
电极摇动对电解加工微孔侧隙的影响研究
2019-01-17 06:56王晓航余祖元袁和传
电加工与模具 2018年6期
王晓航,余祖元,袁和传
(大连理工大学机械工程学院,精密与特种加工教育部重点实验室,辽宁 大连 116024)
在武器装备、航空航天等机械制造领域,微孔加工一直是关键技术之一,加工材料多为高硬度、高强度、高韧性的合金材料,加工难度和挑战性极大[1-2]。目前较常用的微孔加工方法包括机械加工、微细电火花加工、微细超声波加工、激光加工和微细电解加工等。相比于其他加工技术,微细电解加工有其独特的优点:理论上无电极损耗;加工表面质量好,无残留应力与热影响区;加工材料范围广,对材料的强度、硬度无要求[3]。近年来,微细电解加工技术得到越来越多的关注和应用,国内外学者也进行了大量研究,并取得了巨大进展。
由于电解加工存在杂散腐蚀,加工的微孔会产生一定的锥度,导致加工精度降低,通常可采用电极侧壁绝缘和盘形电极等方法予以解决。其中,侧壁绝缘方法主要包括化学气相沉积(CVD)[4]、涂敷有机涂层[5]和涂敷复合涂层[6]等。CVD绝缘膜的绝缘性能良好,但对制膜的环境要求高,且制膜设备昂贵,工序复杂,无法实现在线处理,而其他的简便制膜法都无法保证绝缘膜的均匀与持久性,加上工具电极通常仅为几十微米,在其表面涂覆绝缘膜极易造成电极的弯曲,不利于加工进行。
针对微孔侧隙问题,本文首先研究分析了微细电解加工参数对微孔侧隙的影响,并通过电极摇动的辅助加工方式进行改善。
1 实验设备
本实验采用自行研制的微细电解加工装置,主要包括三轴联动系统 (重复定位精度为1 μm)、信号采集系统、电脑控制系统、电解液循环系统、WEDG单元、脉冲电源和示波器等(图1)。电解液选用浓度为0.2 mol/L的H2SO4溶液,利用微量泵以自循环方式进行侧向冲液,调节电压值可改变电解液流速,保证电解液在工件表面形成一层平缓的水膜。加工回路中的电流值通过霍尔元件采集,并用示波器实时检测加工电压电流值。

图1 微细电解加工实验装置示意图
2 无摇动电解加工微孔侧隙表达式
根据法拉第第一定律,在两极双电层上发生电化学反应的物质质量与通过双电层的电量成正比。阳极溶解金属的体积V为[7]:

式中:ω为体积电化学当量;I为电流强度;t为加工时间。
考虑到电流效率,垂直于阳极平面法线方向上的阳极金属溶解速度va可表示为[8]:

式中:η为电流效率;i为电流密度。
其中,i可表示为[9]:

式中:k为电解液导电率;U为两极间电压;∂E为阴阳极电位的代数和;Δ为加工间隙。
联立式(2)和式(3),可得:

图2是电极无摇动时的孔加工示意图。其中:δ为孔入口侧隙;δ0为电极端部加工侧隙;d为电极直径,d=2r(r为电极半径)。
在加工平衡状态下,阳极金属溶解速度与电极进给速度相同,即va=v1。根据式(4),电极底面加工间隙Δ可表示为[9]:

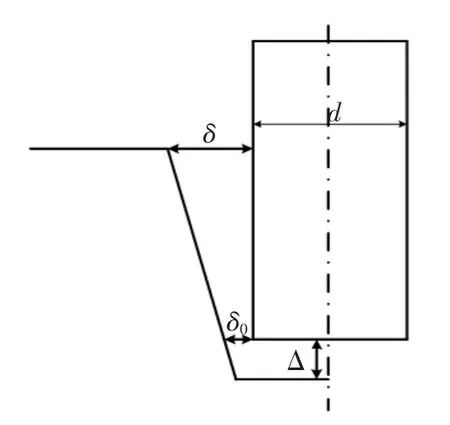
图2 电极无摇动加工孔示意图
式中:v1为电极进给速度。
则在t时刻孔入口的侧隙δ为[9]:


