
国产数控机床设备状态监控系统的研究
2018-12-24 02:24:28路婷婷周丽娟
装备制造技术 2018年10期
路婷婷,周丽娟
(沈阳飞机工业(集团)有限公司数控加工厂,辽宁 沈阳 110034)
随着科学技术进步的日新月异,新型科研飞机技术水平不断提升,推动飞机结构件数控机加生产线向信息化、智能化发展转变,从而保证飞机零部件加工优质化、高效化。分布式数控系统(DNC)通过将数控设备联网,能够实现生产现场最底层加工信息的采集和交互,目前被国内外大多数数控制造企业采用,作为数控程序管理和提升设备利用率的工具。由于技术比较成熟,功能丰富的商业软件也层出不穷,国外和国内的软件开发商把目光都聚集在SIEMENS、NUM、FIDIA、FANUC 等普及型的数控控制系统,DNC传输性能和功能上基本不分上下。控制系统的制造商也同样看到了商机,如SIEMENS、GE、FANUC也都有自己的DNC及监控采集系统。在监控和采集数据上各家软件供应商设计的功能各有千秋,主要集中在数据采集丰富程度的差别上,控制系统的供应商为保护自己的监控软件,避免其他软件商撬取其技术,提供的监控数据十分有限,造成目前该行业内没有一家软件公司支持全部的控制系统型号,对国产系统的支持更是凤毛麟角。
因此,希望利用对该系统的设计与研究突破当前DNC和监控系统不支持国产数控设备的瓶颈,实现国产数控系统的物联网,杜绝程序传输错误率,提高设备信息采集数据的客观性和准确性。
1 系统总体架构
国产数控系统配备网络接口[1],直接通过网线连接车间交换机,再利用光纤划分出独立的通道经过防火墙与公司网络连接,数据传输模式为单向下行模式,增强了网络的安全性[2]。采用网线、光纤、以太网组合的连接方式,保证了服务器与数控机床之问的距离不受限制,网络拓扑结构与应用工作模式灵活多样,同时支持数据的远程高效传输。系统网络架构如图1所示。
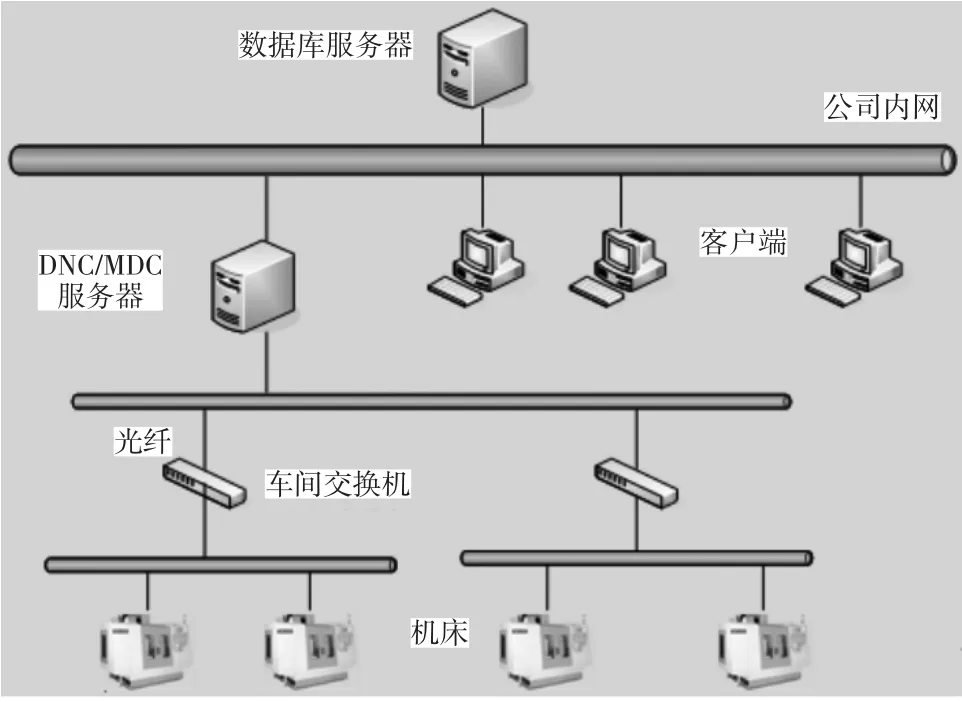
图1 系统架构图
2 软件结构设计
