
曲轴制造工艺研究进展
2019-03-11 02:16卢占盈王华辉李佩琪明玥游国强
汽车零部件 2019年2期
卢占盈,王华辉,李佩琪,明玥,游国强
(1.南充隆固机械工业有限公司,四川南充 637800;2.重庆大学材料科学与工程学院, 重庆 400044)
0 引言
作为发动机中最重要的零部件之一,曲轴的质量性能对发动机的工作效果有直接的影响。它将发动机缸体中活塞连杆传来的力转变为转矩并通过曲轴输出,从而驱动发动机上其他附件工作。曲轴在工作过程受到旋转离心力、周期变化的惯性力和往复惯性力的共同作用,承受较大的弯曲应力和扭转应力,工作条件复杂,其性能直接影响发动机的工作效果[1]。
曲轴加工工艺过程具有形状复杂、技术要求高的特点,工艺路线一般较长,需要涉及较多的精加工步骤。受恶劣工作条件的影响,曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等都需要具备严格的加工要求[2]。随着“中国制造2025”发展战略的实施,我国的曲轴制造水平整体发展迅速,但与欧美等发达国家相比仍有一定差距,研究曲轴先进制造加工技术,提高我国曲轴加工制造的自主创新能力,进而实现曲轴产品生产高效率、高质量、高精度的要求,对实现我国制造强国的战略目标有重要意义。
1 曲轴毛坯的成形技术
曲轴毛坯的成形技术分为锻造加工和铸造加工两种[3]。
1.1 锻造加工
曲轴锻造加工常用材料为中碳钢和中碳合金钢,如35、40、45、35Mn2、40Cr、35CrMo等[4]。中碳钢的各种型材是最广泛的大众化材料,作为曲轴零件成形材质,其塑性、强度适中,易于切削加工,并且可以通过热处理方法来满足零件不同的性能要求[5]:对中碳钢进行调质处理,淬火后可以得到隐针状马氏体组织,提高零件表面硬度,扭转疲劳寿命也得以提高;而对于承受载荷较轻的曲轴零件,表面通过渗氮、氮碳共渗处理可以进一步提高曲轴的耐磨性、耐蚀性。曲轴的形状复杂,主轴颈与连杆颈不在同一轴线上,对偏心距有一定的尺寸要求,材料分配不均匀,在曲轴锻造过程必须合理预分配材料,制定合理的工艺步骤,保证曲轴的成形质量和精度[6]。根据曲轴结构以及成形工艺的不同,曲轴在锻压生产的设备上大致可分为热模锻压力机生产线、模锻锤生产线以及螺旋压力机生产线[7]。
从20世纪80年代发展至今,国内外曲轴锻造生产的合理化、自动化程度大大提高。普遍采用计算机模拟来优化工艺设计,通过有限元模拟等技术可以较为准确地获得锻造过程中的应力、应变场以及温度场,这对锻造工艺设计及模具设计都有一定的指导作用。借助数值模拟的方法模拟锻件成形的充模过程,检验模具和工艺设计,对有效规避曲轴在锻压成形过程中的质量问题、促进先进曲轴加工技术的发展具有重要意义[8]。
1.2 铸造加工
铸造加工中多用铸钢、球墨铸铁、珠光体可锻铸铁以及合金铸铁, 如ZG230-450、QT600-3、QT700-2、KTZ450-5、KTZ500-4等材料[9]。采用铸造工艺可以满足曲轴结构形状的要求,进一步实现曲轴的轻量化要求。随着铸造水平的逐渐提高,机加工余量随之减小,据统计现国外球铁铸造曲轴的单边余量平均可达2~3 mm[10]。球墨铸铁曲轴由于铸造工艺过程简便,成本低廉,并且可以通过热处理和表面强化处理等手段提高曲轴的抗疲劳强度和耐磨性,此外,还具备对表面裂纹不敏感等优良特性,在国内外得到广泛应用。
铸造曲轴由于其优良的性能和高效的加工工艺,在曲轴生产制造领域得到广泛应用。随着熔炼技术与合金化技术的不断发展,保证铸造曲轴的性能不断满足曲轴的使用性能是今后铸造曲轴的发展方向;采用球铁等材料取代锻钢生产发动机曲轴从而节约成本,是曲轴发展生产制造的必然趋势。
2 曲轴的机械加工技术进展
2.1 曲轴粗加工
传统的老式曲轴生产线粗加工设备多采用多刀车床车削曲轴主轴颈及连杆轴颈,机加工余量不足使得加工过程会产生较大的内应力,产品精度低,柔性差,质量稳定性得不到保证[11]。20世纪80年代,随着CNC车削、CNC外铣加工以及CNC内铣加工技术的出现,曲轴粗加工的生产效率、加工精度大幅度提升,适用范围广,柔性好,加工性能指标逐步增强。
其后,车-车拉技术开始应用于曲轴加工制造过程,一汽大众汽车有限公司生产的EA113发动机将数控车-车拉技术应用于曲轴主轴颈和连杆颈的粗加工、半精加工工艺中[12]。车-车拉技术由于其生产效率、加工精度均高于车削和铣削技术,逐步开始与车削和铣削技术展开竞争[13]。图1所示为具有双主轴、双刀架的车-车拉机床结构示意图[14],机床采用CNC控制技术,加工过程中刀架可随曲轴旋转实行自动进给,从而提高曲轴加工效率和精度。

