
滚塑无伞空投储水罐的设计与分析
2019-01-29 11:24赵西友李彦平王静伟耿小凯
中国塑料 2019年1期
赵西友 ,李彦平,王静伟 ,耿小凯
(1.空降兵训练基地,广西 桂林 541003;2.河北金后盾塑胶有限公司,河北 邢台 054000)
0 前言
目前救援物资的主要空投方式为有伞空投,有伞空投准备工作繁杂,着陆散布面广,空投成本高、气候环境影响大,整体利用率低。有伞空投的高成本和低效率促进了空投物资的无伞空投包装的研究。
无伞空投是指装备、物资不系降落伞的空投,具有包装简单、受气象影响小、着陆散布小、成本低、利用率高等特点。本文以饮用水、汽油、柴油等液体类物资无伞空投为研究对象,通过对无伞空投包装的结构、外形、尺寸设计、材料调配、工艺改进、空投实用性能进行研究,实现液体类物资在150 m高空的成功无伞空投。
1 研制背景
滚塑无伞空投储水罐,在150 m的高度空投后呈近似于自由落体的加速运动,其着陆时的瞬时速度在42.5 m/s左右。因而,着陆时滚塑无伞空投储水罐将承受巨大的冲击力。但着陆时的冲击力不会对液体本身造成破坏,而是转化为对罐体的破坏。从数值模拟和空投试验的结果来看,对罐体的破坏方式有2种情况:一是在着陆瞬间液体向四周急剧扩散,由于受到罐体的限制,从而对罐体形成了巨大的张力,罐体发生突然变形,因而有可能对罐体造成破坏;二是通过实际高空空投试验发现,由于液体的流体特性,以及罐体的不规则和着陆姿态的不确定性,可能造成液体向四周的不均匀扩散,着陆瞬间在某个部位可能形成液体的局部强烈冲击,使罐体的局部突破其所能承受的强度和弹性极限,对罐体造成破坏。
由以上分析可知,空投的成功与否,取决于罐体是否完好,以及液体是否外泄或污染。因此,对滚塑无伞空投储水罐设计的目的不仅仅是通过缓冲来减轻储水罐承受的冲击力,而是通过滚塑设计采用具有足够强度并且利于在着陆瞬间释放或转化能量的高分子材料,来抵抗液体所承受的瞬间冲击力,以确保液体着陆后的完好。
目前常用的储水罐有铁皮桶、橡胶储水罐、聚氯乙烯(PVC)涂层布储水罐。铁皮桶沉重、易生锈、寿命短,主要应用于短途少量水的存储。橡胶储水罐材料常用非饮用水等工业用水的储存,橡胶有毒,不能储存饮用水;PVC涂层布储水罐虽然无毒无味、可折叠、质量轻,方便携带,但是不能带水空投。为了解决以上常用储水罐存在的问题及弊端,进行了本次创新设计。
部队在作战、演习或在野外训练时,饮用水及饮用水的补给相当重要。目前野战部队的饮用水的主要获取方式是就地寻找淡水资源,采用净水设备净水,然后用现有储水袋、储水罐储存净化后的水,但很大程度受地理环境影响,尤其是在恶劣环境或在减灾救援中,目前带降落伞的空投仍然是主要的空投方式。例如在2008年的5.12汶川大地震中,大部分的物资都是通过有伞空投来完成,准备工作繁杂,着陆散布面广,利用率低,装备一次性使用,在经济上造成了很大的浪费。虽然也利用直升机在距地面很低的高度实施了饮用水的直接空投,但专用的无伞空投储水罐进行有效的缓冲防护,效果很不理想,无法解决紧急用水情况。因此,结合无伞空投技术,滚塑无伞空投储水罐的设计制作,降低成本,提高液体空投有效性,对于野战、救援部队饮用水的补给有很大帮助。
2 基本组成与功能
