
电镀级ABS树脂研制*
2019-01-03 10:41:36胡慧林赵文卓梁皓月宋振彪
弹性体 2018年6期
胡慧林,赵文卓,梁皓月,宋振彪
(中国石油吉林石化公司 合成树脂厂,吉林 吉林 132021)
ABS树脂是丙烯腈、丁二烯和苯乙烯的三元共聚物,因其自身独特的分子组成和相态结构而易于电镀。为了降低生产成本,国内电镀制品生产厂一般使用通用级ABS代替电镀级ABS产品。但随着ABS电镀制品向更高端的应用领域发展,以及市场竞争的不断加剧,终端用户对ABS电镀件的质量,特别是对镀层光洁度和结合力要求越来越高,ABS树脂通用料难以满足中、高端电镀领域要求[1-4]。
ABS电镀制品质量主要是由基材和电镀工艺两方面因素决定,调整电镀工艺可以改善制品的电镀品质,但基材是决定电镀件品质的最根本要素。本文通过开展ABS树脂分子结构设计,制备出电镀级ABS树脂,研究考察了橡胶含量、苯乙烯-丙烯腈的共聚物(SAN树脂)中丙烯腈含量对产品镀层结合力的影响,以及加工助剂对产品流动性和制件内应力的影响。
1 实验部分
1.1 原料
ABS接枝粉料、SAN树脂、N,N-乙撑双硬脂酰胺(EBA):中国石油吉林石化公司;其它试剂均为市售产品。
1.2 仪器及设备
TEM-48型双螺杆挤出机、IS80FWP-2A型注塑机:日本东芝公司;高速混合机:H-5,连云港白熊集团;冲击强度测试仪:CEAST 9050,美国Instron公司;电子万能试验机:Z005,德国Zwick公司;熔体流动速率测试仪:mini2,德国Goettfert公司;扫描电子显微镜:S-3000N,日本日立公司;哈克流转矩变仪:PolyLab QC,美国Thermo Fisher公司。
1.3 实验过程
按配比称取ABS接枝粉料、SAN树脂及相关助剂,在高速混合器中预混合3 min,用双螺杆挤出机熔融挤出造粒。将粒料在80 ℃的鼓风干燥箱中干燥1 h,在注塑机上加工成标准试样,注塑温度为220 ℃,注塑后的试样在温度为23 ℃、湿度为50%的环境下调节2 h后进行性能测试。
1.4 性能测试
(1) 熔体流动速率
按照GB/T 3682—2000进行测试,测试温度为220 ℃,砝码质量为10 kg。
(2) 力学性能
按照GB/T 1843—2008,采用悬臂梁冲击试验机对试样进行缺口冲击强度测试;按照GB/T 1040.2—2006,采用电子万能试验机进行拉伸强度测试,测试速度为50 mm/min;按照GB/T 9341—2008,采用电子万能试验机进行弯曲强度测试,测试速度为1.3 mm/min。
(3) 试样粗化形态面分析
用扫描电子显微镜观察试样粗化表面形态并拍摄照片。
2 结果与讨论
2.1 橡胶含量对产品性能的影响
ABS树脂是一种聚丁二烯(PB)橡胶粒子分散在SAN树脂连续相中的“海岛”型两相结构,PB橡胶粒子赋予了ABS树脂韧性和低温抗冲击性,SAN树脂赋予了ABS树脂刚性、光泽性及化学稳定性。表1为不同橡胶含量的ABS树脂产品的性能。
从表1可以看出,随着橡胶含量的增加,ABS树脂的冲击强度逐渐增大,熔体流动速率、硬度、拉伸强度和弯曲强度逐渐降低。
表1 不同橡胶含量ABS树脂产品性能
ABS树脂因具有独特的“海岛”型相态结构,在电镀粗化过程中,粗化液中的铬酸刻蚀ABS树脂中橡胶相,在树脂表面形成大量的细微凹坑,这些凹坑为后续化学镀提供锚点,增强镀层与基体间的接触面积;同时在酸性条件下,氧化剂对树脂发生氧化作用,在树脂表面形成较多的亲水基团,有利于化学结合,提高镀层结合力[5-10]。采用扫描电子显微镜对不同橡胶含量的ABS树脂粗化后的形态进行观察,如图1所示。
从图1可以看出,随着橡胶含量的增加,粗化后ABS树脂表面凹坑数目及尺寸逐渐增加。
综合产品的力学性能和粗化后样品的表面形貌,电镀级ABS树脂产品的橡胶质量分数宜控制在15.0%~18.0%。