3 电极摇动对孔侧隙的影响
联立式(5)和式(6)可得:
电极摇动加工是利用主伺服加工轴以外的运动轴做有规律的、周期的插补运动并配合主轴伺服进给运动的加工方法[10]。如图3所示,电极摇动加工实际上相似于铣削加工,都是通过控制电极轨迹进行材料去除。本文选用的实验设备主要利用机床上两种运动的联动来实现:一是Z轴方向的进给运动;二是XY平面内的插补运动。

图3 电极摇动加工示意图
3.1 电极摇动侧隙表达式
图4 是电极摇动状态示意图,由此可求得电极摇动加工时,孔上任一点在任意时刻与电极的距离。以图4所示A点为例,其与电极的距离为:

式中:δ摇为电极摇动加工时点A在任意时刻与电极的距离;x为孔入口与电极的最短距离;e为摇动半径;r为电极半径;θ为电极任意旋转角度。
由于电解加工过程中存在杂散腐蚀,随着加工时间的增加,孔入口侧隙δ摇a也增加,dt时间内的侧隙增加 dδ摇a,由于电极摇动,δ摇a≠δ摇。 根据式(4),侧壁去除速度可写成 ηωk(U-∂E)/δ摇,则 dδ摇a可表示为:

将式(9)两边积分,则电极摇动情况下的孔入口侧隙δ摇a可表示为:

式中:δ摇为A点与电极的距离;δ摇a为孔侧隙。
将式(8)代入式(10)中,可得:
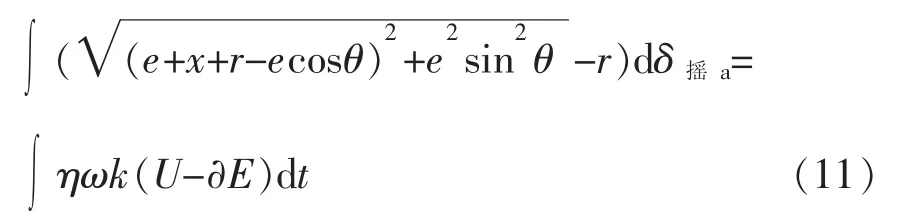
当电极摇动半径e=0且θ=0时,孔入口侧隙δ摇a=δ=x,则式(11)可写成:

将式(12)两端积分,可得:

当t→0时,可认为在有、无摇动情况下电极端部的加工状态是相同的,即电极端部侧隙δ0相同且δ=δ0,则,将其代入式(13),可得:

由式(14)与式(7)可看出,电极无摇动加工是电极摇动加工在e=0、θ=0时的特例。
3.2 电极摇动对孔入口侧隙的影响
在整个加工过程中,孔的各点加工情况相同。以图4所示A点为例进行分析,当t→0时,有、无摇动的情况下电极端部侧隙都可表示为δ0。根据式(9),在电极无摇动情况下,一个脉冲周期Tp的加工时间内的孔侧隙δ可表示为:


图4 电极摇动状态示意图
同样,根据式(9)可知,在一个脉冲周期Tp的加工时间内,电极摇动加工的孔侧隙δ摇a为:

式中:f(t)为电极摇动过程中,A点到电极的距离增量,f(t)≥0,则:

