
某款变速器中间轴断轴失效分析
2019-01-15 03:46:46程森马卓宋萌萌王成清
汽车零部件 2018年12期
程森,马卓,宋萌萌,王成清
(浙江万里扬股份有限公司,浙江金华 321025)
0 引言
轴类零件失效与其设计刚性、材料、热处理工艺以及载荷等密切相关。对失效工件进行相关分析,并进行适当优化,达到使用要求,是产品质量问题处理的最基本手段。文中即通过对失效工件的宏观、微观分析、理论计算后,拟出初步对策,并进行实验验证,确定最佳的解决方案,形成解决此类型故障的思路和方法,供同行参考。
1 材料和热处理工艺
某款变速器中间轴爬坡挡处在台架实验进展到标准要求的25%时出现断裂情况。此中间轴材料为20CrMnTiH材料,采用渗碳淬火热处理方法,要求“硬化层深0.7~1.1 mm,表面硬度58~63HRC,心部硬度33~45HRC”。
2 理论计算模型的建立和计算
该款变速器基于MASTA计算模型2D视图如图1所示,计算条件如表1所示。

图1 MASTA计算模型

表1 7TS60-WLY-100变速器MASTA计算输入条件
计算结果如表2—表3所示。
结论:从计算的结果与同类产品的对比看,爬坡挡齿轮副接触疲劳强度相对偏弱;中间轴疲劳强度相对偏弱。
3 台架实验结果与讨论
3.1 宏观断口形貌
经过台架实验,爬坡挡运行55~60 min(进展约25%)后,出现中间轴断裂,其余挡通过台架实验。
端裂位置发生在图1所示中间轴的截面B,啮合齿面未出现明显的点蚀现象,端面比较平齐。断裂件如图2所示。

图2 中间轴断裂位置与断裂处端面形状
3.2 热处理金相分析
表面硬度: 61.5HRC;心部硬度: 39HRC;硬化层深: 0.916 mm;M+Ar:3级;K:1级;非M:0.012 mm。
结论:符合要求。
3.3 材质光谱分析
经对故障件进行材质光谱分析,其各元素成分如下:
αC=0.221%,αSi=0.279%,αMn=0.922%,αP=0.008 2%,αS=0.008 8%,αCr=1.089%,αMo<0.010%,αNi=0.008 5%,αCu=0.031%,αAl=0.042%,αFe=97.20%。
结论:对照20CrMnTiH材料组织成分,符合要求。
4 原因分析与改进措施
从上述理论计算,和金相、组织分析来看,中间轴断裂比较异常,而且断裂面并非发生在最薄弱的截面A处,断口比较整齐,属于脆性断裂。
经过总结分析,原因初步锁定为:轴的刚性不足,加载时轴产生了挠曲,造成爬坡挡齿轮副啮合时接触不良,其接触面集中在爬坡挡齿轮副的截面B侧,所以中间轴截面B附近局部压力大,首先局部被“啃伤”,进一步削弱了中间轴此处的强度,然后造成断裂。
针对以上原因分析,制定改进措施如下:
(1)增加硬化层深度,硬化层深由0.7~1.1 mm,提升一个规格,调整为1.0~1.3 mm;
(2)对二轴爬坡挡齿轮进行齿向“锥形”修形,改善加载后啮合时的接触状态。通过MASTA计算后的修形量如表4和图3所示。

表4 爬坡挡齿轮微观修形参数

图3 通过MASTA计算的修形量
5 试验与验证
实验方法:采用机械封闭变速器疲劳强度试验台,两台变速器背靠背安装,靠加载电机一侧的为主试箱,另一台为陪试箱。加载电机对主试箱的输入扭矩为480 N·m,转速为1 680 r/min 。
实验状态及对应结果如表5所示。
经试验结果显示,L4状态最佳。
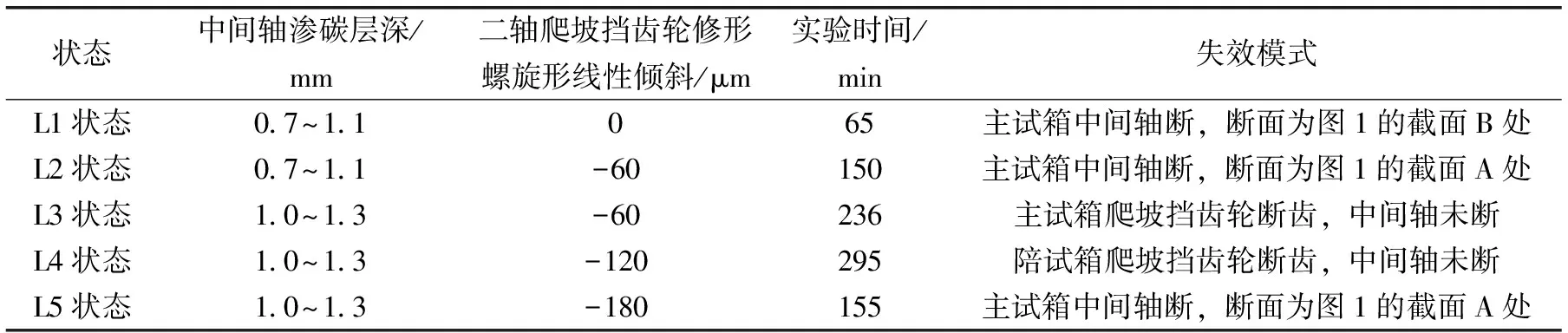
表5 实验状态及对应结果
6 结论
对于类似此例变速器中间轴断裂问题,主要是由于齿面载荷分布异常形成了中间轴上的强度缺陷,从而导致异常断裂。因而解决问题的最佳思路是通过“加深轴的硬化层深度”以及“对啮合齿轮进行齿轮修形”,以提高齿面的实际强度和受力时的啮合状态,避免失效问题的产生。加深轴的硬化层深度时,也不得过深,要考虑齿顶淬透的危险。
齿向修形时,首先要注意修形方向,如此例中由于中间轴最大挠曲量在中部,故修形后,初始未加载啮合时,啮合面接触在A侧,加载后才可保证A-B侧整个齿面基本全啮合;其次要注意修形量,修形量与载荷强相关,一般是先通过MASTA进行修形模拟计算,再通过台架实验进行验证,并通过观察台架失效件的齿轮啮合面的接触处磨损情况,进行微调得出最佳修形量。
猜你喜欢
汽车工艺师(2023年11期)2023-11-27 02:05:22
湖北工业大学学报(2021年4期)2021-08-24 07:57:54
机械工程师(2021年1期)2021-01-22 02:57:54
汽车实用技术(2018年20期)2018-10-26 08:19:30
机械制造(2018年9期)2018-09-20 01:12:28
机械工程师(2018年7期)2018-07-30 09:05:34
舰船科学技术(2018年1期)2018-01-31 07:58:43
北京汽车(2017年4期)2017-10-13 05:26:23
机械工程师(2015年10期)2015-02-02 01:13:48
上海理工大学学报(2014年6期)2014-11-22 11:45:08
