
316L不锈钢搅拌摩擦焊与氩弧焊接接头组织性能比较
2019-02-20 09:24张康武俞洪杰
重型机械 2019年1期
郭 韡,张康武,俞洪杰,尹 刚
(中国重型机械研究院股份公司 陕西 西安 710032)
0 前言
不锈钢具有优良的力学性能、化学和工艺性能(如耐蚀性、耐磨性、耐热性、成形性、相容性及在很宽温度范围内的强韧性),并且其外观精美、强度高,因此广泛应用于石油、化工、造船、机械、军工、核电、生活用品等行业。焊接是不锈钢的重要加工工艺,但传统的焊接工艺对不锈钢的影响较大,尤其是焊接过程中造成不锈钢变形,对于不锈钢的使用性能来说,具有重要影响。如奥氏体不锈钢焊缝中的凝固裂纹及液化裂纹,铁素体不锈钢焊缝中的氢致裂纹、凝固裂纹以及高温脆化现象,马氏体不锈钢的可焊接性较差,易产生冷裂纹,接头抗腐蚀能力较弱等。搅拌摩擦焊接作为一种特殊的焊接方法,消除了传统熔化焊接时出现的焊接缺陷,现已应用于铝、镁等轻质合金的焊接。为满足不锈钢在不同领域的市场需求,将窄的不锈钢焊接成宽幅不锈钢板,扩大了搅拌摩擦焊接可焊材料的范围。因此本文对不锈钢的搅拌摩擦焊接接头组织性能进行了试验研究,为不锈钢焊接应用提供了参考依据。
1 实验材料与方法
试验选用2 mm的316L奥氏体不锈钢板材进行搅拌摩擦焊以及钨极氩弧焊焊接。搅拌摩擦焊接搅拌头材料为硬质合金,搅拌头轴肩直径为12 mm,搅拌针高度为1.75 mm,直径为3.3 mm。搅拌头行进速度为47.5 mm/min,转速为600 r/min,焊接过程中采用氩气保护。采用交直流钨极氩弧焊机对试验板材进行传统双面自熔化焊接,钨极直径选择2 mm,气体流量约为7 L/min,喷嘴内径为12 mm。金相试样采用氯化铁盐酸水溶液(FeCl3为10 g,HCl为30 mL,蒸馏水为120 mL)腐蚀。
2 结果与讨论
2.1 焊接接头组织形貌比较
2.1.1搅拌摩擦焊接接头组织形貌
图1a为316L奥氏体不锈钢母材(BM)的光学显微组织。从图中可见,316L不锈钢的晶粒大小不一,且分布不均。从图1b中可以看出,经搅拌摩擦焊接后,焊核区(Nugget)晶粒与316L不锈钢母材的晶粒形成了明显的反差。搅拌摩擦焊接时,搅拌针及轴肩旋转、下压所产生的热量促使焊核区温度快速升高,从而产生了高温粘塑性变形,母材粗大的晶粒在搅拌针的高速旋转下充分破碎,并且发生了动态再结晶,组织晶粒明显细化。因此,焊核区主要以细小且均匀的等轴晶为主。
热机影响区在焊核区和热影响区(HAZ)之间,由于此区域相对较窄,有时不太明显。热机影响区金属主要依靠搅拌针外围所产生的搅拌旋转惯性作用发生了一定程度的拉长变形,变形程度没有焊核区明显,晶粒相对粗大且不均匀;由于焊件沿厚度方向向下的温度分布逐渐降低,从而产生了一定的温度梯度,因此不同厚度区域材料的粘性系数以及摩擦阻力也产生了相应的梯度差,导致热机影响区呈现出具有一定方向性的均匀的层状组织,如图1c。热影响区离焊缝中心相对较远,所以温度相对较低,主要以焊接过程中产生的循环热为主,不产生塑性变形,晶粒相对粗大,如图1d所示。

