
工程机械用低合金高强钢焊接性分析及建议
2018-12-24 02:24赵小康侯国清张海燕肖毅强邓颖章苏雅萍
装备制造技术 2018年10期
赵小康,侯国清,张海燕,肖毅强,邓颖章,苏雅萍
(广西柳工机械股份有限公司,广西 柳州545007)
随着工程技术的发展,工程机械行业朝着“三高一大”即:高端、高技术含量、高附加值,大吨位的方向发展,故对整机结构件的轻量化、使用寿命以及对材料更高屈服强度、疲劳强度、耐冲击性、良好的焊接使用性提出了更高的要求[1]。低合金高强钢相比较普通碳素钢而言,在具备高抗拉强度的同时,还具有良好的塑韧性、屈强比高,能够减轻构件重量等优点[2],而被广泛应用于工程机械行业,如:起重机吊臂、液压支架、土石方机械、混凝土机械等[3]。低合金高强钢的使用不仅减轻了整机自身的重量,而且提高了整机承受复杂多变载荷的能力,保证了钢结构在复杂工况下工作的可靠性。但是工程机械用钢大多需要进行焊接作业,焊接结构件约占整机重量的50%~70%,焊接结构的优劣,将直接决定整机产品的质量、性能和使用可靠性[4]。低合金高强钢虽然含碳量较低,但是较多合金组元的添加,使其实际碳当量并不低,并且对于一系列低合金高强钢来说,随着强度级别的升高,合金元素的加入提高了钢的淬透性,其冲击韧性往往会下降,钢材的氢脆敏感性显著增加,增加了低合金高强钢焊接的难度。所以如何确保低合金高强钢焊接质量的稳定性,得到可靠的焊接结构变得尤为重要。本文主要从低合金高强钢本身的焊接性出发,对低合金高强钢的焊接做出理论性指导。
1 目前低合金高强钢焊接存在的问题
根据相关文献记载,试验研究及对实际应用中低合金高强钢焊接构件的失效分析发现,低合金高强钢焊接主要存在的问题是焊缝区和热影响区的焊接冷裂纹,热影响区的脆化和软化失强及部分热裂纹现象[5]。
低合金高强钢的焊接相比较普通钢材而言,焊接过程难于控制,焊缝易于出现问题,这就需要在焊接过程中严格控制焊接参数,正确布置焊道,对于脆硬性大,强度级别高的钢材在焊接前还需要进行预热,后热等处理。而在工程机械结构中,由于焊接结构复杂且通常属于大型构件,自身重量大,考虑到效率、产量、成本、工作条件及环境因素,焊接工艺的实施往往存在着随意性,未能以最理想的焊接状态对低合金高强钢进行施焊,故如何解决在工程化用低合金高强钢焊接的问题至关重要。
2 低合金高强钢焊接性分析及评价方法
2.1 低合金高强钢的冷裂敏感性
常用于判断焊接冷裂敏感性的准则主要有化学成分分析法和焊接试验法。
2.1.1 碳当量法
国际焊接学会IIW,日本JIS标准,美国焊接学会AWS对碳当量计算分别做了相关规定。每个公式的运用要对应相应的适用范围。如日本JIS标准规定碳当量计算公式如下:

使用范围:低碳调质低合金高强钢(σb=500~1 000 MPa) C≤0.2%;Si≤0.55%;Mn≤1.5%;Cu≤1.5%;Ni≤2.5%;Cr≤1.25%;Mo≤0.7%;V≤0.1%;B≤0.006%.