系统由基础数据采集模块、数据统计模块和客户端管理模块三大功能模块组成。基础数据采集模块集成了必备的机床MDC功能接口软件,包括动态链接库、静态链接库、头文件等[3-4],通过调用相应的接口函数实现基础参数信息的读取。参数信息经过简单的逻辑判断处理,存储到数据库服务器中。数据统计模块集成在MES系统中,根据每台设备的基础数据,结合MES系统的班次、请假和加班等作业信息,计算出设备的利用情况,生成各类统计图形报表。可视化的客户端管理模块用于管理设备的一些基础信息,可进行增删改查等基本操作,同时也可以用于查看数控设备实时运行情况。该模块进行了一定的访问权限划分,避免因不必要的信息修改,造成数据采集不及时、不准确。系统软件结构如图2所示。
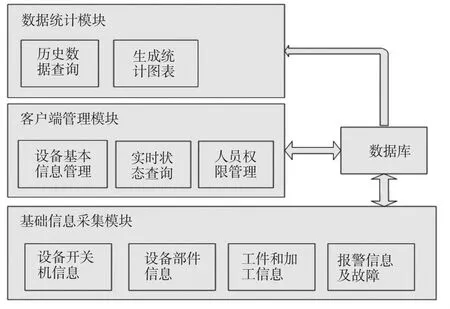
图2 软件结构图
考虑到实际情况,系统采用C/S和B/S相结合的结构。基础数据采集模块只在本地计算机存在一定的计算量,且需要频繁对设备的个体情况分别计算及写入数据库。另外,该模块不需要广泛的部署,仅在DNC/MDC服务器运行即可,因此采用C/S结构。可视化的客户端管理模块主要负责设备信息的管理,对于安全性和保密性方面要求较高,因此也采用C/S结构。而数据处理模块为了便于与MES等生产信息系统集成,同时也便于管理者查看,为满足分布性和共享性要求,采用B/S结构。
3 功能实现及关键技术
设备状态监控系统要对数控设备制造零件过程中产生的各种信息进行获取、传输并存入数据库中。这些数据由多种类型的信息组成,如与设备状态相关的信息、与工序进度相关的信息等。主要包括以下几类:设备开关机状态;设备部件信息,如主轴转速及倍率、进给速度及倍率等;工件和加工信息,如执行程序名称、当前执行程序代码等;是否发生报警、故障以及报警号、故障代码。
3.1 基础数据采集系统
3.1.1 利用多线程技术实现多台机床并行监控
系统要同时采集并存取几台、几十台甚至上百台机床的状态参数,且需要长时间不间断运行,是多任务同时进行的,对软件运行效率要求很高。多线程技术是实现多任务并行运行的重要手段。应用多线程技术,能够保证系统的稳定性、连续性、安全性[5]。
在数据采集存储模块进程中包含主线程和监控线程。主线程负责查询任务表,监听监控任务。一旦启动某台设备的监控功能,则主线程创建一个对应设备的监控线程,并将其设定的ID值,存入标志字符串变量中。监控多个设备即对应建立多个监控线程。由于在—个进程环境中,多个线程可共享单个地址空间,所以线程需要的系统资源比进程少很多,这样也就提高了服务器端应用程序的效率。主线程工作流程如图3所示。

