
DSA电极催化氧化法处理污泥脱水液的研究
2019-01-09 10:15李怀森
西安工程大学学报 2018年6期
李怀森,宗 刚
(西安工程大学 环境与化学工程学院,陕西 西安 710048)
0 引 言
电化学催化氧化法作为一种高级氧化技术,具有操作简单、催化效率稳定等特点[6],且处理过程中不产生或少产生污泥,因而在处理含盐难降解有机废水应用中受到日益重视[7].DSA 电 极 (Dimensionally Stable Anode,形稳阳极) 克服了传统石墨电极寿命短、铂电极导电性差等缺点,其催化活性强、降解率高,在有机废水处理中应用广泛[8].
本文利用DSA电极低析氯电位的特点,以DSA电极为阳极,石墨电极为阴极,采用电化学氧化法处理污泥脱水液.在对污泥脱水液电解单因素实验的基础上进行正交试验,得出正交试验的最佳条件,分析电化学氧化法处理污泥脱水上清液的影响因素,为电化学法处理高盐污泥脱水上清液提供参考.
1 实 验
1.1 材料与方法
实验用水为西安某垃圾渗滤液处理厂污泥脱水上清液.该废水外观呈黄褐色,pH值为7~9,呈弱碱性;氯离子浓度5 000~7 000 mg·L-1;COD为2 000~2 500 mg·L-1;氨氮为45~55 mg·L-1.
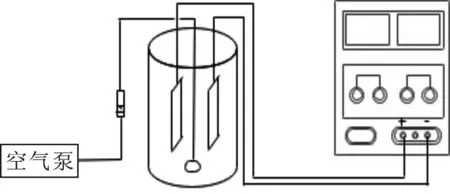
图 1 电解实验装置Fig.1 Schematic diagram of the electrolytic experimental apparatus
1.2 实验装置
实验装置如图1所示.电解系统包括:自制有机玻璃电解槽装置(尺寸为直径100 mm,高200 mm圆柱形容器,有效容积1 L)、直流稳压稳流电源(PS-305DM)、电极板(阳极采用DSA(RuO2-IrO2-TiO2/Ti)电极,阴极采用石墨电极,极板规格80 mm×125 mm×1 mm);曝气装置.
1.3 实验方法
采取静态实验,用水量0.8 L,通过调整实验反应条件(如极板间距、电流密度、曝气量、初始pH值)进行单因素实验,在10 min,20 min,30 min,45 min,60 min,90 min分别取样,考察其对COD、氨氮去除效果的影响.采用正交表L9(34)进行正交试验,并进一步分析各因素权重.
1.4 测试
COD测定采用重铬酸钾法,氨氮测定采用纳氏试剂分光光度法[9],所有试剂均为分析纯.仪器设备:紫外分光光度计(UV1800)、直流稳压稳流电源(PS-305DM)、酸度计(pH Tester 20)、电子分析天平(AG285)、电热恒温干燥箱(CMD-20X).
COD、氨氮去除率按X=[(A0-A1)/A0]×100%计算.式中:A0为进水中COD、氨氮的质量浓度,mg·L-1;A1为电解后出水中COD、氨氮的质量浓度,mg·L-1.
2 结果与讨论
2.1 单因素实验
2.1.1 极板间距的影响 在电流密度40 mA·cm-2、曝气量0.2 L·min-1,不改变pH的条件下,分别调整电极板的间距为2 cm,3 cm,4 cm,考察电极间距对COD、氨氮去除率的影响.
首先,教师应坚持学习,更新和完善专业知识。教师只有继续学习才能与时俱进,才能使专业知识“保鲜”。要做到知识的不断更新,教师自身不仅要努力,学校也应该予以扶持。自身努力主要是利用网络资源及图书馆资源等,及时学习、了解本专业相关知识与发展动态。学校扶持主要是积极安排教师参加进修学习、学术研讨活动,加强学术交流。
极板间距对COD、氨氮的影响如图2,3所示.从图2,3可以看出,在电解时间90 min,电极间距由4 cm调整至2 cm的过程中,随着电极板间距减小,在维持电流密度不变的情况下,增大了极板间的电场强度,使带电离子的迁移速率增大,产生了更高浓度的·OH等活性中间产物,在电极板上发生直接和间接电化学反应的几率也增大,可以有效提高污染物去除率.但间距过小时,极板间与极板外的溶液不易进行流动交换,导致溶液浓度不均匀,产生浓差极化,同样不利于电化学催化氧化反应的进行,影响污染物的最终去除.当极板间距为3 cm时COD、氨氮去除率分别达到55.56%和93.51%.

