基于曼德里加工中心的环形零件偏心加工方法研究
2019-01-08 01:36中国航发沈阳黎明航空发动机有限责任公司俸跃伟
智能制造 2018年7期
中国航发沈阳黎明航空发动机有限责任公司 俸跃伟
一、引言
目前在国内航空发动机行业购置了许多进口的高级数控机床,新的数控设备具备比较先进的加工功能模块,但是国内对先进数控机床的应用还停留在比较低级的阶段,很多都只应用了该类设备的最基本的功能,导致拥有先进设备而不能发挥其作用,降低了这些设备的利用率和加工效率。如果能够对这些设备的功能进行开发,有效利用这些进口数控机床的高级功能,则既可以降低机床操作和零件加工的难度,又可以较好地提升设备的有效使用时间,降低设备折旧费率,从而充分的发挥其价值。
二、环形零件通用加工方法
航空发动机主要零部件以环形件为主,且外型复杂,该类环形零件铣加工时通常使用带旋转工作台的四轴以上的加工中心,即机床具有XYZ三个直线轴和一个旋转工作台加工设备。采用该类设备对发动机环形零件进行铣加工时,通常的做法是将零件装夹于工作台中心,即在装夹前对零件进行找正,使零件的回转中心与机床工作台的旋转中心重合,如图1所示,在加工过程中,当机床工作台旋转时,零件随工作台同步旋转而不会产生偏心,利用工作台旋转,即可完成环形零件上各个型面的加工。该方法编制数控加工程序简单,加工过程非常直观,但是对操作工人的技能水平要求较高,需要装夹零件前对零件位置进行找正,保证零件回转中心与工作台旋转中心同心,并且零件找正过程增加了加工辅助时间,降低设备的实际利用率。
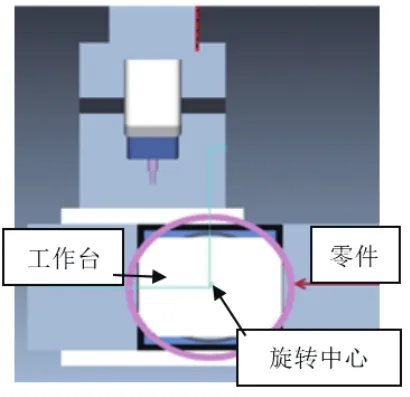
图1 环形工件常用装夹方式示意图
三、MANDELLI1600U机床基本参数和功能
MANDELLI1600U是立卧转换式四坐标加工中心,数控系统为西门子840D。该机床配备两个工作台,可实现机内对刀模块,能在机床内部完成刀具参数测量并进行刀具破损监控,可实现刀具的实时测量和刀具状态监控。该设备还配备了雷尼绍在机测量模块,利用西门子840D控制系统实现机床测量的功能,利用该功能不仅可以完成被加工零件的自动测量,还可实现对工件的加工坐标系自动定位和加工参数补偿,从而实现零件与工作台的不同心加工,节省大量的加工辅助准备时间,大大提高机床的利用率。
四、偏心加工方法研究
1、偏心加工关键问题
当零件与机床旋转工作台不同心时,工作台旋转后零件的各个点位相对于机床坐标系发生变化,因此,要实现偏心加工的关键问题,要解决3方面关键问题:(1)确定零件回转中心与工作台旋转中心的初始位置关系。(2)确定零件0°位置与机床0°位置的角向关系。(3)工作台旋转后零件与工作台间新的位置关系如何转换。
2、零件在工作台上的装夹
由于MANDELLI1600U配备了两个工作台,因此在一个工作台工作的情况下,可在机床外部在另一个工作台上进行零件的装夹,装夹时无需使零件与工作台完全同心,只要零件能在工作台上稳定装夹即可。为方便零件后续快速确定角向位置,因此装夹时应将零件角向标记位置(如角向孔)置于Z轴正向,如图2所示。
