铁路混装货物安检设备配置方法研究
2018-12-27 02:42:28周凌云刘启钢
铁道货运 2018年12期
叶 飞,王 军,周凌云,刘启钢
(1. 中国铁道科学研究院集团有限公司 运输及经济研究所,北京 100081;2. 中国铁路总公司 科技和信息化部,北京 100844)
0 引言
近年来,铁路不断强化货物安检查危能力,从“人防、物防、技防”方面逐步完善铁路货物安检管理体系[1]。但是,由于铁路安检管理是铁路拓展白货物流而新兴的管理内容,在设备配置运用上仍然缺少成熟的管理经验,主要存在安检设备类型不清晰、技术参数考虑不充分、配置模式与使用场景结合不紧密等问题。
(1)安检设备类型不清晰。铁路物流中心安检设备当前主要配置有手持式金属探测仪、台式安检仪、危险液体检测仪等设备,其中手持式金属探测仪仅能探测货物中是否携带金属物质,难以判别是否夹带危险货物。
(2)技术参数考虑不充分。当前部分铁路物流中心为了落实中国铁路总公司发布的铁路安检查危管理制度办法,配置了一定数量的台式安检仪,但对识别货物类型、通过尺寸、穿透能力等考虑不足,存在货物无法通过或无法识别的现象,造成部分安检设备运用后便闲置的问题。
(3)配置模式与使用场景结合不紧密。调查部分铁路物流中心的结果显示,当前铁路安检设备与作业流线衔接不紧密,部分安检设备设置在仓库或雨棚端部,而装卸作业位于两侧,货物安检作业需要叉车来回短驳,降低了货物交接作业效率。
针对上述问题,通过分析既有安检设备类型及特征,结合铁路物流中心拓展白货物流的实际需要,提出铁路货物安检设备配置方法,为提升铁路货运安全管理能力提供决策支撑。
1 混装货物安检设备类型及特征
安全检查设备是在生产生活中用来识别和检测危险品及违禁品,保证人身及货物安全的各类设备的总称。从技术运用来看,当前主要划分为X光扫描成像技术、离子迁移光谱法(IMS)、荧光聚合物传感技术等技术类型。按照不同的功能、检测对象和应用场景,主要有安检X光机、整车安全检查设备、车底安全检查设备、毒品爆炸物探测设备、危险液体检测设备、辐射探测设备、安检门、手持金属探测器、人体安检系统等,可以看出当前尚未存在一种设备能够检测出所有危险货物的情况。铁路货物安检管理的基础目标是防止承运的混装货物中夹带危险货物,进而防止混装货物中匿报货物品名。因此,铁路当前主要适用的安检设备为门架式安检系统、安检X光机、液体检测设备、毒品爆炸物检测设备等设备。其中,门架式安检系统是面向汽车整车或集装箱货物的安检设备,自2007年起,原铁道部发布了《大型射线类铁路货物安全检查设备运用管理办法》(铁运电[2007] 180号)等规章文电,在集装箱安检方面取得了一定的管理经验,在此不做重点探讨。
1.1 安检X光机