图 2 极板间距对COD的影响 图 3 极板间距对氨氮的影响 Fig.2 Effect of plate spacing on COD Fig.3 Effect of plate spacing on NH3-N
2.1.2 电流密度的影响 在极板间距3 cm、曝气量0.2 L·min-1,不改变pH的条件下,依次改变电流密度为25,40,55,70 mA·cm-2,考察电流密度对COD、氨氮去除率的影响.
电流密度对COD、氨氮的影响如图4,5所示.从图4,5可以看出,随电流密度的升高,COD、氨氮去除率均逐步增大.当电流密度为70 mA·cm-2时,电解时间90 min的条件下对COD、氨氮去除率分别达到60.40%和95.29%.由图5可以发现,随着反应时间的增加,当反应进行至90 min时,在电流密度为40,55 mA·cm-2条件下的氨氮去除率均达到90%以上.
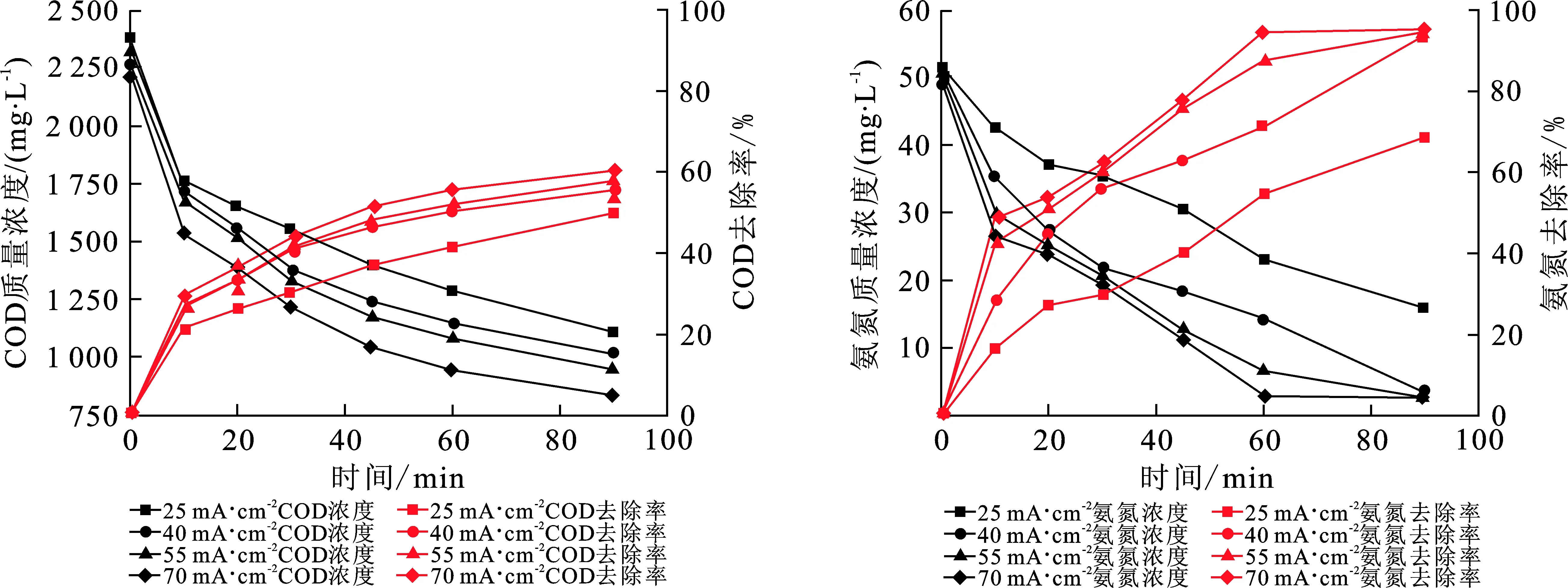
图 4 电流密度对COD的影响 图 5 电流密度对氨氮的影响 Fig.4 Effect of current density on COD Fig.5 Effect of current density on NH3-N
因为电流密度的提升会造成氧化反应程度的增强,提高污染物去除率.当设置较小的电流密度时,随着电流密度的增加,提高了·OH等活性中间物质的浓度,同时在该范围内的槽电压依旧未达到阳极的析氧电位,此时的副反应并不明显[10],则对污染物去除率的提升影响较小; 然而当电流密度进一步增高时,电解槽电压也一并上升,突破了阳极的析氧超电位,副反应的影响程度明显增大,其产生的大量气泡降低了有机物向阳极表面的传质速率,从而影响污染物去除率的提高.