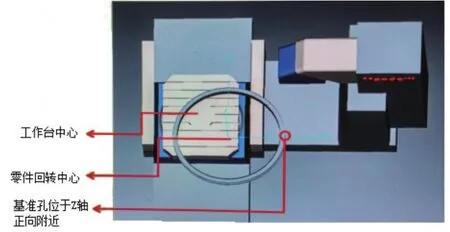
图2 环形工件偏心装夹示意图
3、加工坐标原点的确定
因为零件装夹时没有精确找正,角向位置也是通过目视确定,因此零件的回转中心与机床的位置关系不固定,零件的0°位置与机床的角向关系也不准确。这种情况下就需要使用机床的测量功能,首先利用机床测头确定工件的角向0°,将0°位置精确旋转至Z轴正向;再在工作台旋转的情况下,利用机床内部测头检测零件环形壁上各点位置,再通过机床系统运算功能,自动换算出零件回转中心与机床坐标系之间的位置关系,并将回转中心的X、Y初始坐标分别记入系统变量R1和R2。
4、旋转位置追踪技术
由于零件回转中心与机床工作台不同心,因此,虽然利用机床测量功能确定了零件回转中心与机床的初始位置关系,但是,当机床工作台旋转之后,零件上的各点相对于机床坐标系会发生变化,因此需要引入旋转追踪点技术。为实现将零件偏心转动时的刀具跟随零件坐标变换,首先必须归纳出零件回转中心坐标点位旋转追踪的数学算法。建立的数序模型,如图3所示,需要同时满足以下五点。
(1)建立零件的某一状态下(工作台某一点放置、加工角向某一点位置)的第一切削点与第二切铣点空间二维几何关系。
(2)第一切铣点与第二切削点的几何关系是否适用于第三切削点与第一切削点的空间二维几何关系。
(3)待加工区域角向在(0°,-180°)与在(-180°,-0°)范围内的二维几何关系是否一致。
(4)零件在工作台二维平面的X-Z坐标系下的任意象限内的二维几何关系是否一致。
(5)最终的二维几何算法是否可以体现后一点对前一点的空间方向性位置关系。
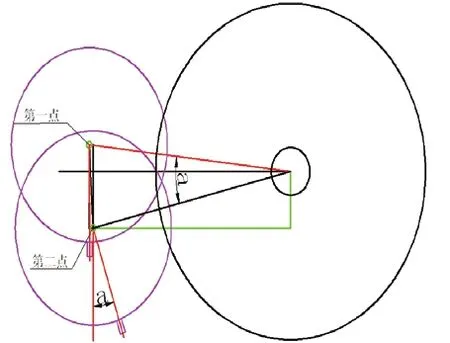
图3 基本数学几何模型
根据数学关系图和数学算法要求,归纳出坐标的数学变换公式:
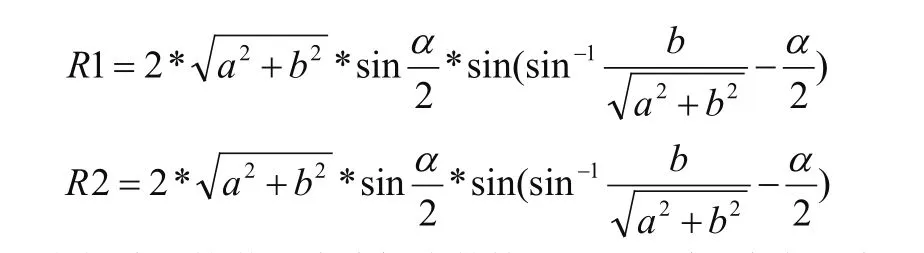
将归纳的数学公式编辑为数控加工子程序,在主程序中,机床每次旋转工作台之前都先调用该坐标追踪子程序,如图4所示,对加工 程序加工点位进行的内部计算,就可实现对被加工部位追踪控制和正确加工。

图4 追踪子程序调用
五、结语
航空发动机零件型面复杂,因此使用了较多的高级数控加工中心,该类先进的数控设备一般都具有较多先进的功能模块,掌握这些先进功能可以进一步提高设备的使用价值。通过开发MANDELLI1600U的偏心加工功能,在机床加工运行过程时即可以完成加工前准备工作,可以实现工作台的直接切换加工且无需人工精确找正,大大提高了该设备利用率,通过机床测量代替人为找正零件,降低了工人操作难度。
猜你喜欢
装备制造技术(2021年4期)2021-08-05
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
启蒙(3-7岁)(2017年7期)2017-02-26
——叠王冠
启蒙(3-7岁)(2016年5期)2016-06-13