草莓脱毒组培苗低成本快繁技术研究
2019-03-15 08:59:54张春芬聂园军赵海静董艳辉侯丽媛孟玉平曹秋芬
山西农业科学 2019年3期
张春芬,邓 舒,聂园军,赵海静,肖 蓉,董艳辉,侯丽媛 ,孟玉平 ,曹秋芬
(1.山西省农业科学院果树研究所,山西太原030031;2.山西省农业科学院农业资源与经济研究所,山西太原030006;3.山西省农业科学院生物技术研究中心,山西太原030031)
近年来,植物组织培养技术已经由原来的实验室研究逐步转变为可以为大规模工厂化育苗服务的有效科技手段[1-3],鉴于植物组织培养技术的先进性,将其应用于生产实践无疑可以带来巨大的经济效益[4-5]。而在现代工厂化草莓种苗生产中,脱毒苗的组织培养是首要环节,也是重要的组成部分,在保证种苗生产质量的基础上,提高繁殖系数、降低支出对于生产和节约能源都具有非常重要的意义[6]。
本试验立足于生产型企业对草莓组织培养技术应用的成本控制,从碳源种类及浓度、凝固剂种类及浓度、培养容器等方面进行研究,旨在找到可行的低成本繁育技术应用于草莓脱毒种苗的大规模工厂化生产。
1 材料和方法
1.1 试验材料
供试材料取自山西省农业科学院生物技术中心实验室草莓无病毒组培材料。
1.2 试验方法
1.2.1 不同碳源及浓度对草莓组培苗生长的影响分别采用蔗糖 30 g/L,白砂糖 30,25,20,15 g/L 处理。每瓶接3株,每处理10瓶,重复3次,继代培养25 d后,调查统计不定芽增殖的变化情况。
增殖系数=总增殖芽个数/总接种芽个数(1)
1.2.2 不同凝固剂及浓度对草莓组培苗生长的影响 分别采用5.0%,6.0%,6.5%琼脂粉和5.0%,6.0%,6.5%卡拉胶处理。每瓶接3株,每处理10瓶,重复3次,继代培养25 d后,调查统计不定芽增殖的变化情况。
1.2.3 不同培养容器对草莓组培苗生长的影响分别采用 150,300 mL 三角瓶和 180,240,350 mL玻璃瓶处理。每瓶接3株,每处理10瓶,重复3次,继代培养25d后,调查统计不定芽增殖的变化情况。
1.2.4 不同糖浓度对草莓组培苗生根的影响 分别采用白砂糖 5,10,15,20,30 g/L处理。基本培养基为1/2 MS,添加0.3 mg/LIBA。每瓶接3株,每处理10瓶,重复3次,接种28 d后统计生根情况。

1.2.5 培养基及培养条件 以上培养基采用MS为基本培养基,均添加0.5mg/L6-BA,0.1mg/LIBA[7],3%蔗糖和6.5 g/L琼脂,pH值为5.8,培养基121℃灭菌20 min,自然冷却后备用。培养条件为:温度(25±2)℃,14 h 光照,光照强度为 3 000 lx。
1.3 低成本生产效益核算
本试验中采用MS培养基为基本培养基,以MS培养基配方中的各化学物质成本进行计算,价格为目前市场售价(2016年)。
2 结果与分析
2.1 不同碳源及浓度对草莓组培苗生长的影响
从表1可以看出,在继代培养中,培养基中添加30 g/L蔗糖与白砂糖对4种草莓脱毒苗的增殖系数都无明显影响,增殖系数分别为红颜8.43/8.23,丰香 6.21/6.13,甜查理 7.99/7.95,章姬8.01/7.98;组培苗生长表现正常,植株比较健壮,说明无论蔗糖还是白砂糖都能给草莓脱毒苗提供足够的碳源,满足其正常生长。然而,蔗糖的价格明显高于白砂糖,一般是白砂糖的3~4倍,因此,考虑到生产成本,工厂化规模生产中完全可以用白砂糖代替蔗糖。比较20,25,30 g/L不同白砂糖质量浓度可知,其没有明显差异,15 g/L小苗生长瘦弱,且略显发黄,由于碳源不足对组培苗的生长有一定的影响。在草莓的组培苗生长过程中,20,25,30 g/L白砂糖之间不存在显著差别,考虑到成本,在工厂化生产中可以用20 g/L的白砂糖代替30 g/L的蔗糖。

