移,造成热电偶监测温度升高。
3 控制侧壁温度升高的措施
3.1 采用高钛矿护炉
针对炉缸侧壁温度升高情况,从2019年4月开始采取配加高钛矿护炉措施,钛负荷控制在10~12kg/t。在配加高钛矿护炉过程中,关注炉缸侧壁温度变化情况,根据炉缸侧壁温度变化及时调整高钛矿用量,防止钛矿用量过高造成炉缸不活、渣铁流动性过差铁水粘罐的情况发生。
3.2 加强日常铁口维护
维护好铁口是防止侧壁温度波动和保证炉缸长寿的最基本要求。当铁口深度逐步降低,炉缸侧壁温度逐步升高,超过200℃时,必须调整炮泥成分,提高炮泥质量,使炮泥耐渣铁冲刷并易与砖衬结合成牢固的保护层。在铁口日常管理中,打泥量控制在300kg/次,铁口深度稳定在2900-3100mm;提高出铁准点率、控制铁口单次出铁量和出铁时间,以平衡1#、3#铁口的出铁量。这些措施的实施对缓解B高炉侧壁温度的升高发挥了积极作用。
3.3 加强炉缸冷却强度
将冷却水的进水温度降至45℃,严格控制冷却水进水温度,确保进水温度在规定的45±1℃。
3.4 优化高炉操作
通过优化高炉操作,抑制边缘气流、活跃中心、减弱渣铁环流冲刷侵蚀,遏制炉缸侧壁温度升高。
采取这些护炉措施后,炉缸侧壁温度控制程度并未达到理想的效果,在这期间,曾多次发生因温度过高而被迫限风生产的情况。
2019年5月10日对风口布局、进风面积进行了调整,将炉缸侧壁温度较高的上方30#风口堵死,风口面积由0.3269m2缩小到0.3156m2。
3.5 加强检查维护
针对B高炉高炉炉缸侵蚀情况,制定了相应的规章制度,加强检查维护,要求风口平台必须有人维护。严格按照规章制度对炉体各段冷却壁水温进行检测并记录:当水温差出现异常波动时,增加检查频次,炉缸水温差半小时检测一次,炉皮温度每班检测两次;要求值班工长密切关注炉缸侧壁温度变化趋势,每两个小时记录一次热偶温度;岗位人员对异常情况要及时向相关人员汇报,并采取有效措施。
3.6 炉缸灌浆处理
为了消除串煤气对炉缸温差及侧壁温度的影响,对高炉炉缸区域进行压力灌浆。实施方案明确了高炉灌浆料选择高导热碳焦灌浆密封料以及灌浆位置、开孔直径及深度、灌浆压力、保压时间等。于2019年4月19日、5月20日两次对炉缸进行带风灌浆作业,此次灌浆在炉缸区域共计开孔32个(灌浆孔开孔分布如图所3所示)。合计压入量2200kg。高炉炉缸灌浆料必须具有的性能:灌注时具有非常好的流动性能,灌注后具有低温和中高温固结性能;具有良好的导热性能、非常高的常温、高温强度及非常好的体积稳定性。

图3 灌浆孔开孔分布图
4 实施效果
针对炉缸侧壁碳砖温度升高现状,B高炉采取了一系列治理措施:4月19日实施炉缸第一次灌浆,灌浆量10t;4月29日按护炉计划开始实施;5月10日利用休风机会调整风口面积堵30#风口;5月20日实施炉缸第二次灌浆处理,灌浆量12t。最终炉缸侧壁TE-1274、TE-1276温度呈现下降变化趋势。炉缸四周的煤气被有效封堵,异常温度现象得到有效治理,消除了影响高炉安全生产的重大隐患。炉缸侧壁TE-1274、TE-1276温度变化趋势如图4所示。

图4 炉缸侧壁TE-1274、TE-1276温度变化趋势(治理后的温度变化)
5 结束语
(1)高钛矿能起到护炉效果,但铁水中钛含量要控制合理,钛合量太高易造成炉缸不活、渣铁流动性差、铁水粘罐,钛合量太低则起不到护炉效果。
(2)加强铁口日常管理对处理铁口下面侧壁温度升高有积极作用。
(3)在保持高炉稳定顺行的前提下,合理控制炉内边缘与中心两股气流,保持炉缸中心活跃,可有效降低渣铁环流冲刷侵蚀。
(4)灌浆可有效消除炉墙内部有气隙,关键是灌浆料、灌浆孔的选择及灌浆过程的控制要恰当。
猜你喜欢
山西冶金(2022年5期)2022-09-22
山东冶金(2022年1期)2022-04-19
工程技术与管理(2022年3期)2022-03-08
山东冶金(2020年6期)2021-01-04
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
中国钢铁业(2017年4期)2017-07-25
山东工业技术(2016年15期)2016-12-01
舰船科学技术(2016年1期)2016-02-27
安徽冶金科技职业学院学报(2015年3期)2015-12-02