根据材料的化学成分可以计算出相应的碳当量,即碳当量数值越大,表明被焊钢材的脆硬倾向越大,热影响区越容易产生冷裂纹,焊接时需要通过预热来防止焊接裂纹的产生。并且随着板厚的增加,预热温度也需要相应提高,不同板厚推荐预热温度的主曲线如图1所示[6]。
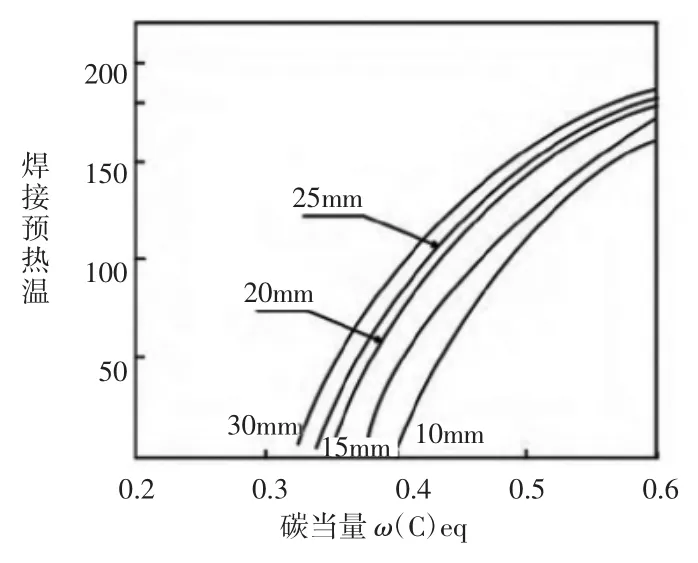
图1 不同板厚推荐预热温度
2.1.2 冷裂纹敏感指数Pc
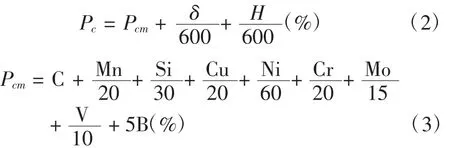
其中,Pcm为冷裂敏感系数,δ为板厚(mm),H为熔敷金属扩散氢含量(mL/100g)。
通常情况下,当Pcm≥0.2%时被焊钢材具有冷裂倾向[7]。为防止冷裂所需要的最低预热温度T0可以通过下式计算:

我国根据国产低合金高强度结构钢的特点,通过考虑板厚δ(mm),熔敷金属扩散氢含量[H](mL/100g),冷裂敏感系数Pcm和钢材抗拉强度σb(MPa),建立了防止冷裂纹的预热温度计算公式:

2.1.3 试验法判断材料的冷裂敏感性
判断材料冷裂敏感性的试验方法主要有热影响区最高硬度法,斜Y坡口对接裂纹试验(小铁研法),插销试验,拉伸拘束裂纹试验(TRC),刚性拘束裂纹试验(RRC)等。
通过上述试验可以对被焊材料的冷裂敏感性做出判断。当被焊钢材焊接热影响区的最高维氏硬度超过350 HV时,既具有一定的冷裂倾向。对于热影响区最高硬度除实际测量外,可通过经验公式:HV=1 470Pcm+52-810logt8/5,计算得来[8]。对于材料的斜Y裂纹敏感性试验,认为裂纹率在20%以下即为安全[9]。
在低合金高强钢焊接前可通过上述方法,对被焊材料的冷裂敏感性做出判断,根据大量文献记载,多数低合金高强钢在焊接时存在不同程度的冷裂倾向,其主要取决于:材料的脆硬倾向,焊接结构本身的拘束度及接头热影响区及焊缝熔合带中扩散氢含量[10]。单纯从焊缝组织角度出发,对于调质态的低合金高强钢而言,由于该类钢含碳量很低,具有较高的转变温度Ms点,如果合理控制冷却速度,生成的马氏体可进行一次“自回火”处理,得到强度和韧性较好的回火马氏体和回火贝氏体,可起到防止冷裂纹的效果[11]。从防止低合金高强钢焊接冷裂纹的角度出发,应采取热量集中、线能量较低的焊接方法,相应的焊前预热和焊后热处理措施,选用低氢型和超低氢型焊接材料。对于抗拉强度800 MPa以上的钢种,可考虑运用“低强匹配”的焊材,以保证其综合指标[12]。
2.2 低合金高强钢的热烈敏感性
低合金高强钢含碳量较低,Mn含量较高,且对S、P 控制严格,该类钢 W(Mn)/W(S)比例大,故热裂倾向较小。但是对于高Ni低Mn类型的钢种有一定的热裂敏感性,其主要产生于热影响区的过热区。对于Cr-Mo和Cr-Mo-V钢存在再热裂纹倾向[11]。
针对钢材的热裂纹和再热裂纹敏感性,可通过热裂敏感指数HCS(6),再热裂纹敏感指数法PSR(7)及临界应变增长率CST(8)进行有效分析。普遍认为:当HCS≤2时,不会产生热裂纹;PSR≤0时,再热裂纹敏感性不强;CST≥6.4×10-4,可以防止裂纹。

2.3 低合金高强钢热影响区的脆化和软化