安检X光机是一种利用X光扫描成像技术来检测危险品及违禁品的放射性检测仪。安检机能根据物体对X射线的吸收程度,在荧屏上呈现不同颜色的影像[2]。有机物如食品、塑料等显示为橙色,书本、陶瓷等混合物显示为绿色,无机物和金属则显示为蓝色。扫描成像过程中,系统提供自动图像存储和由检查人员根据工作需要自行存储2种方式,如需对其中图像重新检查,检查人员可随时回放过往图片。随着技术的革新,当前准静态计算机断层扫描技术(CT)正逐步运用于货物安检领域,CT是以X射线从多个方向沿着头部某一选定断层层面进行照射,测定透过的X射线量,数字化后经过计算机算出该层面组织各个单位容积的吸收系数,然后重建图像的一种技术。通过准静态计算机断层扫描技术,测定待测物质的介电常数和电导率,从而判断其易燃易爆性。
安检X光机依据不同的作业场景有多种大小的通道尺寸,以满足不同体积物品的检查需求。通道尺寸指的是安检X光机通道的高度及宽度,安检X光机主流的通道尺寸和类型如表1所示。

表1 安检X光机主流的通道尺寸和类型Tab.1 Channel sizes and types of mainstream X-ray machines
目前使用数量最多的是5030,6550,8065,10080,100100型这5种通道尺寸的安检机,而150150,150180,160190,180180型一般应用于大型货物的安全检查,需求量相对较少。从参数指标来看,通道尺寸越大,能够承载的货物重量越大,X光的穿透能力越强,设备体积和重量也越大,功耗和噪声级也越来越高,精度和分辨力越来越低。
1.2 痕量爆炸物毒品检查设备
痕量爆炸物毒品检查设备是一种检测是否携带毒品和炸药的仪器,主要运用的是离子迁移光谱技术(IMS)。嫌疑人接触过炸药或毒品后,在手的皮肤上会沾有这些炸药或毒品的微小颗粒,当嫌疑人再接触其他物质时,如箱子、包裹或衣服,通过指纹将微粒污染到这些物质的表面。在常温下,这些微小颗粒会自然挥发出蒸汽,检测人员通过取样工具,在这些物质表面采集微小颗粒或蒸汽,利用毒品炸药探测器可进行分析。根据设备外形和功能,痕量爆炸物毒品检查设备可以分为台式和便携式2种类型。痕量爆炸物毒品检查设备如图1所示。

图1 痕量爆炸物毒品检查设备Fig. 1 Trace explosive drug detection equipment
1.3 危险液体检查设备
安检X光机对液态的危险品无法做到有效识别。目前,排除液体危险品的通常做法主要是让携带者喝一口,以示其没有危害。考虑大多数危险液体都具有明显的拉曼光谱特征峰,通过发射微光到液体,然后检测不同液体返回来的光谱特征,可以识别出液体的属性,给出液体的名称。危险液体检测仪主要使用拉曼光谱技术,拉曼光谱与分子的振动转动能级有关,是分子的指纹光谱,利用拉曼光谱可以进行物质的识别和检测,并结合基于化学计量学的模式识别算法以及计算机自动控制技术,可以对液态物品进行快速检查。但是,拉曼光谱技术在安检的应用也存在不足之处,如锡纸包装、金属、陶瓷等不透明包装需要进行取样测量,不能够直接隔着外壁进行检测,而且部分深色液体和高荧光物质容易导致饱和等,导致检测出现误差[3]。
按照检测设备的外形,危险液体检测仪可以分为手持式和台式2种。危险液体检测仪如图2所示。

图2 危险液体检测仪Fig.2 Dangerous liquid detector
