
原油储罐用国产高强钢性能分析与工程实践
2019-01-29 03:06:32罗林林何玉洪
天然气与石油 2018年6期
谢 兵 彭 典 罗林林 何玉洪
1. 中国石油工程建设有限公司西南分公司, 四川 成都 610041;2. 中国水利水电第七工程局有限公司第二分局, 四川 成都 610017
0 前言
原油储罐采用国产化高强度钢板已有20余年的历程。1999年武钢生产的高强度钢板(WH 610 D 2)首次应用于北京燕山石化公司4台10×104m3浮顶式原油储罐上,虽然当时钢板的各项技术指标能满足设计要求;但由于武钢受制于当时轧机的限制,钢板表面质量、板形控制等不如进口钢板,性能稳定性稍差,生产成本较高,和进口钢板相比,技术价格优势不明显,影响了储罐用高强度钢板的国产化进程。
国产高强度钢板真正得到全面推广是在2004年以后。2004年3月,国家发展和改革委员会正式启动国家石油储备基地一期项目建设。2004年6月,为打破国外企业垄断,国家发改委能源局、工业司在多次听取了国内主要钢铁企业、中国石化集团公司、国家石油储备基地公司等单位意见后,明确提出,大型储罐用高强度钢板必须走国产化道路,要充分利用国家石油储备基地建设的契机,推广国产化钢板,摆脱高强度钢板依赖进口的局面。2004年7月,国家发改委能源局(石油储备办公室)、工业司组织召开了大型储罐建设用高强度钢板国产化工作启动会。会议正式决定成立国产化联合攻关组。联合攻关组由中国石化联合国内主要钢企、研究院、设计院、焊材厂组成。联合攻关组内各钢铁企业的高强度钢板相继通过技术评审。并在四个国家储备基地中使用,其中镇海国家石油储备基地使用了28台,大连国家石油储备基地使用了18台,舟山国家石油储备基地使用了38台,黄岛国家储备基地使用了20台。
目前,选用国产高强度钢板建造或已定货准备建造的大型储罐已接近400台。国内能生产大型储罐用高强度钢板并投入应用的钢铁企业有武汉钢铁(集团)公司、舞阳钢铁有限责任公司、鞍钢新轧钢股份有限责任公司、宝山钢铁股份有限公司、济钢集团有限公司和南京钢铁联合有限公司等。这些钢铁企业的高强度钢板合计月最大生产能力超过40 000 t,完全能满足国内建设的需求[1]。
1 国产高强度钢板的技术性能
1.1 技术特点
储罐用高强度钢板有两个特性:一是适用于大线能量焊接,二是低焊接裂纹敏感性。