对于低合金高强钢而言,热影响区通常是组织不均匀的部位,同时存在焊接接头脆化(韧性下降)和软化的现象。低合金高强钢热影响区脆化主要体现在焊接热循环的作用下,当t8/5增加时,热影响区过热区奥氏体晶粒粗化,并且伴随着上贝氏体和M-A组元的形成,导致接头冲击韧性显著降低[11]。经研究发现,低碳调质钢热影响区获得较细小的低碳马氏体(ML)组织或下贝氏体(BL)组织时,韧性良好,而韧性最佳的组织为低碳马氏体(ML)与低温转变贝氏体(BL)的混合组织;对于调制态的低合金高强钢热影响区的软化主要发生在峰值温度高于母材回火温度至Ac1的区域,特别是峰值温度靠近Ac1的区域,这跟该区域组织转变及碳化物的析出沉淀和聚集长大有关[8]。软化区的存在往往成为最终焊接接头失效的薄弱环节。焊接前母材的回火温度越低,焊后热影响区的软化则越严重。焊接接头的脆化和软化,可以通过控制焊接热输入和预热温度来防止。
3 低合金高强钢焊接过程应注意的问题
3.1 焊缝金属的强韧性匹配
焊缝强度匹配系数S=(σb)w/(σb)b(其中(σb)w为焊缝强度,(σb)b为母材强度)可以表征焊缝与母材之间的强度匹配关系,当(σb)w/(σb)b=1时为等强匹配;(σb)w/(σb)b>1时为超强匹配;(σb)w/(σb)b<1低强匹配。在实际生产过程中对于焊接材料的选择往往是基于熔敷金属的强度进行选择,可是焊缝金属的强度并不等同于熔敷金属的强度,对于高强钢焊接材料,其焊缝金属的强度往往比熔敷金属的强度高,所以基于熔敷金属强度选择的焊接材料,则会出现名义“等强”实际“超强”的结果,使得焊缝塑性,韧性,抗裂性显著下降,使用性能变差。在高强钢的焊接中,保证焊缝金属具有与母材相当的韧性水平至关重要[11]。很多工程构件的失效脆断,往往是在低应力下,由于疲劳和应力腐蚀等原因使裂纹沿着韧性最差的部位进行,最终在低应力下断裂,其主要是因为韧性不足引起的。根据文献[13],在高强钢的焊接中,采用“低强匹配”能够获得综合使用性能较优的焊接接头,可提高焊缝区的韧性储备及抗裂敏感性,最大限度地降低焊缝内的应力,提高焊接结构的疲劳寿命和使用可靠性。根据文献[11],对于σb≥800 MPa的高强钢,采用“低强匹配”能有效防止裂纹,适当降低焊缝强度可以降低接头拘束应力而减轻熔合区的负担,有利于降低根部裂纹的生成倾向,且认为只要焊缝金属的强度不低于母材强度的87%,仍可保证焊接接头的强度性能。并且采用“低强匹配”且超低氢的焊接材料焊接时,可以降低预热温度,改善生产条件,降低能耗。文献[14]关于10 mm厚调制态Q690D的焊接中,使用“低强匹配”焊丝ER69-G,在80%Ar+20%CO2保护的GMAW方法下,通过控制焊接线能量在8 kJ/cm左右,得到了成性良好,综合性能高的焊缝,其焊缝强度仅低于母材的12%,满足其使用要求。文献[6]中,作者通过自制的“低强匹配”实心焊丝配合 80%Ar+20%CO2气体保护焊对25 mm的Q960E高强钢进行焊接,当预热温度达到180℃以上时,可有效防止焊接冷裂纹的产生。在文献[1]中等人提到,对受应力集中的部位高强钢焊接,采用较低的软基材料进行打底,可整体提高接头的塑性储备,减小接头根部的拘束应力,降低产生根部裂纹的倾向。文献[15]中,作者选取HS-80“低强匹配”焊丝对SHT900钢进行了焊接,在控制相关焊接过程的基础上得到了性能满足使用要求的焊接接头。
3.2 焊接工艺过程的控制
3.2.1 焊接方法