图1 车-车拉机床的结构
20世纪90年代中期,轴颈的粗加工又开发出CNC高速外铣技术对高硬度材料加工,其表面质量高,还可以实现脆性材料和薄壁材料的加工的独特的优势[15]。由于其生产效率高、加工精度高、产品柔性好,欧美发达国家已较为广泛的采用此种加工方法。图2所示为某公司生产的EFM系列曲轴加工随动高速铣床主机结构图,通过C轴和X轴插补实现铣削切点随动,完成曲轴主轴颈、连杆颈和平衡臂侧面半精加工,建立高速度、高精度、高效率的曲轴加工生产线[16]。
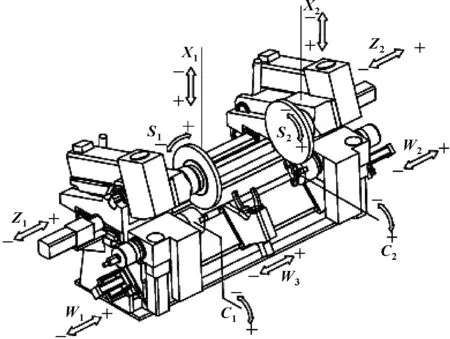
图2 EFM曲轴外铣床主机结构
图2中各坐标轴定义:W1轴、W2轴表示主轴箱移动;W3轴表示中心移动架;X轴表示刀盘径向进给;Z轴表示刀盘侧向移动;C轴表示主轴旋转;S轴表示刀盘旋转。
21世纪以来,复合机床由于其多种加工集成功能广泛使用于曲轴制造业中,双主轴车铣复合机床是利用车铣合成运动来加工复杂工件表面的先进切削技术和工艺方法[17],在曲轴硬化前实现“一次装夹,全部加工”,加工后可直接转入精加工工序。图3所示为瑞士BUMOTEC生产的高精高速铣车复合中心,以铣削功能为主,兼备车削功能,其基本形式是在加工中心上加上车削主轴来完成铣车加工[19]。在保证加工精度的同时,可以大幅提高生产效率。

图3 S-191 FTLR高精高速铣车复合机床
2.2 曲轴精加工
曲轴精加工也从传统的手工磨削逐步转成采用数控磨床磨削工艺发展过程,老式生产线精加工多采用普通的手工曲轴磨床,其产品精度低,尺寸波动范围大。相对于传统的手工磨削生产方式,采用现代化的数控技术,曲轴的加工精度以及尺寸的一致性也得到改善,生产效率大幅提高。此外,由于大多采用普通设备,产品主要通过多设备的分解工序来提高生产效率,生产效率低,场地占用面积大[20]。为了进一步提高曲轴轴颈表面的粗糙度,使用数控砂带抛光机进行超精加工的工艺也得到广泛使用。目前,市面常见的工序集成的CBN数控磨床可以实现一次装夹完成磨削全部的曲轴主轴颈和连杆轴颈[21],还可实现对磨削过程中出现的各种尺寸误差的自动补偿,保证磨削过程中的尺寸一致性,高精度、高效率数控机床成为曲轴精加工发展的必然趋势。图4所示为全数控凸轮轴磨床工作原理,它是按照砂轮与凸轮轮廓磨削点始终跟随的原理进行磨削加工的,工件1由伺服电机C驱动,按恒线速要求进行旋转; 砂轮架2由伺服电机X驱动,可以实现很高的凸轮轮廓精度[22]。
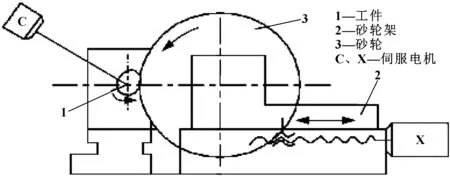
图4 全数控凸轮轴磨床磨削工作原理
总之,随着国外技术的引入,我国曲轴加工技术的自动化程度不断提高。目前曲轴加工工艺已广泛采用自动化生产线和数控技术,具有很高的灵活性和适应性,曲轴的加工工艺正逐步迈向高效率、高质量、高精度的良性发展轨道。采用Pro/E、UG、CATIA等计算机辅助技术应用于曲轴产品的工艺开发过程中,可以对曲轴进行优化设计,优化曲轴加工工艺流程,减少曲轴的加工工序[23]。但是我国的曲轴加工工艺大多依赖外国的技术设备,自主创新程度不高,整体工艺水平仍然很低,在关键技术的掌握方面远远不能达到制造大国的要求,先进曲轴加工技术仍然需要进一步的研究。
3 结束语
随着现代科技的不断进步,我国的交通产业发展迅速,曲轴作为发动机中最重要零部件之一,在车辆的发动机中发挥着相当重要的作用。在引进国外技术的基础上,要不断地吸收创新,优化成本、降低能耗,不断提高国家曲轴制造水平,提高曲轴加工工艺,改进曲轴加工设备的性能,从而提高我国曲轴制造工艺加工的整体工艺水平,对推动我国制造业的大力发展具有重要的意义。
猜你喜欢
汽车与驾驶维修(维修版)(2021年3期)2021-04-28
当代陕西(2019年24期)2020-01-18
科学与财富(2017年27期)2017-10-17
科学与财富(2016年34期)2017-03-23
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
中国水运(2015年1期)2015-02-02
职业·中旬(2009年10期)2009-01-22