为达到以上共同的两个特性,各钢企使用的技术路线却并不相同。从轧制工艺上说,有离线淬火+离线回火的调质热处理工艺;有在线控制冷却(TMCP)+离线回火的控轧工艺。武钢、舞钢、宝钢应用的是前者,鞍钢、济钢和南钢应用的是后者。即使是相同的轧制工艺,各企业所倚重的微合金化参数也不尽相同。最终金相组织有回火索氏体、下贝氏体等[2-7]。
1.2 主要元素对钢板性能的影响
C质量百分比,C是钢中不可缺少的提高钢材强度的元素之一,随着C含量的增加,铁中Fe3C增加,淬硬性也增加,钢的抗拉强度和屈服极限会提高而延伸率、冲击韧性下降。C含量的增加会加剧焊接时产生冷裂纹的倾向。
Si质量百分比,Si主要以固溶强化形式提高钢的强度,但含量过高,会降低钢的韧性,增加焊接裂纹敏感性。
Mn质量百分比,Mn能提高钢的抗拉强度和屈服强度,Mn过大,则会增加焊接裂纹敏感性,而且,带来过大的淬透性会使钢材韧性和接头韧性变差。
S、P是杂质元素,应尽量予以控制。
Al是钢中主要脱氧元素,Al过高会引起钢中夹杂增多,不利于钢的韧性。
Ti,是碳化物和氮化物强烈形成元素,它能明显地提高钢的高温强度。Ti和N结合形成TiN细粒状弥散分布的粒子,可以减轻大线能量焊接热影响区的脆化。利用TiN的沉淀物还可以抑制焊接时奥氏体的晶粒粗大,增加针状铁素体的沉淀核。Ti和N应按一定比例存在,效果方能达到最佳。
B是强烈提高淬透性的元素,能提高钢的强度,和N联合作用还能提高钢的低温韧性。但B的含量过高会产生再热裂纹。
Ni、Cr有利于提高母材和焊接接头的强度,改善韧性。过量会使焊接性能变差。
Mo能提高钢的高温性能和淬透性,过量会增加冷裂纹的敏感性。某钢厂的08 MnNiVR正是通过发现以前的08 MnNiMoVR的冷裂纹问题后降低Mo含量后得到的成熟产品。
V也能提高钢材和焊接接头强度,但它和某些元素联合作用会降低钢材和接头的韧性,增加裂纹敏感性,特别是厚板的裂纹敏感性。
Ni能提高钢的强度和韧性,特别是低温韧性[8]。
1.3 典型高强钢化学成分范围
各种高强度钢板根据壁厚范围不同,轧制参数也有变化,化学成分控制也不尽相同。但各钢企公开的元素范围却差不多[9-11],见表1~3。
表1武钢公开的元素范围和性能参数