滚塑无伞空投储水罐主要用于空投饮用水,也可进行汽油、柴油等液体类补给物资,使用航空器范围广,包括各种型号的运输机、运输直升机等,可进行单个空投,也可捆绑成小件、中件或大件空投。
由储水罐和携行包组成(见图1)。储水罐用于盛装液体,主要包括滚塑成型的椭球形罐体和不锈钢材质的充、放液口,是盛装液体的主要载体。携行袋主要用于储水罐在装卸、运输过程中的携行,同时对袋体也有一定的保护作用。空投系统具有成本低、包装快以及投放后散布度小的优点,是一种在救灾和紧急援救行动中值得推广的新型空投装备。

图1 滚塑无伞空投储水罐组成Fig.1 Composition of rotationally molded water storage tank
3 成型工艺
3.1 工艺简介
滚塑无伞空投储水罐的成型工艺为滚塑工艺一体成型。滚塑工艺是目前国际最先进的塑料包装制品生产制作工艺之一,它可以成型大型、超大型、复杂型、一箱多腔型、多色、多层壁的制品。该工艺在成型过程中分子自由结合、链接紧密,不受任何外力作用,产品无内应力,使产品韧性好,受强冲击后不易变形和破裂。此工艺本身会形成制品边角较厚,自然形成框架支撑结构,使跌落时最易着地的边角位置强度大,因此成就了制品的强抗冲击能力,不变形、不损坏,使用寿命长。基于以上性能,滚塑包装箱特别适用于野外作业和野战军用装备物资的包装储运,滚塑包装也一直作为美国等西方发达国家军用装备物资的主流包装产品,广泛应用于近几场局部战争中,战场环境勤务适应性已经得到了多年的实战检验。
3.2 滚塑产品性能特点
(1)环境适应性强,耐湿热、耐高低温;(2)抗冲击性强,可实现有伞/无伞空投;(3)耐酸碱腐蚀,耐盐雾,防霉菌;(4)水密性好,防水隔潮,可漂浮救生;(5)气密性好,可充惰性气体,可长效封存;(6)耐压减震,方便堆码,可集装化运输;(7)实用性强,性价比高,使用寿命长;(8)材料环保,无毒无味,可回收,循环使用;(9)模块化设计,组合灵活,便于携行;(10)可实现阻燃抗静电,电磁屏蔽,红外隐身。
3.3 本项目生产工艺
本产品采用了最新创新研发成果“三明治”生产工艺。该工艺采用多步间歇滚塑发泡成型技术,需要在模具中先加入非发泡树脂,然后加入发泡树脂,再加入非发泡树脂,当模具内的非发泡树脂粉末开始熔融,覆盖住模具内壁后,打开投入箱或投入袋,释放出发泡树脂粉末,这样就能在致密的非发泡层上形成发泡内芯,当发泡内芯成型后,然后使用第二个投入箱或投入袋,在已形成的发泡内芯层表面释放非发泡树脂,形成非发泡层,即所谓的“三明治”结构。
3.4 工艺关键控制点
(1)滚塑多层加工工艺各层材料的选择。材料既要充分满足产品的性能,如冲击强度、弯曲模量等理化性能指标的要求,各层材料又要能充分结合在一起,最终达到产品整体相对减重、性能增强的目的;
(2)本项目材料涉及发泡原材料和非发泡原材料,增加了停机开模的工序,为了方便开模加料,滚塑模具需要特殊设计,加料口的大小、开口位置、如何与工艺执行性、工人操作性实际结合均是本项目的关键控制点,滚塑模具的设计也是本项目的关键技术之一;
(3)在滚塑加工工艺中,温度对模内粉料的影响很大,温度的控制直接影响多层滚塑成型工艺的层与层之间的结合程度与成型质量。每种材料均有其固有特性,在滚塑加工工艺的总体要求下,不仅要使其充分结合、减轻箱体总体质量,更要提高产品的抗冲击强度,滚塑加工工艺参数如投料时间、加热时间、转速、风冷时间、水冷时间等工艺参数的确定,也是本项目的关键控制的重点。