(a) w(橡胶)=13.2%
(b) w(橡胶)=15.0%
(c) w(橡胶)=16.8%
(d) w(橡胶)=18.0%图1 不同橡胶含量ABS树脂粗化形态
2.2 润滑剂对产品流动性的影响
ABS树脂在注塑成型过程中会在局部区域内产生内应力残留,特别是浇口和与浇口对应的部位。如果不加以消除,这些部位会在电镀中产生镀层起泡现象,影响最终制品成品率,因此,需要尽可能地提高ABS产品流动性,减少成型过程内应力的产生[11-12]。
采用ABS接枝粉料和SAN树脂分别与不同种类润滑剂混合后挤出造粒,制备ABS树脂。利用哈克转矩流变仪在220 ℃、0~500 s-1剪切速率下开展流变性能测试,考察剪切速率与表观黏度的关系,如图2、图3所示。
从图2、图3可以看出,在相同的低剪切速率下,添加EBA和聚乙烯蜡,并不能降低两种ABS树脂剪切应力和表观黏度,两者曲线几乎重合;添加硬脂酸镁,可以降低产品的黏度,说明在低剪切速率下,作为内、外润滑剂的硬脂酸镁,一部分溶解在ABS树脂中,提高树脂各组分均匀分散性;另一部分没有溶解的硬脂酸镁在注塑加工成型时,可以扩散到模具金属表面,起到脱模剂的作用。
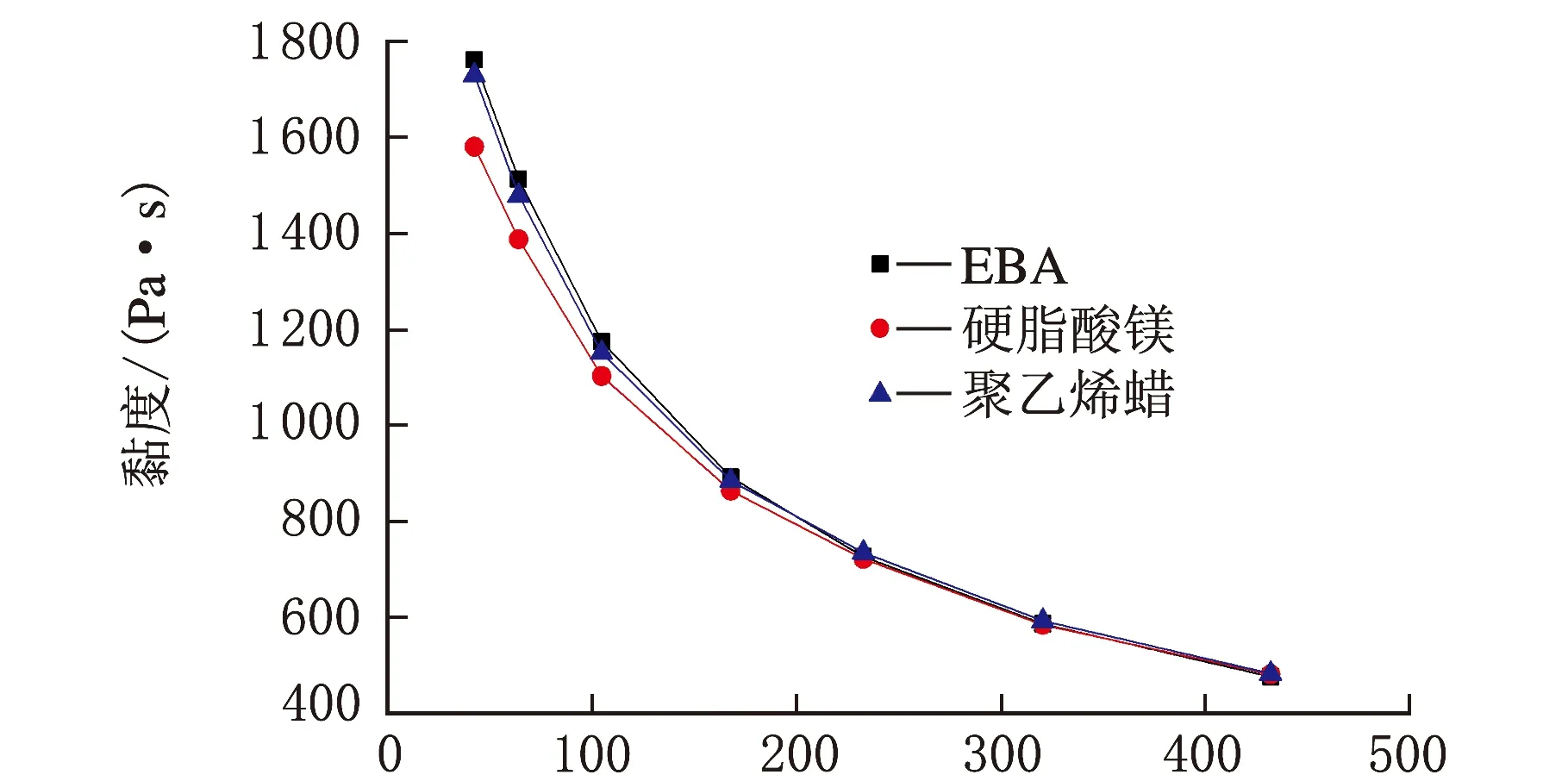
剪切速率/s-1图2 不同润滑剂下ABS树脂剪切速率和表观黏度的关系曲线