牌号CSiMnPSNiCrMoVPcmCeq12 MnNiVR≤0.150.15~0.401.20~1.60≤0.020≤0.0100.15~0.40≤0.30≤0.300.02~0.06≤0.23≤0.45
表2宝钢公开的元素范围和性能参数

牌号CSiMnPSNiCrMoVPcmCeq08 MnNiVR≤0.110.15~0.401.20~1.60≤0.015≤0.0050.15~0.40≤0.20≤0.300.02~0.06≤0.22≤0.44
表3日本新日铁公开的元素范围和性能参数

牌号CSiMnPSNiCrMoVPcmCeqSPV 490 Q0.08~0.140.15~0.551.10~1.60≤0.020≤0.010~≤0.10≤0.30≤0.08≤0.24≤0.45 注:Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B;Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14。
1.4 各标准高强钢力学性能分析
随着国内装备的不断进步和实物性能水平持续提高,大型原油储罐用高强度钢板因杂质元素控制越来越严格,性能也越来越好。2011版GB 19189《压力容器用调质高强度钢板》(简称GB 19189-2011)相对于2003版就大大提高了冲击功值。而中石化企业标准Q/SHCG 51.1-2013《10万立方米浮顶油罐用钢板技术条件 第1部分:12 MnNiVR钢板》,不但在GB 19189-2011基础上进一步提高了冲击功值,还对各厚度范围的延伸率作了明确要求,见表4。
表4各标准储罐用高强钢力学性能要求
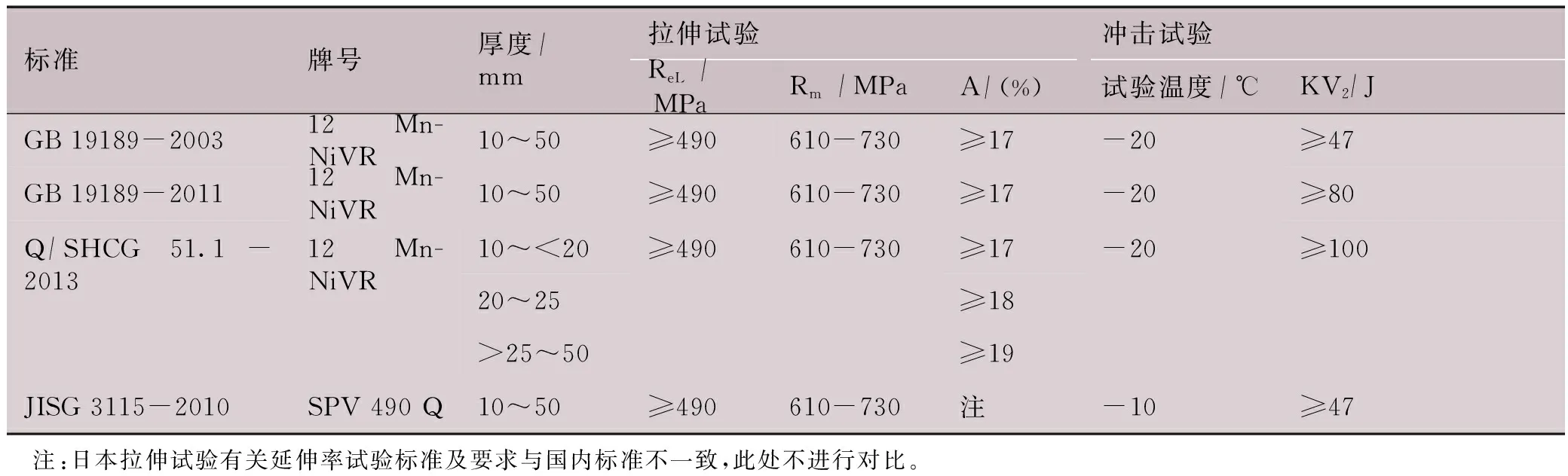
标准牌号厚度/mm拉伸试验冲击试验ReL/MPaRm/MPaA/(%)试验温度/℃KV2/JGB 19189-200312 Mn-NiVR10~50≥490610-730≥17-20≥47GB 19189-201112 Mn-NiVR10~50≥490610-730≥17-20≥80Q/SHCG 51.1-201312 Mn-NiVR10~<2020~25>25~50≥490610-730≥17≥18≥19-20≥100JISG 3115-2010SPV 490 Q10~50≥490610-730注-10≥47 注:日本拉伸试验有关延伸率试验标准及要求与国内标准不一致,此处不进行对比。