2.1.3 曝气量的影响 在极板间距3 cm、电流密度40 mA·cm-2,不改变pH的条件下,依次改变曝气量为0.2,0.4,0.6,0.8 L·min-1,考察曝气量对COD、氨氮去除率的影响.
空气的通入为阴极提供了充足的能够反应生成H2O2的氧气,进而强化了羟基自由基的产生[11-13].曝气量对COD、氨氮的影响如图6,7所示.从图6,7可以看出,随着曝气量的增大,COD、氨氮去除率逐渐增大.当曝气量为0.6 L·min-1时时,电解时间90 min时对COD、氨氮去除率分别达到59.46%和93.72%.但当曝气量达到0.8 L·min-1时去除率明显降低,因为曝气量过大,搅拌作用加强,缩短了有机物在电极表面停留时间,进而影响了有机物的降解效率.

图 6 曝气量对COD的影响 图 7 曝气量对氨氮的影响 Fig.6 Effect of amount of aeration on COD Fig.7 Effect of amount of aeration on NH3-N
2.1.4 初始pH值的影响 用质量分数分别为1%的NaOH和HCl调整溶液pH,在极板间距3 cm、电流密度40 mA·cm-2,曝气量0.4 L·min-1的条件下,改变初始pH为4,11,考察pH对COD、氨氮去除率的影响.
改变初始pH值会影响强氧化中间体的产生速率和生成量以及析氧析氢反应的发生从而影响电化学催化氧化反应速率.pH对COD、氨氮的影响如图8,9所示,从图8,9可以看出,不改变初始pH值,即pH值在中性或偏碱性条件时,COD、氨氮去除效果最好,去除率分别达到58.82%和93.72%.当pH值过低时,阴极极易发生析氢副反应,减少了·OH的生成量,降低了去除率.而且,酸度过大,电极板更易被腐蚀,不利于极板的重复利用.析氧超电势随溶液pH值的增大而减小[14],即当初始pH值过高时,由于析氧副反应的发生,产生氧气溢出溶液,使反应器中污染物降解的有效电流减小,进一步影响电解的降解效率.
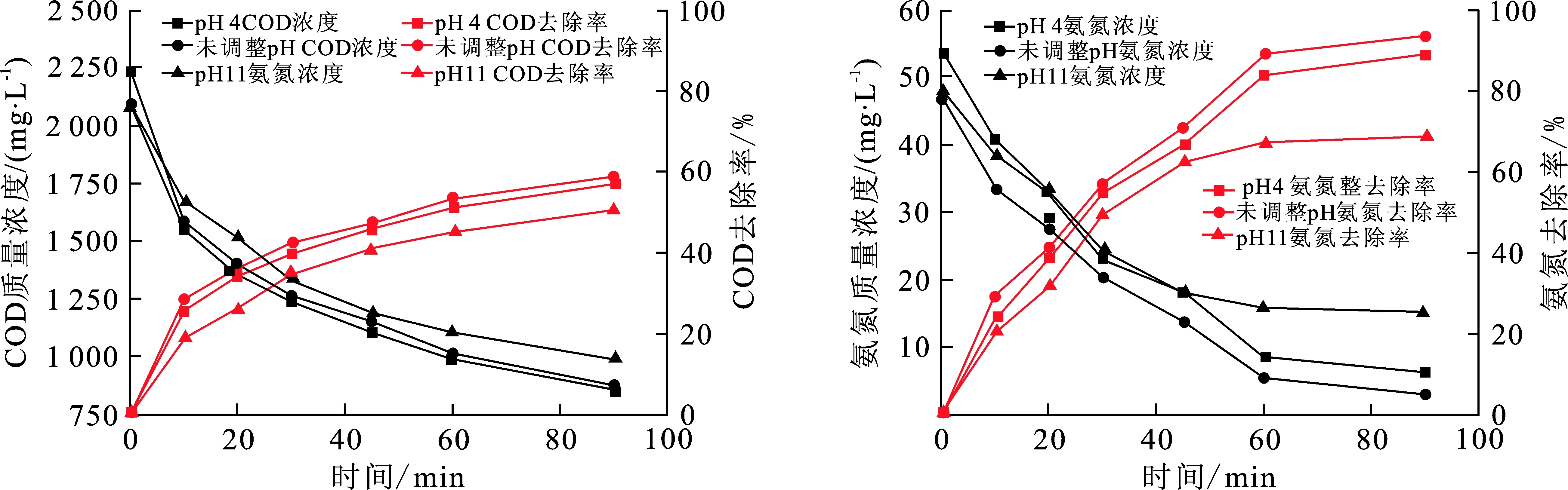
图 8 pH对COD的影响 图 9 pH对氨氮的影响 Fig.8 Effect of pH on COD Fig.9 Effect of pH on NH3-N
2.1.5 电解时间的影响 在极板间距3 cm、曝气量0.4 L·min-1、电流密度40 mA·cm-2,不改变pH的条件下,在电解时间为30 min,60 min,90 min,120 min,150 min,180 min时,考察电解时间对COD、氨氮去除率的影响.
