探究AlTi中间合金中TiAl3化合物对5183合金粗大化合物的遗传影响
2018-12-27 06:00程振雷尹华成赵强国
世界有色金属 2018年20期
冯 伟,程振雷,尹华成,赵强国
(新疆众和股份有限公司,新疆乌鲁木齐 830013)
1 引言
粗大金属化合物又硬又脆,虽然没有破坏金属的连续性,但严重破坏了组织的均匀性,因其多数是难溶相,铸锭均火后尺寸仍然很大,虽然加工变形后多数被破碎,但尺寸仍然较大,变形过程中在粗大化合物与基体的界面产生很大的应力集中,制品受力时很容易产生裂纹,严重降低了制品性能。当制品表面有粗大金属化合物时,又使腐蚀寿命大大降低。我公司目前生产高铁用5183焊丝所用的棒材,规格为直径182,存在粗大化合物的组织缺陷。本试验主要研究AlTi中间合金对5183合金中粗大化合物的影响。
2 试验材料与方法
2.1 试验设备
试验采用10吨保温电炉,Apur单转子在线除气装置,陶瓷过滤片式双级过滤箱,喂丝机,钢丝绳铸造竖井,直径182圆棒铸造工装。
2.2 试验原料
试验采用Al99.90%铝锭,AlMn10中间合金,不同含量的AlTi中间合金,AlCr5中间合金,99.95%镁锭。
2.3 试验方法
采用半连续热顶铸造,铸造铝合金圆铸锭,对圆铸锭横截面的心部、中部、边部取样,通过上海中研ZMP-2000磨抛机进行金相试样的制作,再利用OLYMPUS GX51光学显微镜观察圆铸锭横截面的试样。利用EVO50扫描电镜对圆铸锭横截面的试样进行能谱分析。
3 试验结果与分析
3.1 对不同含量AlTi中间合金的金相组织进行检测分析
主要观察Al3Ti化合物的形态大小、尺寸数量以及分布情况。如图1所示。
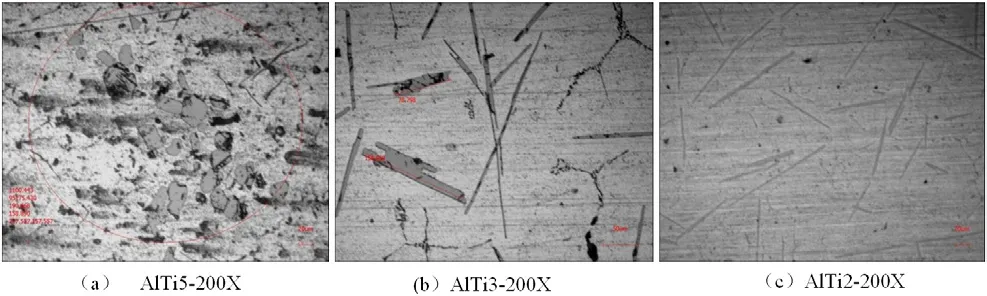
图1 不同含量AlTi中间合金中Al3Ti的形态