1.5 焊接裂纹敏感性控制
根据以上三种钢种化学成分和性能参数的比较,可发现国产高强度钢的焊接裂纹敏感性组成值Pcm控制要求比日本企业更加严格。

试验结果表明,该钢板即使在0℃下施焊也可以不产生焊接冷裂纹。
国内另外两家某钢企也做了斜Y坡口焊接冷裂纹试验,见表6~7。
表5某钢企甲钢板斜Y坡口焊接冷裂纹试验结果

板厚/mmCeq/(%)预热温度/℃表面裂纹率/(%)断面裂纹率/(%)320.41室温0 0 00 0 0500 0 00 0 0750 0 00 0 01000 0 00 0 0 注:表中每预热温度为3件试件,每试件检查5个剖面、10个断面。
表6某钢企乙钢板斜Y坡口焊接冷裂纹试验结果
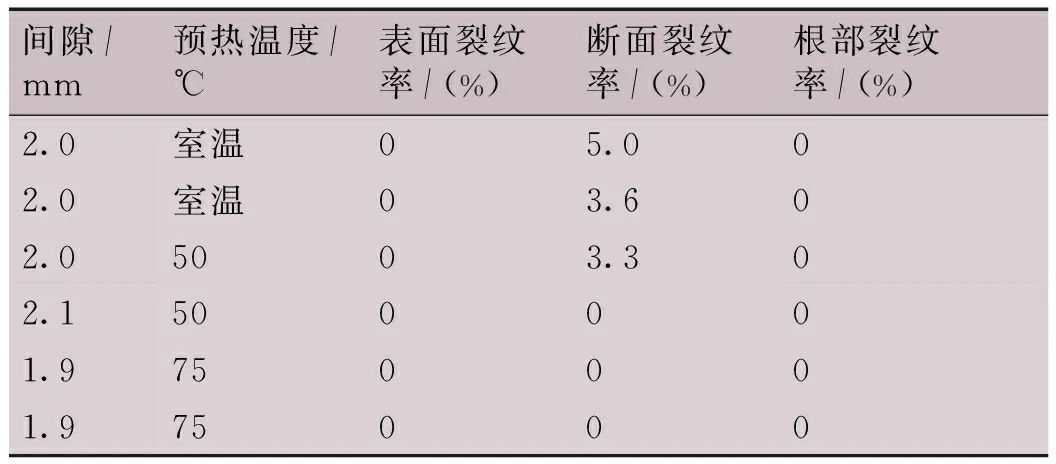
间隙/mm预热温度/℃表面裂纹率/(%)断面裂纹率/(%)根部裂纹率/(%)2.0室温05.002.0室温03.602.05003.302.1500001.9750001.975000
表7某钢企丙钢板斜Y坡口焊接冷裂纹试验结果
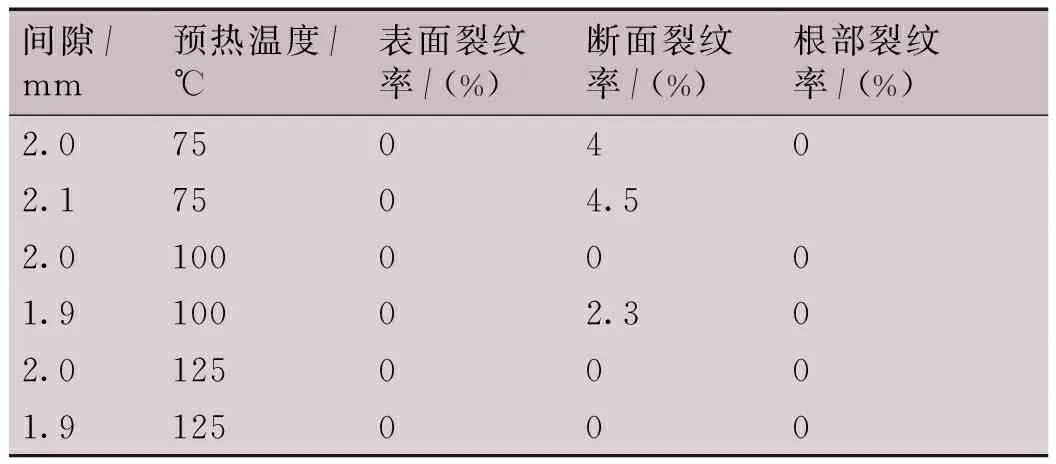
间隙/mm预热温度/℃表面裂纹率/(%)断面裂纹率/(%)根部裂纹率/(%)2.0750402.17504.52.01000001.910002.302.01250001.9125000
通过以上分析不难看出,在实际工程高强度钢板焊接施工过程中,适当降低焊前预热温度是可行的,但完全取消焊前预热是值得商榷的。
1.6 再热裂纹敏感性指数
日本伊藤等人采用Y型坡口拘束试板进行研究,提出了再热裂纹敏感性指数PSR的概念,并建立了公式[16]:
由此可见钢材的化学成分中有较强的碳化物形成能力的元素对钢材再热裂纹敏感性是有影响的。
通过研究,当PSR≥0时,则易发生再热裂纹。在工程应用中,通常我们要求有开口接管焊接,需要作整体退火热处理的SR钢板PSR小于0.00。目前,国内钢企通过调整元素比值,均能让这一指标达到要求。
1.7 适合大线能量焊接