在低合金高强钢的焊接中尽量选用中,低线能量的焊接方法,通过控制焊接热输入,避免线能量过高,造成焊接接头发生脆化和软化。从经济性、适用性及工作效率出发,目前工程机械行业大多采用焊接热输入密度集中、中,低线能量、熔池保护及脱氢效果良好、操作简单、生产效率高的CO2焊和20%Ar+80%CO2富氩混合气体保护焊。随着工程技术的发展,新型的焊接方法也被用于高强钢的焊接,诸如新型脉冲MIG焊机,在20%CO2+80%Ar富氩条件下,通过快速压缩电弧工艺,实现低电流射流过渡完成高强钢高品质的焊接[16];还有激光焊,激光-电弧复合法,超窄间隙MAG焊等方法被用于高强钢的焊接。并且在相关高强钢焊接的研究中,往往会采用两种或者两种以上的焊接方法,完成焊接作业,如文献[17]中提到,在打底焊时可采用热输入更低的脉冲TIG焊,获得质量优良的根部焊道,填充层可采用MAG焊。
3.2.2 预热温度的选择
对于普遍的低合金高强钢而言,由于其具有较高的碳当量和本身含有一定量Cr、Mo等淬透型元素,使其焊接冷裂敏感性强,此时往往需要通过预热的措施控制焊接冷速,避免热影响区生成过多的脆硬马氏体,降低焊接应力和热影响区硬度,且通过预热使氢从焊接接头易于逸出,从而防止裂纹的产生。在低合金高强钢焊接时,需要严格控制预热温度的大小。根据文献[1]推荐,高强钢的预热温度应该控制在100~150℃.预热温度过高,反而会使热影响区冲击韧性和塑性降低。
3.2.3 热输入的选择
在焊接热循环过程中,焊接热输入的大小直接影响着焊接接头的微观组织及力学性能。根据文献记载[16],在高强钢的焊接中,当材料的屈服强度σs≤600 MPa时,其冷裂敏感性小,适合较大热输入的焊接,而对于屈服强度σs≥700 MPa高强度级别的钢材,冷裂倾向大,此时不宜采用大热输入的焊接。合理的热输入大小,会使焊缝具备良好的耐冲击性,韧性和强度提高,热影响区变窄缩小软化区宽度,接头残余应力降低。
对于热输入大小的合理选择可以基于相关焊接热模拟试验,焊接接头的韧性好坏及微观组织来选择。诸如,文献[9]利用斜Y坡口焊接裂纹试验,在不同热输入情况下,验证了焊丝MK-G76对于Q690钢焊接时的适用性,研究表明:当焊接热输入<20kJ/cm时,焊接接头裂纹率较低;当焊接热输入>20kJ/cm时,接头裂纹均明显提高。在焊接方法一定的情况下,焊接热输入的大小直接影响着焊接粗晶区的冷却时间(即t8/5),对于中,高线能量的焊接方法,往往具有较高的t8/5时间。文献[18]通过热模拟的方法验证了不同t8/5对Q690CDF钢板粗晶区韧性的影响,研究表明:当t8/5大于40 s以后,粗晶区韧性显著降低,冲击吸收功出现明显下降,并且认为当焊缝粗晶区生成低碳板条马氏体和少量下贝氏体时,具有较高的韧性。对于Q690钢材焊接,选择中线能量的焊接方法,控制线能量低于20 kJ/cm时,可得到综合性能较优的焊接接头。文献[19]研究发现,在Q960钢的焊接中,焊接热输入稍低于12 kJ/cm时,焊接接头焊缝区和热影响均具有良好的抗拉强度和冲击韧性,当热输入大于12 kJ/cm时,接头性能显著降低。然而在文献[20]中提到Q960适合小热输入焊接,热输入控制在12~24 kJ/cm,t8/5时间在20 s时,焊接接头具有良好的综合性能。对于热影响区t8/5时间的控制可以基于下列公式进行计算:

三维传热(厚板):

二维传热(薄板):
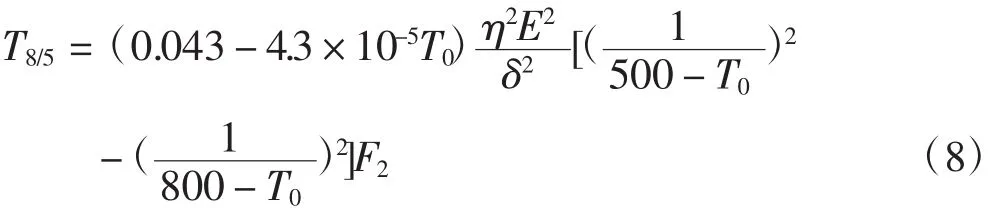
其中:δcr为临界板厚;η 为相对热效率(℃);T0为初始温度,E 为焊接线能量(J/cm),F2、F3为三维和二维传热时的接头系数。
当被焊钢材的厚度δ>0.75 δcr时采用式 7;δ≤0.75δcr时采用式(8).相关量的查询可参考文献[21].