剪切速率/s-1图3 不同润滑剂下ABS树脂剪切速率和剪切应力的关系曲线
为进一步考察三种润滑剂对ABS制品内应力的影响,将上面三种样品在200 ℃下注塑成制品并放入冰醋酸中浸泡2~3 min,然后仔细地清洗表面,晾干,表面情况如图4所示。
从图4可以看出,添加硬脂酸镁制备的ABS树脂产品表面状况明显优于其它两种样品,产品流动性好,注塑样品内应力小。
(a) EBA

(b) 聚乙烯蜡

(c) 硬脂酸镁图4 三种样品内应力情况
2.3 丙烯腈含量对镀层结合力的影响
ABS树脂电镀过程中需要经过强酸刻蚀,SAN树脂中的丙烯腈组分保证了基体树脂的耐化学性,避免基体树脂被过分地刻蚀,影响镀层和基体间电镀结合力。
采用两种不同结合丙烯腈含量的SAN树脂与ABS接枝粉料共混挤出,制备ABS树脂,在相同工艺条件下开展电镀。将电镀件在-40~100 ℃条件下开展高低温循环实验,图5显示的是两种电镀件电镀层表面情况。

(a) 低丙烯腈含量

(b) 高丙烯腈含量图5 不同丙烯腈含量的ABS电镀件镀层情况
从图5可以发现,采用低丙烯腈含量的SAN树脂制备的ABS产品电镀后,经过高低温循环实验,制品电镀层出现开裂现象,而丙烯腈含量高的ABS制品未出现这种情况。因此,提高ABS产品中SAN树脂的丙烯腈含量可以增强镀层和基体间的结合力。
3 结 论
(1) 随着橡胶含量的增加,粗化后ABS树脂表面凹坑数目及尺寸逐渐增加。电镀级ABS树脂产品中橡胶的质量分数宜控制在15.0%~18.0%之间。
(2) 在相同的低剪切速率下,提高EBA和聚
乙烯蜡添加量,并不能降低两种ABS树脂剪切应力和表观黏度。
(3) 提高硬脂酸的添加量,可以降低ABS产品的表观黏度,注塑的制品内应力小。
(4) 提高SAN树脂的丙烯腈含量可以增强镀层和基体间的结合力。
猜你喜欢
石油化工高等学校学报(2021年1期)2021-04-06 11:47:08
甘肃科技(2020年20期)2020-04-13 00:30:30
重庆科技学院学报(自然科学版)(2018年5期)2018-11-15 03:24:24
山东化工(2018年7期)2018-04-25 03:07:27
电镀与环保(2018年1期)2018-04-04 05:21:22
电镀与环保(2017年3期)2017-06-23 08:24:50
石油化工技术与经济(2017年2期)2017-04-06 01:59:15
超硬材料工程(2016年1期)2016-02-28 22:20:02
西南石油大学学报(自然科学版)(2015年3期)2015-04-16 05:12:11
表面工程与再制造(2014年2期)2014-02-27 06:46:02