大线能量、自动化、强迫成型是大型储罐气电立焊的基本特点。大线能量焊接可使焊接接头奥氏体晶粒粗化和韧性损失。某钢企甲对厚度为32 mm的钢板进行气电立焊后力学性能试验,结果见表8。某钢企乙对厚度为32、40 mm钢板进行气电立焊后力学性能试验,结果见表9[17-18]。
表8某钢企甲钢板气电立焊接头力学性能试验结果

线能量/(kJ·cm-1)拉伸试验-10℃ AKV/Jσb/MPa断裂位置焊缝HAZ88.2~98.4640 670均为母材65 60 92177 177 198
表9某钢企乙钢板气电立焊接头力学性能试验结果
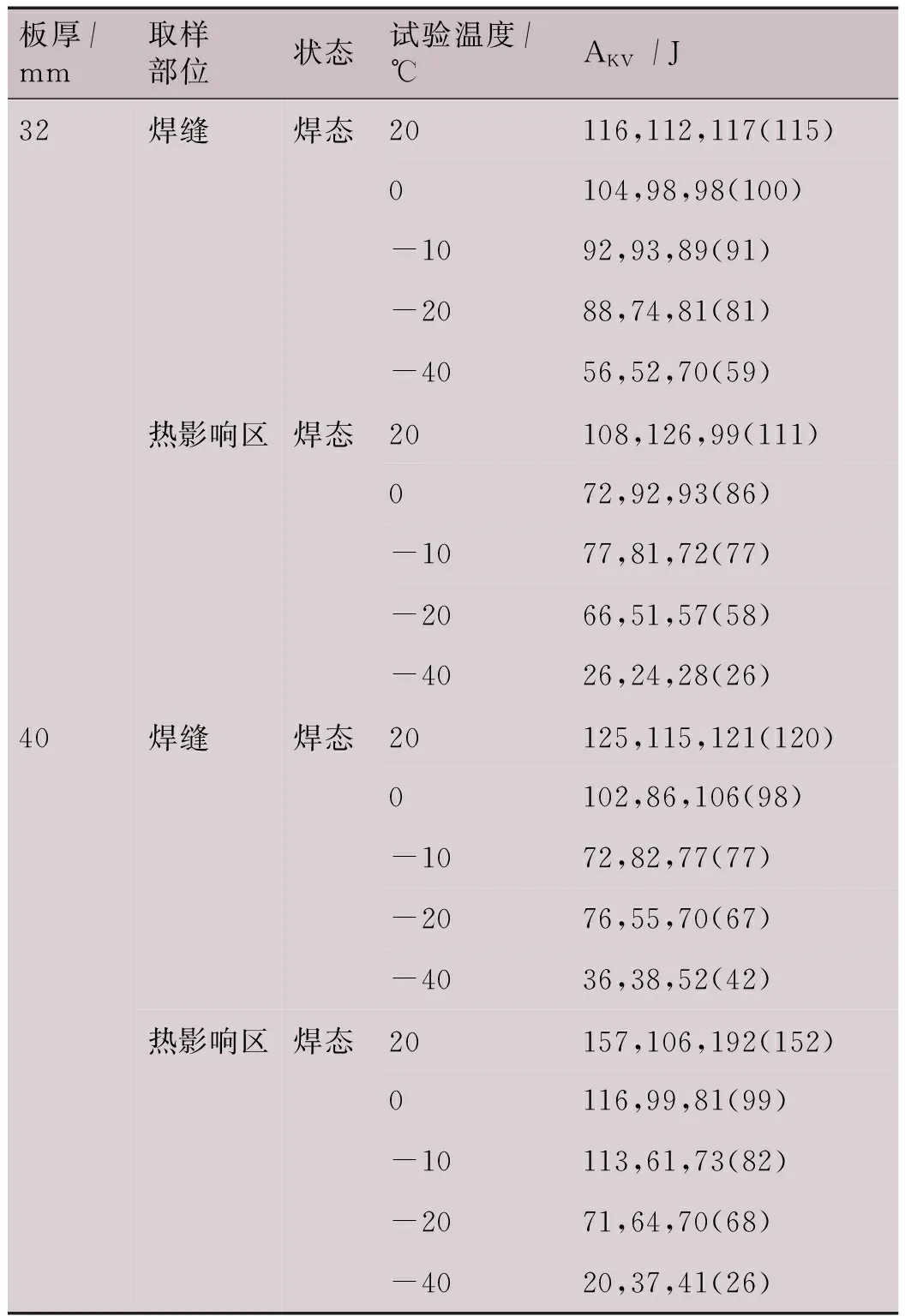
板厚/mm取样部位状态试验温度/℃AKV/J32焊缝焊态热影响区焊态20116,112,117(115)0104,98,98(100)-1092,93,89(91)-2088,74,81(81)-4056,52,70(59)20108,126,99(111)072,92,93(86)-1077,81,72(77)-2066,51,57(58)-4026,24,28(26)40焊缝焊态热影响区焊态20125,115,121(120)0102,86,106(98)-1072,82,77(77)-2076,55,70(67)-4036,38,52(42)20157,106,192(152)0116,99,81(99)-10113,61,73(82)-2071,64,70(68)-4020,37,41(26)
从上述实际施焊焊接接头试验结果可以看出,钢板在很大的焊接线能量范围内,焊接接头的冲击韧性下降明显,HAZ的冲击韧性均保持与母材相当的水平,完全能满足工程大线能量焊接需要。
2 工程中对高强度钢板的技术要求
2.1 对板形的要求
钢板尺寸、外形、质量及其允许偏差按GB 19189-2011的规定。其中钢板沿宽度方向的不平度不超过6/1 000。
2.2 力学和冷弯性能
钢板应逐张进行拉伸试验、冲击试验(横向取样)和冷弯试验,试验结果应符合表10规定。
2.3 焊后性能的要求
全部钢板应保证油罐经过气电立焊(线能量70~100 kJ/cm)、埋弧焊、手工焊、气保焊后,焊接接头的热影响区夏比V形缺口-20℃冲击功平均值不低于47 J,单个值不低于33 J,试验方法及要求按NBT 47014-2011《承压设备焊接工艺评定》的规定进行。冲击试样的取样位置从焊缝上表面刨掉1~2 mm做为冲击试样上表面,冲击试样的缺口划线位置为断面浸蚀出熔合线(FL)中点向焊接热影响区方向外推1 mm,或紧靠熔合线(FL)最上方,最大限度地通过焊接热影响区[19]。