手持式危险液体检测仪使用时只需将检测仪探头放在待测容器侧面,探测高度低于容器内的液体水平面,然后按下按钮即可。检测仪不含离子、微波射线放射源及其他潜在危险元素,对操作人员安全无害。台式危险液体检测仪直接将待检容器放置在相应的检测区域,检测结果通过指示灯报警和声音报警2种模式,同时在屏幕上显示检测结果,便于安检人员的识别。
1.4 混装货物安检设备检测范围对比分析
《铁路危险货物品名表》中将危险货物划分为爆炸品、气体、易燃液体、易燃固体、易于自燃的物质、遇水放出易燃气体的物质、氧化性物质和有机过氧化物、毒性物质和感染性物质、放射性物质、腐蚀性物质、杂项危险物质和物品等类型。因此,铁路混装货物安检查危设备检测范围应与该分类一致。由于杂项危险物质和物品类别中货物性质复杂,在此不做重点讨论。混装货物安检设备检测范围对比如表2所示。
从表2可以看出,X光机可检查货物覆盖范围最广,但无法判明货物组成,主要起到初步判断是否为疑似危险货物的作用。痕量检查设备和危险液体检测设备具有明显的专业化检查特征,是判定货物组成的主要手段。因此,混装货物安检不能完全依赖单一设备完成检查,需要多种设备相互配合,才能够判定货物组成及危险性。

表2 混装货物安检设备检测范围对比Tab.2 Comparison of inspection range of mixed cargo security inspection equipment
2 基于需求传递的铁路货物安检设备配置方法
铁路货物安检作业是铁路货物交接环节中的组成部分,因此铁路货物安检设备配置方法是以铁路货物交接环节业务需求为导向,运用需求传递理论,从服务功能、设备类型、技术参数等方面建立映射模型。为保证理论模型的实践应用,提出铁路货物安检设备配置流程及布局模式。
2.1 铁路货物安检设备配置模型
基于公理化设计的铁路物流需求传递理论,是通过引入公理化设计理论,运用系统工程的思维和方法,构架铁路物流服务设计理论框架,通过域的建模和映射,揭示铁路物流需求的传递机理[4]。结合铁路货物安检设备配置的应用场景,形成“业务需求—服务功能—设备类型—技术参数”的映射关系模型,铁路货物安检设备配置结构模型如图3所示。
(1)业务需求。铁路货物交接环节是托运人和承运人间的交接界面,是界定双方权责的关键环节。主要包括客户托运货物需求和铁路承运货物安全管理需求。客户托运货物需求根据托运白货的集装化形式,可划分为集装箱货物、成托货物和成件货物3种类型。铁路货物安检管理需求主要是防止匿报品名和夹带货物两大内容,防止匿报品名是指防止托运人委托运输的货物与其提报的物品清单信息不一致,即替代物品清单内容托运;防止夹带货物是指防止托运人在混装货物中,夹带危险货物或物品清单未列出的货物,造成货物运输安全或降低收费标准。
(2)服务功能。货物交接环节主要是铁路作为承运人,核查客户托运货物的基本信息,主要有安检、称重、计方、装卸、搬运、货物清点等作业内容。货物安全检查是铁路核查货主是否按照物品清单如实托运货物的关键作业内容。