由AlTi5、AlTi3、AlTi2的200X的金相照片,可以看到AlTi5合金中Al3Ti的形态主要是块状,尺寸在20-50µm不等,有些区域分布较为分散,有些区域分布较为集中,而AlTi3合金中的Al3Ti的形态主要为针状和片状,且分布较为分散,AlTi2合金高倍组织中Al3Ti的形态为针状,由此可初步判断:Ti含量较高时,Al3Ti的形态主要为块状,Ti含量较低时,Al3Ti的形态主要为针状。
3.2 AlTi5中间合金对5183合金中粗大化合物的影响
对5183合金样片分别在心部,中部及边部取25*25mm的样块,对样块进行粗磨、细磨、抛光、腐蚀等工序,后对其金相组织进行观察,如图2所示。
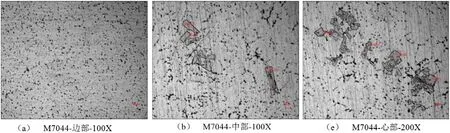
图2 5183合金M7044炉次高倍组织金相照片
由图2看出显微组织中存在棱角分明,不规则的粗大金属化合物,在基体内随机分布,有集聚状态,也有分散分布,形态为块状化合物以及杆状、树枝状化合物。同时铸锭边部并未发现明显的化合物,而中部及心部均存在尺寸不同的化合物,因此从边部到心部,化合物的数量逐渐增多,通过扫描电镜能谱分析成分以便进一步确定化合物为何种物质。检测结果如表1所示,图4为选定区域。

表1 扫描电镜能谱检测结果
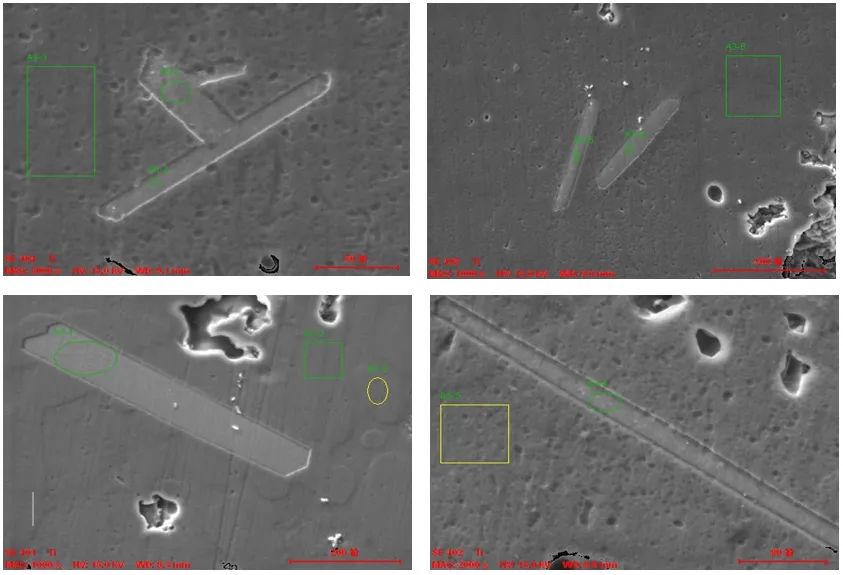
图4 M7044炉次5183头部SEM图谱1000X照片
从表1和图3可以看出5183合金电镜图谱中化合物以Al-Ti-C-Mg为主,其中Ti元素含量8.97%~25.92%之间,Mg、C元素含量较低,基体元素以Al-Mg为主,Mg元素含量在0.65%~5.88%之间。由此判断化合物为Al-Ti难熔化合物。造成的原因可能是:①是中间合金中存在原始粗大组织在熔铸过程中没有完全溶解;②铸造过程中由于铸造生产工艺,铸造温度过低等原因造成粗大化合物的形成。
3.3 不同Ti含量的AlTi中间合金对5183合金中粗大化合物的影响
分别采用AlTi5、AlTi3、AlTi2中间合金制备5183合金,并对圆铸锭横截面的心部分别取样,进行金相组织的观察和分析。