该工艺生产的产品“空投型弹药包装箱”已于2017年在空军进行了实弹空投试验,战技指标全部达到空投新标准,该工艺应用成熟。
4 结构设计
滚塑无伞空投储水罐整体结构为椭球形,无任何边角棱等应力集中结构。底面为平面,底面与水罐四壁通过圆角结构平滑过渡,避免空投时应力集中结构局部受到强冲击而发生破裂。表面均匀分布圆条状加强筋结构,更加增强水罐整体结构的强度,增加其抗冲击性能。
考虑物资携行、搬运方便,罐体自身两侧设置有滚塑一体成型的把手槽,把手为箱体内凹设计自然形成。注水口、出水口均采用内嵌结构形式,与箱体紧密结合为一体。注水口盖、出水口盖通过螺纹连接进行密封,且密封后整体低于产品表面,产品表面设有防护凸肋,避免空投时受到冲击。

1—罐体 2—加强筋 3—出水口 4—防护凸肋 5—螺纹堵头 6—注水口 7—把握槽图2 滚塑空投水罐Fig.2 Rotationally molded water storage tank
5 材质
5.1 罐体材质
储水罐可以盛装饮用水及汽油、柴油,作为储存食用物资的产品,材质的选择必须符合食品包装安全要求,另外还需要高强度的抗冲击性能和弹性。综合设计者多年的同类产品的研发经验,无伞空投储水罐罐体材质选用食品级聚乙烯,食品级聚乙烯,耐酸碱、抗腐蚀性能好,力学性能优良,该材质已普遍应用于食品级塑料制品、菜板、储水罐、水箱等。
该储水罐采用滚塑成型的椭球形结构,一体成型,无棱角、无附加缓冲结构,与地面接触时无应力集中点,并可形成弹跳缓冲,避免直接冲击,提高抗冲击性。罐体采用3层结构,抗冲击外层原料采用中密度茂金属聚乙烯,使外层强度高、韧性、刚性好;发泡中层包括高密度聚乙烯、低密度聚乙烯及适量的发泡剂,可降低罐体质量并吸收冲击;防渗内层原料采用高密度聚乙烯,可形成致密、光滑的内膜层,并可根据液体材质适当调整其工艺和配方,盛装饮用水时选用食品级聚乙烯,盛装燃油或化学液体时可对应选择防渗、耐腐的聚乙烯;这种结构和配方不但显著提高了储水罐的强度、韧性、抗冲击性能,还可对应盛装不同液体,进而实现了带液无伞空投。

表1 主要原材料的技术指标 106个/cm3
5.2 五金件设计
注水口、出水口各一个,分别为设置在罐体顶端正中及设置在侧面偏上。这样设置,可便于灌装和倾倒液体。注水口、出水口选用304不锈钢材质。该材质耐酸碱腐蚀、防霉菌、防锈,可靠性高,环境适应性强。


1—防脱基座 2—螺纹套筒 3—“L”形防脱钩 4—围栏 5—罐体 6—螺纹孔座 7—螺纹堵头图3 出水口、注水口的结构示意图Fig.3 Diagram of outlet and injection nozzle
注水口、出水口的安装方式:将不锈钢螺纹孔座预埋于罐体壁内,并采用多边形防脱基座加“L”形防脱钩和围栏结构,使螺纹孔座与罐体壁紧密结合。该结构密封性好,且具有较高的强度,避免高速冲击造成的破裂或脱落。注水盖和出水盖和孔座采用螺纹连接,形成密封结构。“L”形防脱钩顶端借助围栏连接,形成增强螺纹孔座强度的辅助防脱结构。
5.3 携行包材质
携行包材质为帆布,袋体和手提带固定牢靠,主要为了解决储水罐在运输过程中的携行问题。