(3)设备类型。结合铁路货物安检作业的目标,主要有安检X光机、危险液体检查设备和痕量毒品爆炸物检查设备和门架式安检设备4大类设备,能够有效满足成件、成托货物,以及固态、液态等不同状态货物的安检要求。
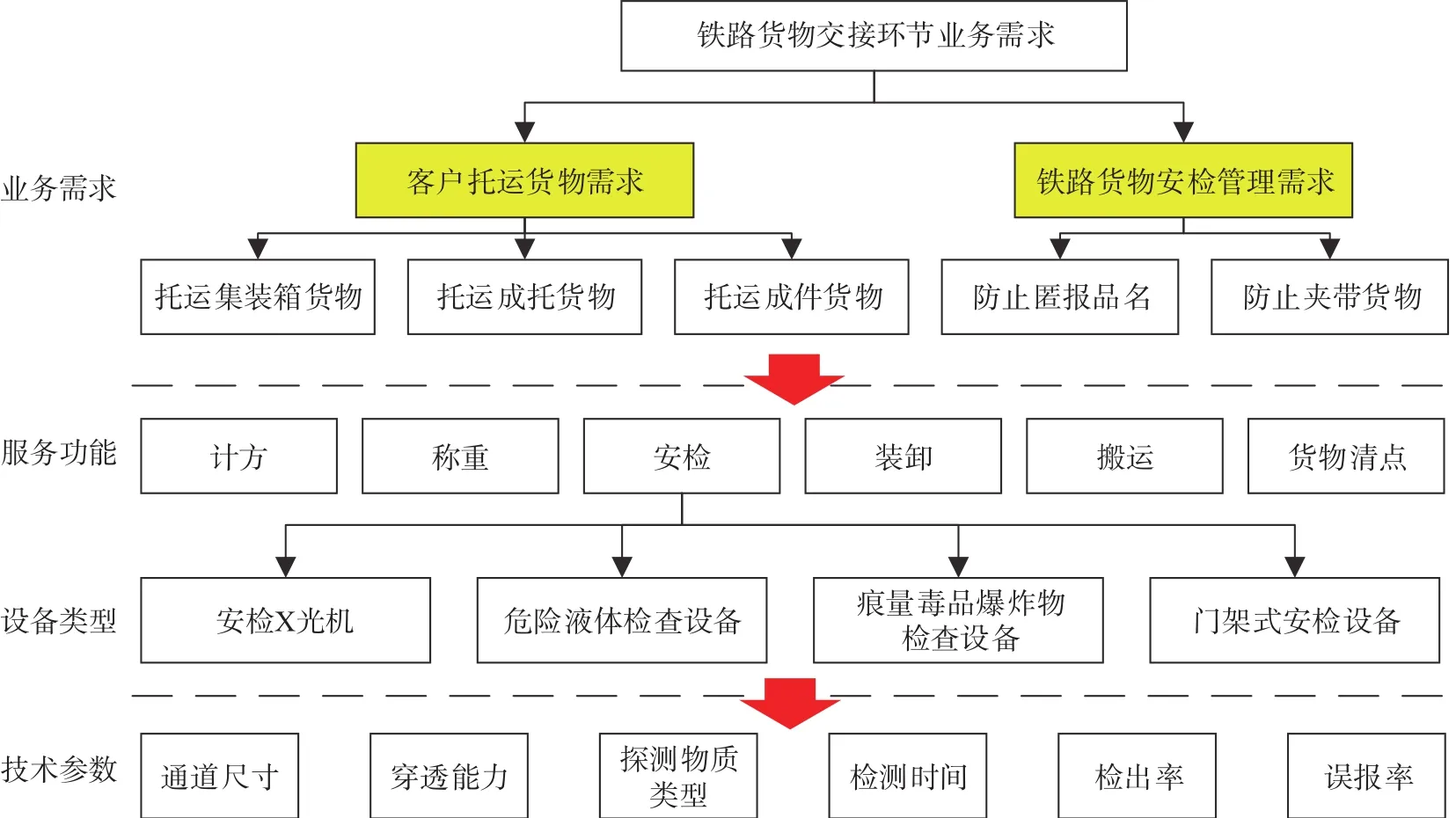
图3 铁路货物安检设备配置结构模型Fig.3 Conf i guration structure model of railway cargo security inspection equipment
(4)技术参数。技术参数主要包括通道尺寸、穿透能力、探测物质类型、检测时间、检出率和误报率等内容。其中,穿透能力主要是指安检设备间接探测物质的能力,考虑多品类货物集装化后造成难以直接探测内部货物的情况,穿透能力成为衡量安检设备适应性的重要技术参数之一;探测物质类型主要是指检查物品对象性质,包括液态、固态、气态等状态,以及危险货物和非危险货物等危险属性;检测时间是指安检设备检测一批货物所需要的时间;检出率是指检出问题货物数量占核定问题货物总数量的比例,以反映安检设备的识别能力;误报率指非问题货物占检出疑似货物数量的比例,以反映安检设备的误判能力。
2.2 铁路货物安检设备选型流程
在铁路货运场站拓展白货物流市场条件下,结合混装货物办理情况及办理规模,选择以便携式安检设备或安检X光机为主的安检设备,并根据安检人员及场地条件配置设备数量。铁路货物安检设备配置流程如图4所示。
从流程来看,铁路货物安检设备配置主要考虑铁路物流中心办理条件、混装货物规模、货物集装化形式、铁路物流中心人员及场地条件等影响因素。
(1)铁路物流中心办理条件,即铁路物流中心是否受理混装货物运输。不办理混装货物的,可对单一品名的货物进行人工抽检或视检,以核查货物品名是否属实;办理混装货物的,需要对混装货物进行安检作业,相应的需要配备相应的安检设备[5]。
(2)混装货物规模,即混装货物的作业量,直接影响了安检设备的选型和数量。对于作业量小的,应当考虑以便携式安检设备为主,实现安检设备在不同作业流线中的循环使用,提升安检设备运用效率;对于作业量大的,应当考虑以通道式安检X光机为主,实现货物过机安检,提升安检作业效率。其中,货物作业量规模的判定,应当结合场地条件、人员配置予以确定。
(3)货物集装化形式。考虑集装箱、成托、成件不同货物集装化形式的尺寸,对过机安检的通道有量化要求,在作业规模较大条件下,应分别配备门架式安检系统、大型安检X光机和中型安检X光机,以满足货物过机安检的需求[6]。

图4 铁路货物安检设备配置流程Fig.4 Allocation process of railway cargo security inspection equipment
(4)铁路物流中心人员及场地条件。安检设备是提升安检作业效率的有效手段,均需要安检人员进行运用管理,并且需要占用一定场地。因此,铁路物流中心安检人员配备及场地条件,直接影响了安检设备选型及配置数量。
2.3 铁路货物安检设备布局模式