将此关系代入式(15)和式(16)进行比较:
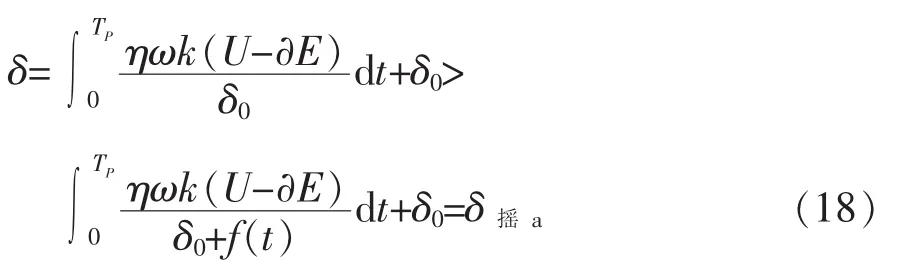
由式(18)可知,δ>δ摇a。 根据上述推导关系可知,从电解加工开始后的相同加工时间内,电极摇动加工的孔侧隙始终小于电极无摇动情况。
4 实验设计与结果分析
4.1 电极摇动对孔入口侧隙值的影响
为了验证上述电极摇动对降低电解加工微孔锥度具有改善作用的理论分析结果,采用不同的摇动半径和摇动速度进行深度为100 μm的盲孔电解加工。共进行10组实验,每组实验分别重复进行三次,实验参数见表1,加工结果见图5。

表1 电极摇动电解加工盲孔实验参数表
从图5可看出,增加电极摇动后,孔入口侧隙减小。在相同的摇动半径条件下,摇动速度的变化对侧隙值影响不大;但随着摇动半径的增加,孔侧隙值呈相应减小的趋势,实验结果与理论定性分析结果一致。由图5还能看出,当摇动半径超过7 μm后,孔入口侧隙值的变化逐渐趋于平缓。分析原因:摇动半径增加会导致电极需要去除的材料体积增多,当电极的去除能力不能满足材料去除速度时,会造成加工短路,延长加工时间,孔入口处的杂散腐蚀增加,使得孔入口侧隙减小的趋势变得平缓。
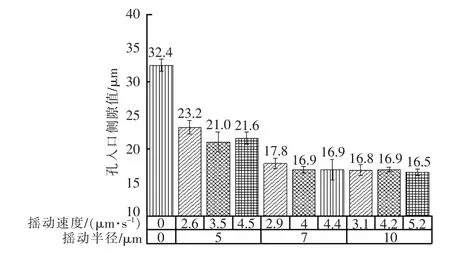
图5 电极摇动参数与孔入口侧隙值的关系图
4.2 电极摇动对孔出入口直径差的影响
由上述分析可知,电极摇动能减小孔的入口侧隙。为了分析电极摇动对孔出入口直径差的影响,分别以不同的电极摇动半径进行电解加工通孔的实验。采用摇动速度为3.9±0.4 μm/s,摇动半径分别为 0、5、7、10 μm,其余实验条件同表 1。由图 6 可看出,随着摇动半径增加,孔出入口的直径差呈减小趋势;当摇动半径为7 μm时,直径差减小约62%。由图7可看出,随着摇动半径增加,孔入口侧隙逐渐减小,实验结果验证了理论分析的结果。
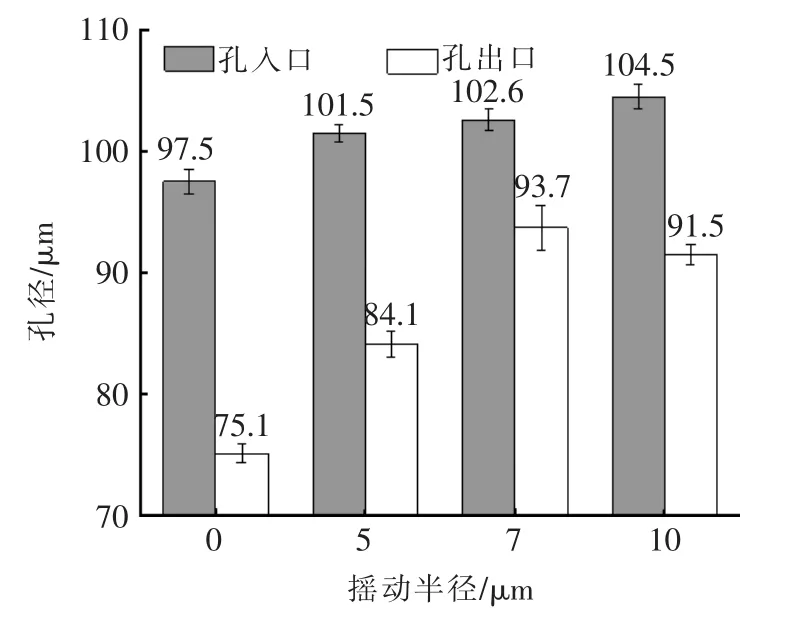
图6 电极摇动半径与孔出入口直径的关系图
分析产生上述现象的原因:电极摇动能改善加工区域电解液的流动情况,使电解液更均匀,避免了加工产物等造成的异常放电现象,降低了电导率,从而减小了杂散腐蚀,也可能有利于减小侧向间隙。电极无摇动加工的孔和摇动半径为10 μm时加工的孔分别见图8和图9,电解加工后的电极形状见图10。
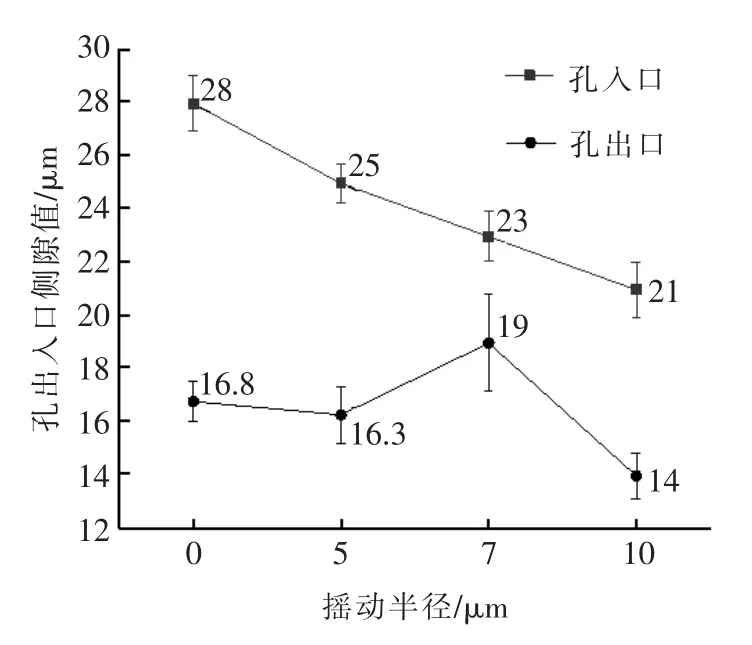
图7 电极摇动半径与孔出入口侧隙值的关系图

