直焊式隔板焊接裂纹分析及控制技术研究
2019-01-24 07:11:16黄丽赵鹏飞徐健罗军杨林杨东
东方汽轮机 2018年4期
黄丽,赵鹏飞,徐健,罗军,杨林,杨东
(东方汽轮机有限公司,四川 德阳,618000)
0 前言
某项目低压次末级隔板叶片采用的精铸空心导叶(ZG1Cr13),内环为T型钢板拼焊结构(Q345-D),外环为铸件(GP280)。在隔板焊接完成后,去应力热处理前进行清理打磨焊缝时,发现整圈80只导叶,其中64只导叶焊缝出现批量共性裂纹,如图1所示:均出现在导叶背弧,裂纹位于导叶侧热影响区熔合线,PT显示为贯穿性裂纹。

图1 隔板焊缝缺陷情况图
通常直焊式隔板出现的裂纹处于焊缝中间位置,此次出现在焊缝熔合线,初步分析为焊接应力导致,选择一处典型缺陷进行返修:通过消缺3~4 mm后手工氩弧焊焊接,焊后及焊后24 h、48 h进行PT检验,结果如图2所示,返修后PT无显示,但24 h后发现点状显示,48 h后扩展为贯穿性裂纹,裂纹位置处于补焊焊缝导叶侧热影响区熔合线。

图2 返修试验情况图
1 焊接裂纹成因分析
1.1 实物解剖分析
返修试验后裂纹的形态位置均与返修前一致,因此对返修裂纹进行取样分析。包括金相、硬度和裂纹性质。
通过金相分析,热影响区组织明显异常,分成了2-3#,2-4#,2-6#三个截然不同的组织区域(见图 3)。

图3 金相分析
其中2-3#组织疑为补焊时再次加热导致高温下重结晶,且晶粒度被显著细化,2-6#区域为2-3#区域中最靠近补焊焊道的区域,其被加热的温度更高,冷却下来的时候在晶界形成了网状的第二相。
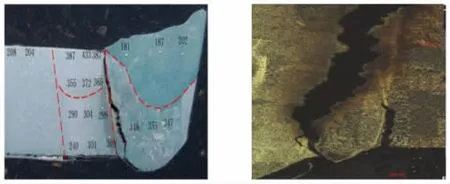
图4 取样接头显微硬度及裂纹断口分析
如图4所示,热影响区硬度高达HV433,整个热影响区的硬度都偏高,从裂纹形貌进行微观分析,裂纹开裂的形式为穿晶及沿晶混合型。
综上分析,导致产品焊缝开裂的原因是焊接过程中热影响区位置的热应力。
1.2 焊接数值模拟分析
1.2.1 模型建立
采用单只叶片进行建模分析,模型及网格划分如图5所示,网格数量10万,内外环全固定约束。材料选用SYSWELD模拟软件已有的材料模,内外环为S3565J2G3、焊材为316L。采用普通角接模型加载双椭球热源,提取了稳定焊接后焊缝的热循环曲线,将结果输入成热源文件,在隔板焊接过程中使用简化的热循环曲线来代替热源模型[1-2]。
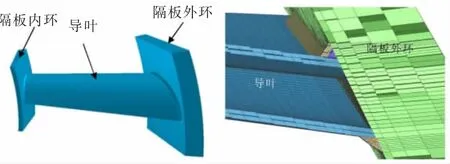
图5 几何模型及网格划分
1.2.2 应力分布情况
经过计算,得出焊接接头的应力分布情况,如图6所示。导叶出汽侧背弧段与外环角度较大,这段位置的表面米塞斯应力最高,与产品裂纹位置分布情况相符合。