表10拉伸试验、冲击试验(横向取样)和冷弯试验
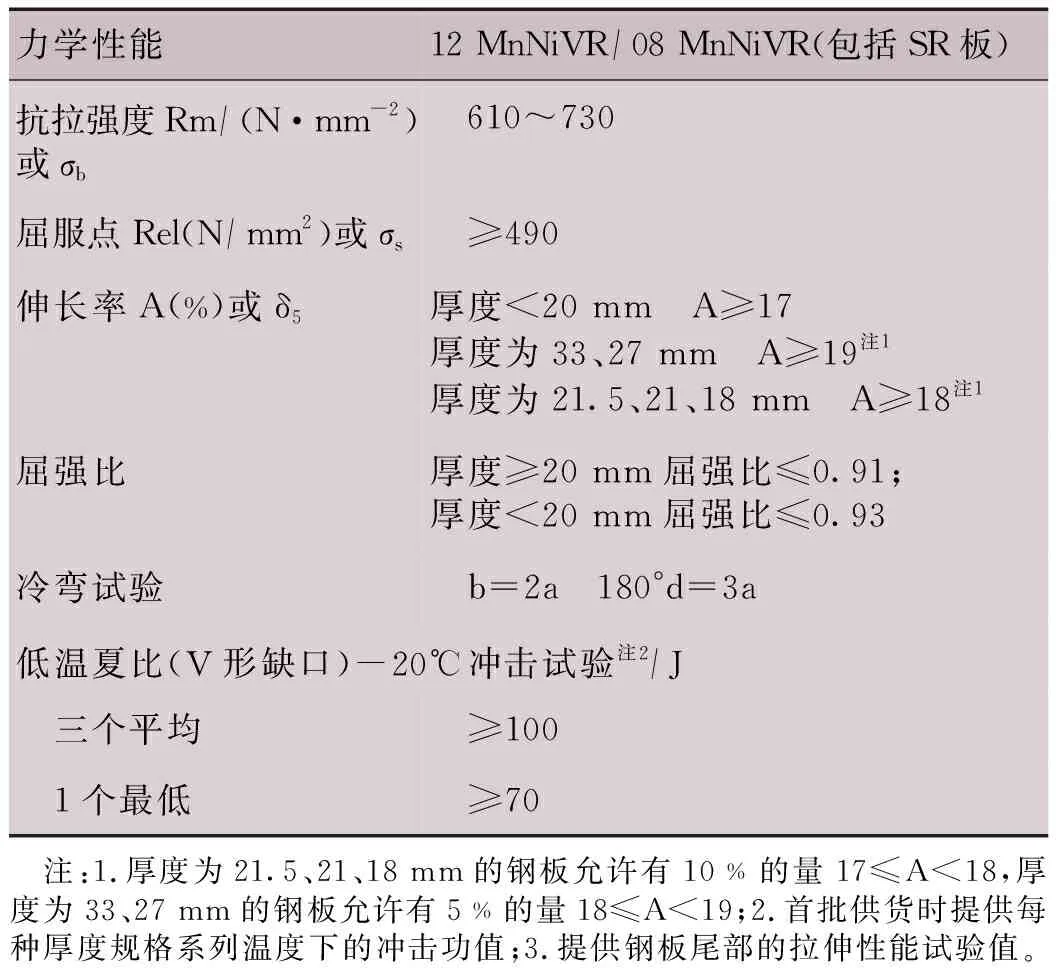
力学性能12 MnNiVR/08 MnNiVR(包括SR板)抗拉强度Rm/(N·mm-2)或σb 610~730屈服点Rel(N/mm2)或σs ≥490伸长率A(%)或δ5厚度<20 mm A≥17厚度为33、27 mm A≥19注1厚度为21.5、21、18 mm A≥18注1屈强比厚度≥20 mm屈强比≤0.91;厚度<20 mm屈强比≤0.93冷弯试验 b=2a 180°d=3a低温夏比(V形缺口)-20℃冲击试验注2/J 三个平均 ≥100 1个最低 ≥70 注:1.厚度为21.5、21、18 mm的钢板允许有10 % 的量17≤A<18,厚度为33、27 mm的钢板允许有5 % 的量18≤A<19;2.首批供货时提供每种厚度规格系列温度下的冲击功值;3.提供钢板尾部的拉伸性能试验值。
3 存在的问题及发展建议
3.1 抗大线能量焊接能力问题
目前,按GB 19189-2011规定,高强度钢板12 MnNiVR的焊接线能量要求必须在100 KJ/cm以下。根据计算,大线能量的气电立焊最大允许厚度须小于23 mm。以10×104m3原油储罐为例,第一和第二圈壁板立缝就必须开X型坡口,采取双面焊。这样势必大大降低焊接效率,焊接质量也较单面焊低,增大返修几率。
如果能发展出可抗150 kJ/cm线能量级的钢板,则厚度为26~27 mm,也就是10×104m3原油储罐的第二圈壁板,其立焊缝也可以采用开V型坡口的单面焊。如果发展出可抗180 KJ/cm线能量级的钢板,则厚度为32~33 mm,也就是10×104m3原油储罐的第一圈壁板,其立焊缝也可以采用开V型坡口的单面焊。我们可喜地看到,目前有些国内企业,如湘钢生产的高强钢(XG 610 D),其实物值已经可以达到抗180 KJ/cm线能量焊接的要求。如果在适当成本范围内能保证其性能稳定,则原油储罐用高强钢取得新的技术突破将大为可期。
3.2 抗腐蚀问题