图8 电极无摇动时的孔出入口SEM图
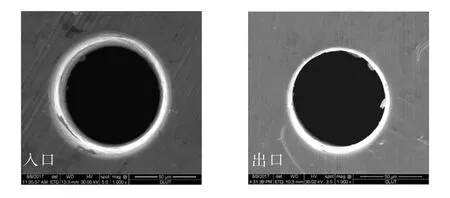
图9 电极摇动半径为10 μm时的孔出入口SEM图

图10 加工后的电极SEM图
5 结束语
本文针对电解加工微孔的锥度问题,采用电极摇动方式减小微孔的锥度,推导出电极摇动电解加工微孔侧隙的计算公式,从理论上定性地揭示了电极摇动电解加工微孔锥度减小的原因。实验结果表明,随着电极摇动半径的增加,孔入口侧隙呈减小趋势;当摇动半径为7 μm、摇动速度为3.9 μm/s时,在厚度为200 μm的不锈钢上加工通孔,得到的孔出入口直径差比电极不摇动时减小了62%。
猜你喜欢
汽车零部件(2021年10期)2021-10-30
九江学院学报(自然科学版)(2021年1期)2021-06-07
山东冶金(2019年5期)2019-11-16
农业工程学报(2017年20期)2017-11-13
中国塑料(2016年4期)2016-06-27
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
中国塑料(2015年3期)2015-11-27
中国塑料(2015年7期)2015-10-14
应用化工(2014年1期)2014-08-16