6 滚塑无伞空投水罐抗冲击性
无伞空投水罐一体成型,结构规整性高;无棱角、与地面接触时无应力集中点,并可形成弹跳缓冲、避免直接冲击;无附加缓冲结构,结构简单;并集合各层聚乙烯材质的优点,显著提高了储水罐的强度、韧性、抗冲击性能,实现了减薄、减重的同时获得较高的强度和抗冲击能力。
罐体表面均匀环绕有凸出的纬向加强筋,截面形状为半圆形。加强筋与罐体一体成型,圆滑过渡,可避免产生应力集中点,且一般制品的刚度和厚度的平方成正比,凸出增厚加强筋可有效提高水罐的抗冲击性能。
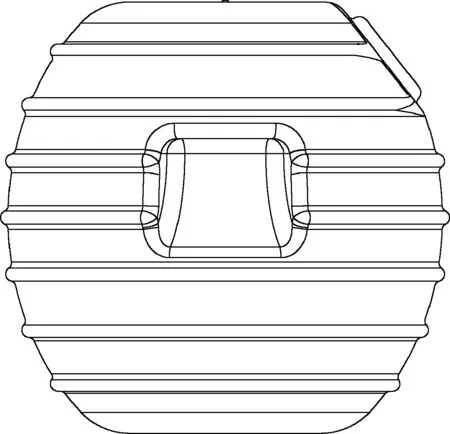
图4 加强筋结构示意图Fig.4 Sketch of rein forcing bars
25 L容量储水罐的罐重为4~8 kg,力学性能与各层的厚度相关,在一定范围内,厚度越大,力学性能越好。储水罐的弯曲刚度可达1 500~1 720 MPa、拉伸强度可达32.3~33.4 MPa、冲击强度可达100~120 kJ/m2。
滚塑工程中,通过合理控制温度和加热时间来控制熔融程度,通过准确控制转速来获得均匀的覆盖厚度和适当的粉末轨迹;滚塑生产后,由于冷却速度的不同,聚乙烯滚塑制品的密度发生一定变化,并对产品的收缩有一定影响。在冷却过程中,聚乙烯分子从无序的状态转变为较为有序的结晶态,当结晶度不同时,聚乙烯制品的密度就不同,物理性能也将有所差别。急速冷却的聚乙烯滚塑制品具有较低的密度,而缓慢冷却的制品则具有较高的密度。通过合理控制冷却时间以控制结晶度,从而获得很好的强度和抗冲击性能。
滚塑过程为3次加料,保持主副轴双向旋转,主/副轴转速为(5~10)/(10~25) Hz;
(1)注入抗冲击外层原料,炉温280~300 ℃,加热时间15~20 min;(2)注入发泡中层原料,炉温200~220 ℃,加热时间20~25 min;(3)注入防渗内层原料,炉温250~270 ℃,加热时间15~20 min;
打开烘箱舱门冷却30~50 min,待模具表面温度降至75~80 ℃时进行卸模。
按照GJB 6854—2009《空降兵装备空投要求》,将储水罐内装相应液体后进行抗冲击试验,在水泥地和草地上进行无伞空投的高度均可达150 mm以上。从图5、图6可以看出,空投现场为沙砾的,储水罐150 m 跌落后仅表面划伤,产品无变形、无损坏,可正常使用。

图5 着地瞬间状态Fig.5 Instantaneous state of landing

图6 跌落后状态Fig.6 State of falling behind
猜你喜欢
凿岩机械气动工具(2022年2期)2022-07-01
设计(2021年20期)2021-11-21
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
重庆工商大学学报(西部论坛)(2020年5期)2020-12-21
模具制造(2019年7期)2019-09-25
汽车实用技术(2018年15期)2018-08-29
IT经理世界(2017年4期)2017-03-25
初中生学习·高(2015年12期)2016-01-08
船海工程(2015年4期)2016-01-05
舰船科学技术(2015年8期)2015-02-27