表1 不同碳源及浓度对草莓组培苗生长的影响
2.2 不同凝固剂及浓度对草莓组培苗生长的影响
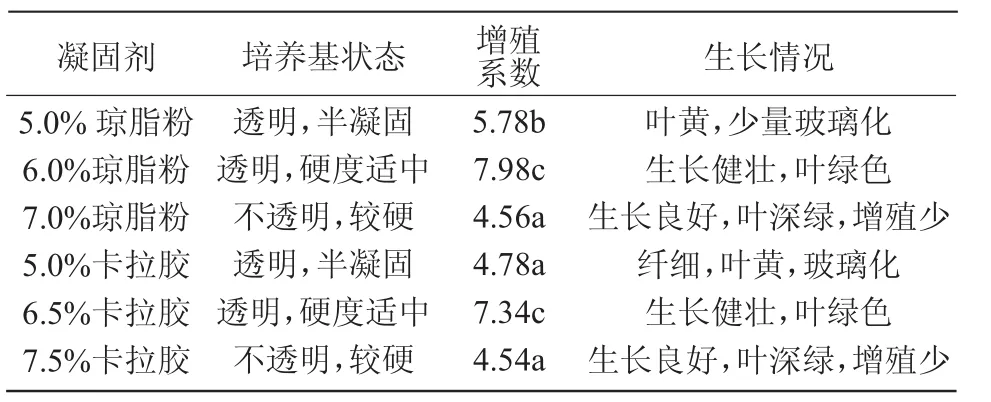
表2 不同凝固剂对草莓(红颜)组培苗生长的影响
由表2可知,不同凝固剂浓度对组培苗的增殖系数存在一定的影响。其中,5.0%琼脂粉和5.0%卡拉胶为凝固剂时,培养基为半凝固状态,组培苗增殖少,而且呈现玻璃化;凝固剂浓度较大时即7.0%琼脂粉和7.5%卡拉胶为凝固剂时,培养基呈现不透明状态,硬度变大,组培苗生长健壮,但是增殖系数减少,分别只有4.56和4.54;6.0%琼脂粉和6.5%卡拉胶为凝固剂时,培养基硬度适中,组培苗生长健壮,且增殖系数较大。比较2种不同的凝固剂对草莓组培苗的增殖情况可知,二者之间差异不显著,但是,与琼脂粉相比,卡拉胶相对较便宜,从生产成本考虑,最适合的凝固剂用量为卡拉胶6.5 g/L。
2.3 不同培养容器对草莓组培苗生长的影响
从表3可以看出,组培瓶的大小对草莓组培苗的生长影响不大,封口方式显著影响了草莓组培苗的增殖。其中,红颜在350 mL带盖的大瓶中增殖系数最大,为7.21;其次为250 mL三角瓶,增殖系数为6.60;180 mL带盖的培养瓶增殖系数为6.25,三者之间差异不显著。丰香在350 mL带盖的组培瓶、250 mL三角瓶和180 mL带盖的培养瓶的增殖系数分别为3.95,4.00,3.90,三者之间差异不显著。使用塑料膜封口的组培苗在继代培养14 d后,培养基由透明转为不透明,在植株基部出现裂缝,培养基开始变硬,增殖系数相较于塑料盖下显著降低,红颜草莓在180,350 mL塑料膜封口的培养瓶内的增殖系数分别为3.31和3.75,丰香则仅为1.80和2.00。

表3 不同培养容器对草莓组培苗生长的影响
2.4 不同白砂糖浓度对草莓组培苗生根的影响
草莓的组培苗极易生根,在不添加任何激素的1/2 MS培养基中也能生根。从表4可以看出,在相同的激素水平下,不同白砂糖质量浓度对生根有一定的影响,较低的白砂糖浓度时,生根量少且纤细,10,15 g/L之间生根量差异不显著,但是根系生长情况有所不同,相对于15 g/L处理,10 g/L白砂糖质量浓度,根系纤细而且较短,不利于植株的移栽。15,20,30 g/L白砂糖之间生根条数差异不显著,且根系都较粗,移栽成活率高。综合生产成本考虑,生根用培养基白砂糖质量浓度以15 g/L为宜。

表4 白砂糖不同质量浓度对生根的影响
2.5 培养成本核算
从表5可以看出,不考蔗糖和琼脂粉,配制1 L的MS培养基需要药品总成本约为0.21元,添加蔗糖30 g、琼脂粉6.0 g,则费用增加为2.47元,其中,蔗糖1.296元,占到总成本的52.5%,琼脂0.96元,占到总成本的38.9%。因此,降低培养基配制成本要重点放在蔗糖和琼脂粉的成本方面。
由表6可知,用白砂糖替换蔗糖,成本可降低1.096元;卡拉胶替换琼脂粉,成本可降低0.57元,总成本降为原来的32.5%(0.803/2.469),在大规模的工厂化生产中,培养基的需求量很大,这样可大大节约总的生产成本。