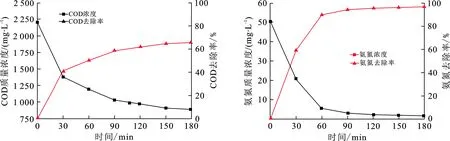
图 10 电解时间对COD的影响 图 11 电解时间对氨氮的影响 Fig.10.Effect of electrolysis time on COD Fig.11 Effect of electrolysis time on NH3-N
电解时间对COD、氨氮的影响如图10,11所示.从图10,11可以看出,在电解反应初期,随着反应时间的增加,COD、氨氮降解速率很快,这是因为溶液中的有机物浓度较大,相应的扩散到极板的速度也很快.但当反应进行到90 min后,随着溶液中污染物浓度的降低,其扩散到电极表面的机率变小,极板上发生析氧副反应并占主导地位,COD、氨氮去除率增幅变缓.
2.2 正交试验分析
根据单因素的实验结果,选择极板间距、电流密度、曝气量、电解时间作为正交试验中的研究因素,采用4因素3水平正交试验设计,以 COD、氨氮去除率作为控制指标,根据选定的正交表进行试验,试验结果见表1.
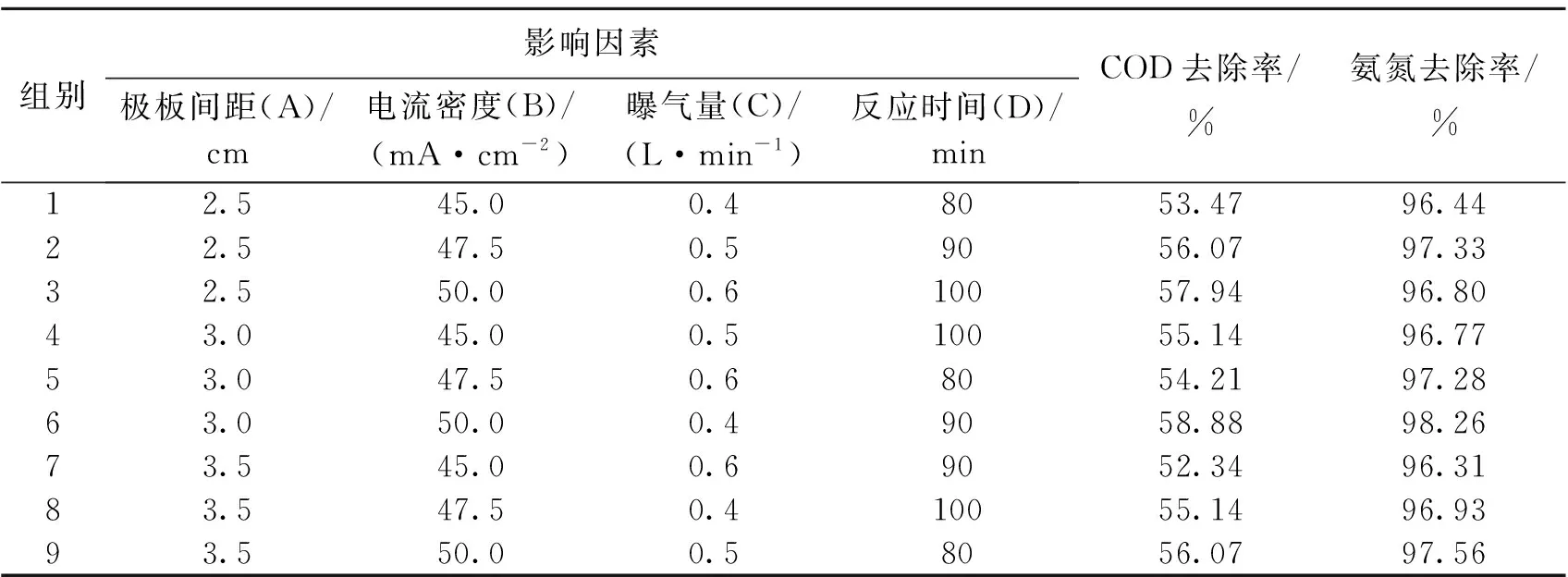
表 1 电解最佳工艺正交筛选表Table 1 The orthogonalTable for the best process of electrolysis
COD、氨氮去除率的极差分析见表2,3.表2中,Ki代表以COD去除率作为控制指标的不同水平的平均值;Ri代表以COD去除率作为控制指标的不同水平的的极差.