针对以台式安检仪为代表的安检设备配置模式与使用场景结合不紧密的问题,考虑铁路仓库、雨棚等仓储区域以两侧站台装卸列车的基本前提,以仓库、雨棚等设施为研究对象,可将站台与装卸线主要的布局形式归纳为两线夹一台、一台一线2种形式,从而提出铁路货物安检设备布局模式[7-8]。
(1)两线夹一台布局形式。两线夹一台布局形式下,仓库两侧紧邻铁路货物线,端部可进行汽车装卸作业,货物交接环节中搬运距离较长。为减少安检装备占地规模、提升货物交接作业效率,台式安检装备可考虑放置于站台端部,与汽车卸车站台紧密对接,汽车卸车后经安检仪检查,并通过传送带输送至货区货位,再由叉车进行装车作业。两线夹一台布局形式下台式安检仪布局模式如图5所示。

图5 两线夹一台布局形式下台式安检仪布局模式Fig.5 Layout mode of desktop security detector under two line clamps and one layout
(2)一台一线布局形式。一台一线布局形式下,站台一侧是铁路货物线,对侧为汽车货物站台,货物交接环节走行搬运距离较短。为有效提升安检作业效率,可在公路站台侧布局安检设备,再通过传送带或叉车搬运至铁路站台完成装车作业。考虑仓库内叉车走行流线较为复杂,需要根据不同客户及仓库管理需求进行设计,在此对传送带布局不做讨论。一台一线布局形式下台式安检仪布局模式如图6所示。

图6 一台一线布局形式下台式安检仪布局模式Fig.6 Layout mode of desktop security detector under one-line with one clip
3 结束语
长期以来,铁路货物安检设备缺乏,安检能力不足,形成了货物承运安全风险隐患,难以适应铁路货运增量发展要求。对安检装备选型配置方法的探讨,为铁路货场差异化安检场景作业需求提供了装备配置参考,为提升铁路安检查危管理质量提供技术支撑。铁路货物安检管理是包括管理制度、安检人员、安检设备、安检系统等多要素的系统工程,也是铁路货运作业流程中的重要环节,需要按照智能化、协同化、标准化思路进行深入研究,以不断完善铁路货物安检管理体系,有效提升铁路货运管理质量。
猜你喜欢
作文周刊·小学一年级版(2022年24期)2022-06-18 13:11:03
中学生数理化·八年级物理人教版(2022年4期)2022-04-26 14:11:14
小天使·一年级语数英综合(2021年8期)2021-08-17 12:52:18
中学生数理化·八年级物理人教版(2021年4期)2021-07-22 03:15:16
小哥白尼(野生动物)(2019年9期)2019-12-21 01:38:32
小猕猴学习画刊(2019年9期)2019-11-08 07:59:11
快乐语文(2019年9期)2019-06-22 10:00:38
小天使·三年级语数英综合(2017年6期)2017-06-07 00:02:01
妈妈宝宝(2017年2期)2017-02-21 01:21:28
小天使·一年级语数英综合(2017年1期)2017-02-16 10:17:13