表5 基本培养基(MS)成本

表6 降低成本前后培养基比较(1 L)
2.6 培养容器成本核算
从表7可以看出,以接种1 000瓶脱毒苗为例,使用250 mL三角瓶,1 000个三角瓶的容器成本为5 000元,培养基要配置40 L才能满足分装,总成本为5 032.1元;相同条件下,用350 mL培养瓶需要40 L培养基和3 000元容器成本,如果换成180 mL培养瓶则只需要25 L培养基和2 500元容器成本;同时,三角瓶封口一般以塑料膜封口,需用棉线捆绑,费时费力,而培养瓶采用塑料盖封口时快速省时,节约了劳动力,从而节省了培养成本,为草莓脱毒苗的规模化工厂化生产提供了节约时间、降低成 本的途径。

表7 培养容器的培养成本
3 结论与讨论
草莓脱毒苗的工厂化生产过程分为3步,首先是原原种苗,即脱毒种苗的繁育;其次是原种苗,即由原原种苗匍匐茎出芽获得的二级子苗;第3步为生产苗的繁育,是通过原种苗的匍匐茎出芽获得的三级子苗[8]。原原种苗的生产主要采用组织培养技术,因此,生产企业要想在大规模中取得更大的生产效益,必须考虑降低组培苗的生产成本,而培养基是组培苗成本的重要组成部分[9],通过降低培养基成本是控制成本的重要方法之一。
本研究表明,蔗糖在培养基配制中用量大,成本也高,占到培养基成本的52.5%。其主要作用是为植物提供碳源和维持培养基中渗透压,因此,糖浓度的变化可以调节渗透压,并因此影响到植物的生长发育。大多数试验多以蔗糖为碳源[10-12],本研究发现,用白砂糖代替蔗糖同样可满足草莓生长发育的需求,而且将白砂糖质量浓度降到20 g/L时,草莓苗仍可健壮生长,很大程度上降低了生产成本。
同碳源相似,凝固剂在培养基总成本中也占有较大的比例,是工厂化育苗成本过高的原因之一[13-14]。大多数研究中,选用琼脂粉作为凝固剂,而琼脂粉在培养基中只起到凝固培养基的作用,它并不是植物生长中必不可少的,本研究中,采用较便宜的卡拉胶来代替琼脂,草莓植株的生长没有受到明显的影响。本研究表明,随着琼脂粉浓度的降低,培养基硬度变小,甚至不能完全凝固,从而导致瓶内相对湿度较大,接种时很难固定在培养基中,接种后草莓苗易玻璃化。因此,在实际生产过程中,也不能一味地降低成本,要同时兼顾苗木质量,在组培继代中,随时观察继代不同代数后苗木的质量,从而对培养基中的琼脂粉予以调整。
在植物组培苗的工厂化生产中,由于培养容器的需求量较大,因此,价格低廉、操作简便的容器可大幅度降低生产成本[15]。一般实验室里进行组织培养所用容器都用玻璃三角瓶,由于其透光性好,特别适于科学研究,但其价格昂贵且易碎,不利于工厂化生产操作,在工厂化大规模的生产中会相应地增加生产成本[16]。现在生产中,多用塑料瓶或玻璃瓶代替三角瓶进行大规模生产[17-18],不仅价格便宜,而且便于洗涤和接种工人大批量操作,可节省劳动力,有效地降低生产成本,极大地提高生产效率。
猜你喜欢
科教新报(2024年26期)2024-07-05 10:57:37
中国调味品(2021年3期)2021-03-31 17:20:48
东坡赤壁诗词(2018年4期)2018-11-07 11:01:44
现代园艺(2018年3期)2018-02-10 05:18:20
小资CHIC!ELEGANCE(2017年28期)2017-11-09 20:45:49
教育教学论坛(2017年43期)2017-11-08 23:37:16
农业与技术(2017年4期)2017-04-05 12:25:02
西南农业学报(2016年6期)2016-04-16 05:12:49
大豆科技(2015年5期)2015-12-29 12:09:26
——埃西浦太太——奥尔德斯·赫胥黎的《脂粉》主人公性格分析
文艺生活·中旬刊(2014年1期)2014-03-23 05:33:39