3.2.4 焊接参数的设置及相关焊接规范
焊接参数的设置要使焊接接头具有优良的性能,在实际焊接中对于焊接参数的调节往往是对电流、电压、焊接速度、焊枪角度及摆动大小的调节。文献[22]中有提到,中厚板(8~30 mm)的低合金高强钢,推荐以达到喷射过渡焊接电流为宜。重要结构件的关键焊缝尽可能要求全焊透,要求钝边≤1 mm,尽可能采用多层多道的焊接方法,相比较单层焊可显著降低根部裂纹,后焊焊缝可促进氢的逸出,改善前道焊缝和热影响区的组织,但是要严格控制层间温度,层间温度要稍高于预热温度,在低合金高强钢焊接时,层间温度控制在150~200℃时,可得到拉伸和冲击性能较优的焊接接头[1,15]。在文献[23]中提到,为了限制焊接热输入,多层多道错位焊接技术能够减少热影响区高温停留时间,对防止焊接接头脆性断裂有很大帮助,一般每层每道焊缝接头错开距离应控制在20~50 mm.并且在文献[1,23]中规定,对于多层多道焊接中,除根部和盖面焊缝外,其余焊层焊道厚度应不超过5 mm,宽度不大于10 mm,焊接操作时尽量不采取横向摆动和跳弧焊接。
3.2.5 焊接后热处理
焊后热处理的目的是为了消除焊接内应力,改善焊接接头微观组织及机械性能,提高构件的尺寸稳定性,增强抗应力腐蚀,提高结构件后期使用的质量稳定性和工作安全性。文献[1]中提到,对于强度高于650 MPa或拘束接头较大的焊接接头,焊后应立即进行消氢处理,消氢温度控制在300~400℃之间,时间为1~2 h.对于工程机械大型构件,整体加热不易实现,通常是将焊缝及周围100 mm范围内均匀加热到300~350℃,保温1.5~2 h,缓冷。
对于低合金高强钢的焊接除了上述焊接过程中应该注意的问题外,还应该严格控制焊接前的准备,如被焊材料焊前的坡口清理,焊接接头的正确组坯,装配间隙,定位焊的质量,以及焊接顺序对焊接质量的影响。
4 结论
低合金高强钢以其优越的性能,广泛应用于工程机械领域。在低合金高强钢的焊接过程应对被焊钢材做出合理的焊接性评定,制定焊接规范,如预热温度,焊接热输入,焊材匹配,焊道布置,焊后热处理等,避免针对工程机械用低合金高强钢出现的冷裂及热影响区的脆化软化问题。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
今日农业(2022年16期)2022-09-22
陶瓷学报(2021年4期)2021-10-14
世界科学技术-中医药现代化(2021年12期)2021-04-19
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
中成药(2018年11期)2018-11-24
童话世界(2018年8期)2018-05-19
特别文摘(2016年15期)2016-08-15
中国健康心理学杂志(2015年5期)2015-09-05