由图4以看出,采用AlTi5中间合金制备的5183合金中,Al3Ti形成的化合物呈聚集状态,且尺寸在50µm以上;采用AlTi3中间合金制备的5183合金中,Al3Ti形成的化合物较为分散,尺寸在30~50µm左右;而采用AlTi2中间合金制备的5183合金中,Al3Ti形成的化合物数量明显减少,且尺寸在30µm以下。由此可以看出,降低AlTi中间合金的Ti含量在一定程度上能够减少5183合金中粗大化合物的数量同时减小其尺寸。
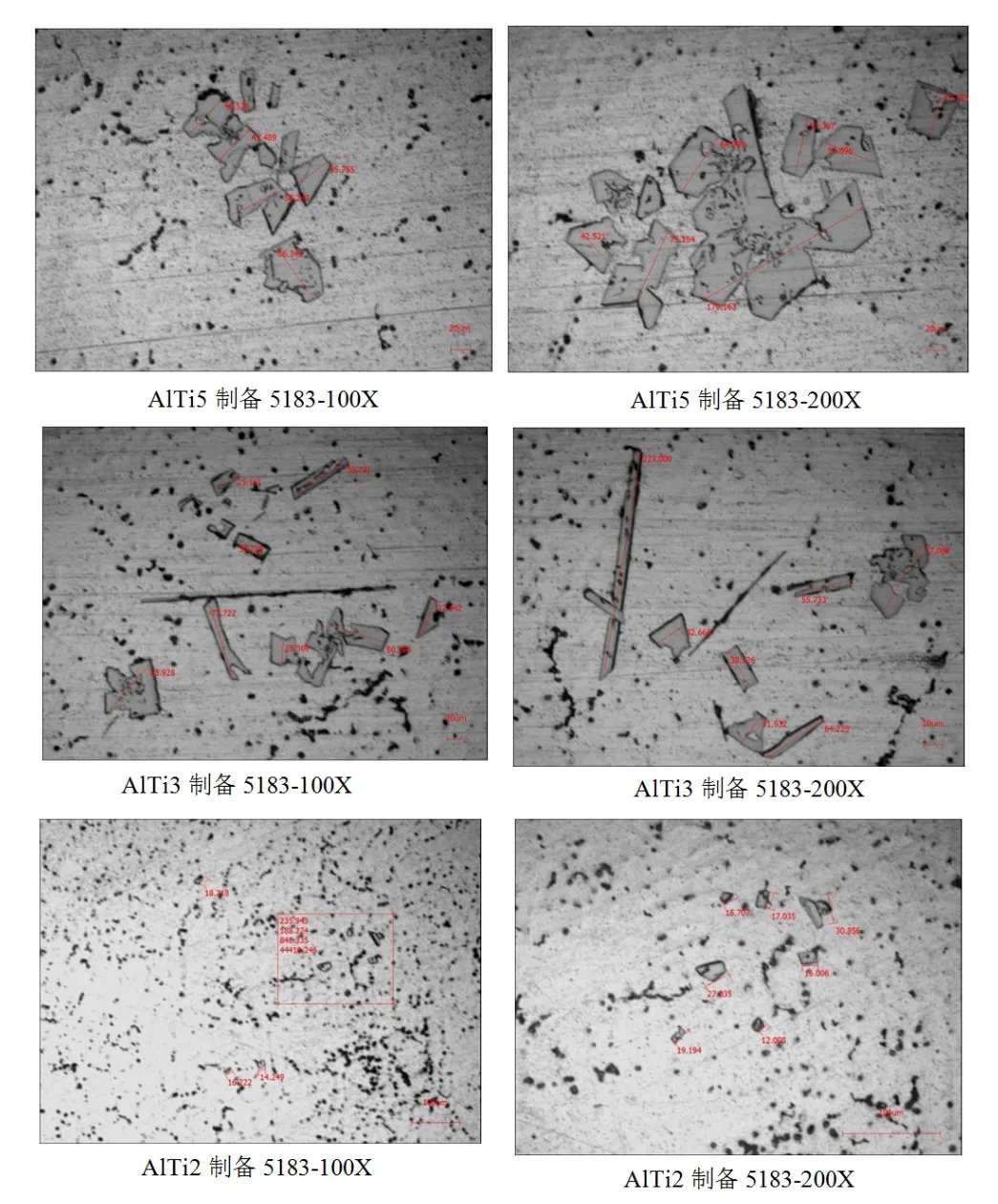
图4 不同AlTi中间合金制备5183合金的金相组织
4 结论
(1)通过对5183合金材料中粗大化合物的高倍组织分析得知,粗大化合物主要是由Ti、Cr的化合物组成,形态主要为有棱角的块状化合物,尺寸在30-100µm不等,分散或聚集。
(2)通过改变熔铸工艺条件,包括熔炼温度、搅拌反应时间、浇注温度以及冷却条件,采用Ti剂制备不同含量(2%、3%、5%)的AlTi中间合金中不同程度的存在条状或块状的TiAl3相,并且能够遗传至5183合金中。
(3)分别采用不同Ti含量的AlTi中间合金制备5183合金,结果随着Ti含量的降低,5183合金中粗大化合物的数量有所减少,同时化合物尺寸也有所减小。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23
名作欣赏·学术版(2021年1期)2021-02-08
大型铸锻件(2019年5期)2019-08-30
世界有色金属(2019年4期)2019-05-11
汽车实用技术(2018年20期)2018-10-26
山东工业技术(2017年9期)2017-05-16
课程教育研究·新教师教学(2016年21期)2017-04-12
中国神经再生研究(英文版)(2017年4期)2017-01-12
当代化工研究(2016年7期)2016-03-20
自然保护地(2012年2期)2012-01-26