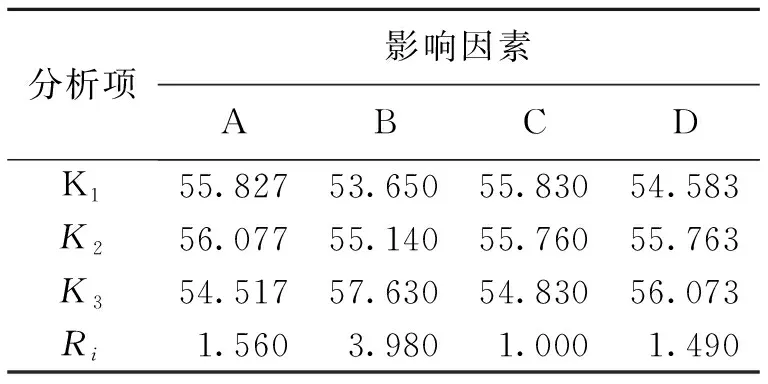
表 2 COD去除率的极差分析Table 2 The removal rate of COD range analysis
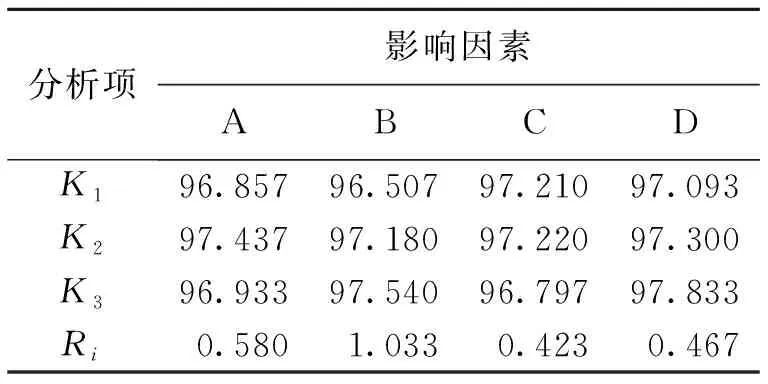
表 3 氨氮去除率的极差分析Table 3 The removal rate of NH3-N range analysis
表3中,Ki代表以氨氮去除率作为控制指标的不同水平的平均值;Ri代表以氨氮去除率作为控制指标的不同水平的的极差.从表2,3可以看出,影响因子的极差越大,表明该因素对控制指标的影响越大.通过对比各因素的极差大小可知,不论以COD去除率还是氨氮去除率作为控制指标,各因素按影响大小排序一致,4个因素的影响顺序:电流密度>极板间距>反应时间>曝气量;若以COD去除率作为控制指标,最佳水平组合A2B3C1D3,即极板间距为3 cm,电流密度为50 mA·cm-2,曝气量为0.4 L·min-1,电解时间为100 min,测得COD去除率为60.20%.若以氨氮去除率作为控制指标,最佳水平组合A2B3C2D3,即极板间距为3 cm,电流密度为50 mA·cm-2,曝气量为0.5 L·min-1,电解时间为100 min,测定氨氮去除率为98.66%.
3 结 论
(1) 所选取的各项影响因素,其对COD、氨氮去除率的影响程度依次为:电流密度>极板间距>反应时间>曝气量.
(2) 综合分析各项影响因素的COD和氨氮去除率较高的工艺条件:以COD去除率为控制指标,最佳水平组合极板间距为3 cm,电流密度为 50 mA·cm-2,曝气量为0.4 L·min-1,电解时间为100 min,测得COD去除率为60.20%;以氨氮去除率作为控制指标,最佳水平组合为极板间距为3 cm,电流密度为 50 mA·cm-2,曝气量为0.5 L·min-1,电解时间为100 min,测得氨氮去除率为98.66%.
猜你喜欢
蓄电池(2022年1期)2022-02-25
初中生世界(2021年43期)2021-11-23
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
中学数学研究(江西)(2019年5期)2019-06-11
无机盐工业(2019年5期)2019-05-24
中学生数理化·高二版(2016年10期)2016-12-24
东方女性(2016年4期)2016-04-28
中国有色冶金(2016年3期)2016-02-11
科技资讯(2015年8期)2015-07-02