图6 焊接接头应力分布
1.2.3 马氏体组织及硬度分布情况

图7 截面马氏体组织占比分布和硬度变化趋势分布情况
图7(a)为两道焊后截面的马氏体占比分布,马氏体组织沿着叶片热影响区的位置分布最多,且在叶片表面熔合线附近区域集中分布;图7(b)硬度也呈相同变化趋势分布。
数值模拟计算的结果与理论分析及实物缺陷相吻合,可以判定:导致焊缝产生裂纹及补焊后再次开裂的原因均为焊接热应力。
1.3 焊接工艺分析
梳理焊接工艺流程,裂纹产生节点为隔板导叶焊缝全部焊接完成,焊接过程中无去应力处理,产品此时结构应力较大[3]。
2 裂纹控制技术研究
2.1 焊接数值模拟优化
结合上述裂纹萌生原因分析,提出增加一次中间热处理、焊前预热以及焊后后热的工艺方案,降低结构应力和减小淬硬组织的影响,并进行数值模拟计算。最终计算结果如下:
(1)中间热处理参数为590℃/6 h,升降温速度均为50℃/h,进出炉温度为20℃,模拟结果:应力峰值区域平均降低约250 MPa的米塞斯应力;
(2)焊前预热到250℃,应力峰值区域平均降低约150 MPa的米塞斯应力;
(3)每层焊后及时进行200℃/1 h的后热处理,然后缓冷,应力峰值区域平均降低约100 MPa的米塞斯应力。
采用上述3种优化方案中的部分或全部,其降低的应力值并不能简单相加,而属于一种递减叠加的效果,假设一种模型,其应力综合降低值σ与3种优化方案的单独降低值(σn)的关系如下:

采用中间热处理+预热+后热的方案,其米塞斯应力降低值σ≈360 MPa。据此,初步确定返修焊接工艺为:590℃/6 h中间热处理,焊前预热250℃,焊后后热200℃,590℃/6 h最终热处理。
2.2 模拟件焊接试验
制作1∶1弧段模拟件,验证如图8所示,按照上述焊接工艺焊接2只导叶产品焊缝,无裂纹显示。按照原始焊接工艺焊接另外2只导叶焊缝,仍然出现裂纹,裂纹形态位置与产品一致,对缺陷部位按照本文2.1节确认的焊接工艺进行返修,返修焊缝合格。

图8 模拟件验证
2.3 产品返修验证
对整副隔板缺陷进行返修,首先进行590℃/6 h中间热处理,按照补焊前预热,焊后及时后热的工艺方案进行返修。由于空心导叶散热较快,为保持预热/后热均匀性,将隔板入炉进行整体预热,焊接采用AWS ER309L进行焊接,补焊完成后整体入炉后热,并进行590℃/6 h最终热处理,打磨清整后PT显示,裂纹全部一次性返修合格。
2.4 新产品制造工艺技术研究
鉴于次末级隔板制造过程中出现上述焊接缺陷,在进行末级隔板制造前,首先采用数值模拟技术计算该产品在制造过程中的应力分布,数据显示应力峰值达600 MPa,极易在焊缝熔合线位置产生裂纹。通过对新产品制造工艺技术进行分析,提出以下三种预案:(1)焊前预热,焊后及时后热;(2)焊接过程中增加一次中间热处理;(3)调整单只导叶焊接顺序;考虑新产品批量制造的工艺性及可操作性,选择实施方案2+方案3用于末级隔板制造,产品一次合格。
3 结束语
本次隔板裂纹产生位置处于焊缝熔合线,通过对裂纹的微观及宏观分析,采用数值模拟计算进行验证,找出产生裂纹的根本原因。有针对性地制定增加中间热处理、整体入炉预热及后热的返修工艺,制作模拟件进行焊接验证后,在产品上将裂纹全部一次性返修合格。
同时,在末级新产品制造前提出裂纹风险控制预案,最终新产品焊接一次合格。
猜你喜欢
东方汽轮机(2021年3期)2021-12-30 07:46:44
化工设计(2021年1期)2021-03-13 08:32:08
模具制造(2019年4期)2019-06-24 03:36:50
沈阳大学学报(自然科学版)(2019年1期)2019-02-22 03:17:12
电子制作(2018年18期)2018-11-14 01:48:22
电子测试(2017年15期)2017-12-18 07:18:51
焊接(2015年11期)2015-07-18 11:12:46
水利水电科技进展(2014年2期)2014-10-17 03:22:10
水电站机电技术(2014年1期)2014-09-26 11:59:47
大电机技术(2014年3期)2014-09-21 06:10:40