西门子840Dsl系统ShopMill、ShopTurn的编程方法
2019-01-08 01:36:18白银矿冶职业技术学院王飙孙耀恒
智能制造 2018年7期
白银矿冶职业技术学院 王飙 孙耀恒
青海华鼎重型机床有限责任公司 马永红
一、引言
根据数控机床主轴位置分类,数控车床有立式、卧式两种,数控铣床也有立式和卧式两种。西门子编程模拟软件默认的是立式数控铣床和卧式车床,编程时可根据机床的结构修改参数。具体操作是修改MD52000这个参数,如图1所示数控车仿真系统中修改MD52000改为0或4即为立式车床,改为33或34即为卧式车床,如图2所示数控铣仿真系统中修改MD52000改为0即为立式铣床,改为34即为卧式铣床。
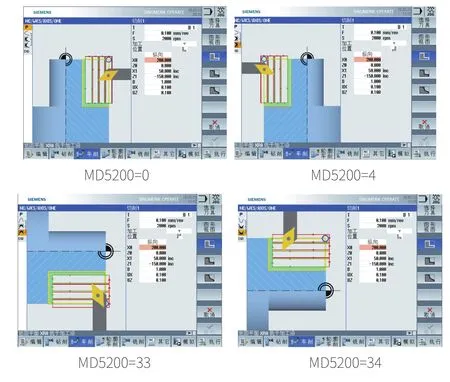
图1

图2
本文针对图3所示零件图运用ShopMill完成编程及模拟加工。零件图样分析:该零件有孔、圆台、刻字等特征,手工编程需通过CAD软件抓取点坐标,不借助CAM软件,手工编程有较大难度,即是手工完成轮廓编程,但四周仍留有加工残留。借助手轮或者手动方式去除残料,极易损坏刀具影响表面加工质量。西门子ShopMill可根据指定的轮廓自动计算粗加工轨迹,加工参数都以对话框的形式呈现给操作者,并提供在线帮助功能,轻松完成数控编程。鉴于以上问题的存在,本文结合西门子ShopMill功能轻松解决以上问题。
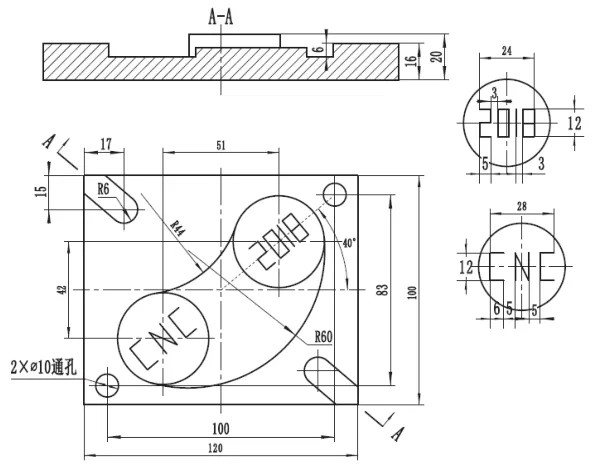
图3

图4
二、用ShopMill编程
首先创建一个名为“F IRST”的新工件和一个名为“ONE”的工作计划,并设置程序头和工件尺寸,该对话框中涉及到工件坐标系、毛坯形状及尺寸、安全高度、加工方式、刀具回退模式,具体设置参数如图4所示,设置完参数按键完成程序头和工件尺寸设置。
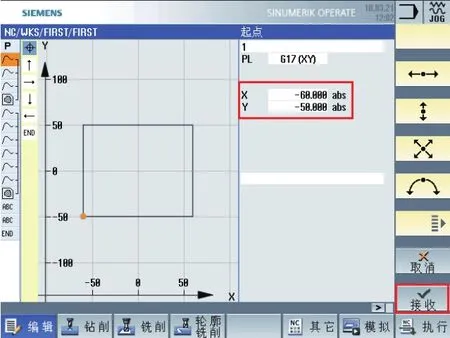
图5

图6
继续创建轮廓3、4、5、6具体操作步骤类同轮廓1,创建完轮廓之后结果如图7所示。调用凸台加工命令,按下键弹出如图8所示的凸台加工参数对话框,指定刀具和刀沿号、转速和进给速度、精加工余量等参数,完成后按下键,退出凸台参数定义对话框。
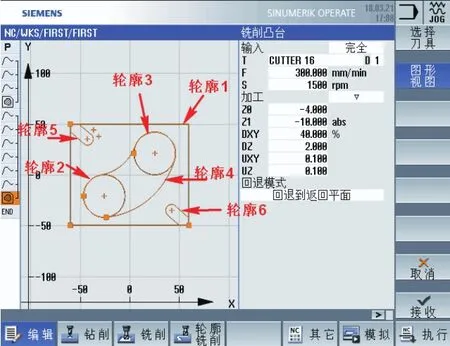
图7

图8
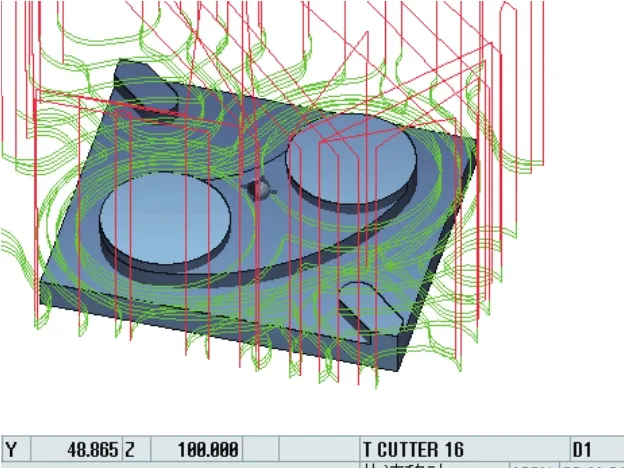
图9

图10

图11

图12

图13

图14
通过案例可看出ShopMill编程快捷、方便,所有加工参数都以对话框的形式呈现给操作者图文并茂,解决数控加工中数值计算、程序量大、不易修改等特点。同一程序只需要修改参数即可完成零件粗精加工程序。
三、用ShopTurn编程
ShopTurn主要完成数控车编程,编程的思路与ShopMill相同,首先需要定义加工轮廓,再调用加工命令即可。ShopTurn会自动计算出切削量和进刀行程。在最大程度上避免空切。完成如图15中的轴类零件加工。采用往复循环加工,可以减少换刀次数和空切,免去车刀的返回行程。在往复车削循环中原则上几乎不存在空切,因为无论在前进行程还是在返回行程中都要执行一定量的切削加工。
(1)创建一个名为“AXIS”的新工件和一个名为“ONE”的工作计划,并设置程序头和工件尺寸设置参数如图16所示。设置完参数按键完成程序头和工件尺寸设置。

图15

图16

图17

图18
四、结语
本文通过西门子数控系统ShopMill、ShopTurn完成数控铣和数控车典型零件数控编程,只需定义零件轮廓,用特征加工命令调用即可,这样既提高了编程效率又保证了加工质量。多视图实体模拟,更能实时监控过切和碰撞。发挥数控系统优势提高编程效率有指导意义。
猜你喜欢
有色设备(2021年4期)2021-03-16 05:42:30
装备制造技术(2020年9期)2021-01-26 00:15:16
能源(2017年7期)2018-01-19 05:05:05
电子制作(2017年20期)2017-04-26 06:57:34
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
制造技术与机床(2015年12期)2015-07-31 17:23:11
自动化博览(2014年12期)2014-02-28 22:34:27
自动化博览(2014年7期)2014-02-28 22:32:28