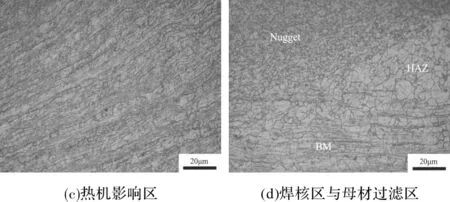
图1 搅拌摩擦焊接接头显微组织
2.1.2钨极氩弧焊接接头组织形貌
钨极氩弧焊接接头由三部分组成,即焊缝区(Welding zone,简称WZ)、热影响区和母材,如图2a所示。在母材与焊缝的过渡区,未熔化的金属相当于铸造过程中铸模的模壁,可以当做非均匀形核的母体,因此在焊接循环快速冷却过程中会迅速产生大量的晶核,且同时向不同方向生长。由于晶核数目太多,故邻近的晶粒还未长大便相互碰撞,不能继续生长,便在焊缝区附近形成一薄层细晶(Fine grain,简称FG)区,如图2 b所示。焊缝区主要由柱状晶(Columnar crystal,简称CC)组成,未发现明显的等轴晶。主要是由于当细晶区形成后会有大量的结晶潜热释放,减小过冷度,新的晶核很难形成,但是有利于细晶区内靠近液相的某些小晶粒的持续长大。同样当遇到其他晶粒后便停止生长,最后形成相互平行且粗大而致密的柱状晶区,如图2c所示。
从奥氏体不锈钢焊接的微观组织看,奥氏体不锈钢的熔化焊接的凝固和固态相变有四种可能模式,分别为A、AF、FA和F凝固模式:A凝固模式得到的微观组织为全奥氏体,规整的凝固组织;AF为铁素体存在于胞晶晶界和枝晶;FA由铁素体→奥氏体相变后形成的骨架状和(或)板条状铁素体;F为针状铁素体或者是铁素体母相晶粒边界上含有魏氏体状奥氏体。从铁素体的形状来判断,即为板条状或骨架状,因此316L奥氏体不锈钢钨极氩弧双面焊接的凝固过程应属于FA凝固模式,即是以δ铁素体为初始析出相的凝固过程,在凝固末端前形成奥氏体,这种奥氏体是通过包晶-共晶反应形成的,并在凝固末端时存在于凝固的铁素体晶粒边界。


图2 钨极氩弧焊接接头显微组织
2.2 显微硬度测试
图3所示为母材及两种焊接接头的显微硬度分布。搅拌摩擦焊、钨极氩弧焊接接头及母材的平均显微硬度值分别为195.5 HV、160.7 HV和159.7 HV。从图中可以看出,搅拌摩擦焊接接头的显微硬度明显高于钨极氩弧焊接接头及母材的显微硬度。其中,搅拌摩擦焊接接头的平均显微硬度值与母材相比提高了35.8 HV,其峰值比母材高49.7 HV,显微硬度大大增加。搅拌摩擦焊接接头焊核区的显微硬度值较其他区域相对较高。主要是因为在搅拌摩擦焊接过程中,焊缝金属发生了剧烈的塑性变形,且受到了较高的热循环,引发了动态再结晶,形成了均匀且细小的再结晶晶粒,细晶强化是材料显微硬度提高的主要作用;此外,焊接过程中所产生的加工硬化以及残余应力对焊核区显微硬度的提高也起到了一定的作用。对于钨极氩弧焊接来说,焊缝区经历了熔化和凝固的过程,容易出现组织疏松、孔洞、偏析等铸造缺陷,因此显微硬度相对较低。热影响区的金属主要受到焊接热循环作用,没有发生熔化,不存在铸造缺陷,因此显微硬度略高于焊缝区。

图3 显微硬度分布
3 结束语
(1)搅拌摩擦焊接属于固相连接。由于焊缝金属受到了剧烈的机械搅拌和塑性变形,促使原始粗大的晶粒破碎,组织发生了动态再结晶,细化了晶粒;钨极氩弧焊接过程中,焊缝区域温度超过了焊件材料的熔点,整个焊接过程属于小熔池的凝固,焊缝呈现出典型的铸态组织。
(2)搅拌摩擦焊接接头的显微硬度与母材和钨极氩弧焊接接头相比显著提高,其显微硬度分别为195.5 HV、159.7 HV和160.7 HV。细晶强化作用对搅拌摩擦焊接接头显微硬度的提高起到了至关重要的作用。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
湖南大学学报(自然科学版)(2021年4期)2021-04-25
失效分析与预防(2021年6期)2021-02-15
中国金属通报(2019年6期)2019-08-20
航空材料学报(2019年2期)2019-04-15
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22