原油中大多含有酸、盐、硫等腐蚀性物质,原油储罐罐底水区部分的油水混合物中腐蚀介质则更为集中,一般有含量不等的H2S、SO2、CO2等腐蚀性较强的物质。工程检修中发现,原油储罐的腐蚀部位主要集中在罐底部2 m以下的罐壁板及罐底板。腐蚀形态主要表现是坑蚀。如果检修不及时或防腐涂层质量原因,致使腐蚀程度逐渐加深,则会大大降低储罐的使用年限或增加储罐的检修成本。
所以在大型原油储罐用高强度钢板解决了高强度、高韧性、低裂纹敏感性和抗大线能量焊接等机械性能后,适当往抗腐蚀性能上延伸,进一步提高此种钢板的品质,不无是一种好的选择。
3.3 交货状态问题
标准GB 19189-2011明确规定12 MnNiVR只有一种交货状态,就是淬火+回火。但从第一批试制成功的钢企来看,交货状态就不统一。目前更是各自为战,淬火+回火,DQ+回火,TMCP+回火三种工艺并存,且都各自在工程实践中成功应用。因此,国家标准的实时跟进就显得尤为重要,否者难免会给设计人员和用户带来不必要的困扰。
4 结论
大型储罐用国产高强度钢板具有高强度,高冲击韧性、适合大线能量焊接、低焊接裂纹敏感性,低再热裂纹敏感性等特性。该型钢板的跨行业联合研制和迅速推广,是一件非常鼓舞人心,长民族志气的大事。目前先进的控轧控冷+在线回火(HOP)工艺等新技术的应用,使高强度钢板的生产不但速度更快、生产周期更短,且成本得到了较大的降低。回顾大型储罐用高强度钢板的研制历程,仍有重要的借鉴意义。
猜你喜欢
江苏安全生产(2024年3期)2024-04-10 09:01:48
中国金属通报(2022年1期)2022-06-02 02:09:56
煤气与热力(2022年4期)2022-05-23 12:44:58
建材发展导向(2021年14期)2021-08-23 00:56:22
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
云南教育·中学教师(2019年12期)2019-08-13 07:28:26
山东冶金(2019年2期)2019-05-11 09:12:22
—— 储罐
党员干部之友(2016年6期)2016-08-01 06:06:49
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