图3 主线程流程图
启动子监控线程,首先连接数控设备,连接失败进行自动重连,一旦连接成功,则调用读取函数开始采集数据。在程序中为每个机床定义了一个类对象,该对象包含机床的全部采集信息的变量和必要的数据处理方法,为了避免不同机床之间采集参数发生混淆,这些变量和方法设置为private类型。同时考虑线程的安全性,使用互斥量的方式进行线程同步。子监控线程工作流程如图4所示。

图4 子监控线程流程图
3.1.2 基础数据处理
为满足实时监控的需要,设备状态监控系统需24 h不间断的连续采集数控机床参数信息。如果将采集数据全部存储起来,对数据库服务器会造成巨大压力,甚至使其崩溃。因此对数据进行相应的处理并合理存储是十分必要的[6]。
设备的实时信息中,如当前加工程序名称、当前加工程序代码、机床主轴转速及其倍率、当前进给速度及其倍率等基础信息实时存储在基本数据表当中,作为历史参考数据,机床工作状态、故障报警情况则要经过逻辑判断之后方可得到。本系统数据处理过程如图5所示。每次采集到的基础数据,进行一次判断获得机床当前的最新状态,之后采集的数据与上一次的历史信息进行比较,如果有变化,则将相关状态信息存入历史信息表中,否则转入下一次采集。
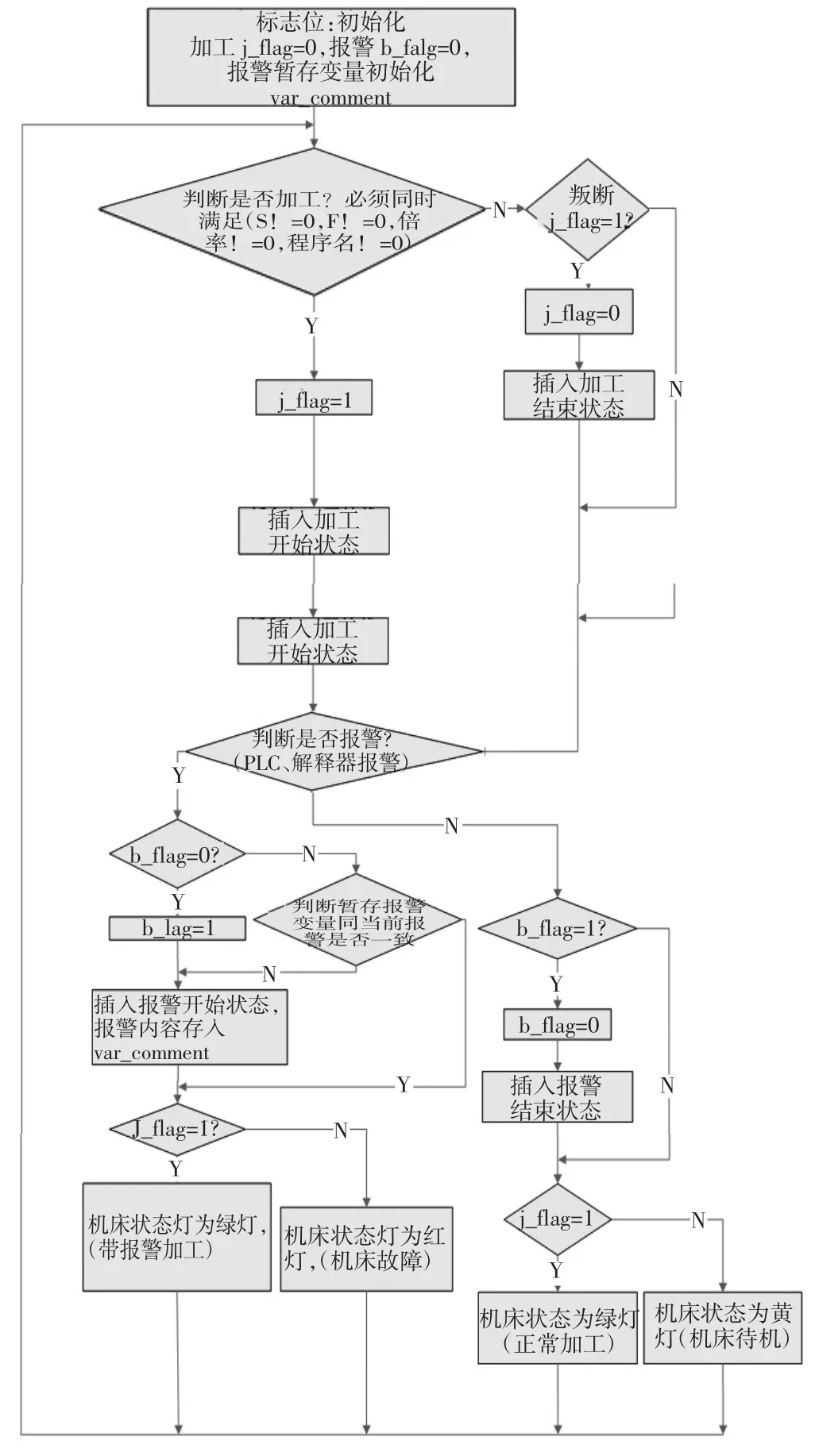
图5 数据处理流程图
3.2 客户端管理模块
设备状态监控系统客户端管理模块如图6所示,以良好的人机交互可视化界面,为用户提供了设备的管理功能、机床的实时运行状态监控功能。系统按照不同的车间、部门、职务赋予一定的管理角色,再根据角色特性划分对应权限。

图6 系统界面
3.3 数据统计模块
数据处理模块集成于MES系统当中,根据已有的基础数据,生成丰富的统计报告看板,方便、直观地显示各种统计数据,使管理者准确地掌握数控设备的当前运行状态,利用效率,随时查询历史工作情况。如图7所示是单台设备利用率统计图和某部门利用率统计表。
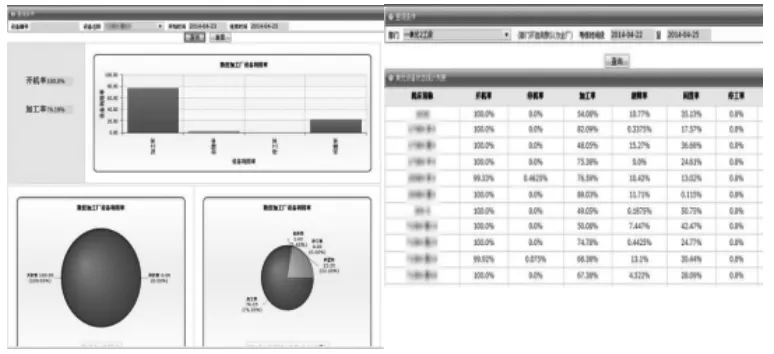
图7 数据统计图表
4 结束语
本文利用多线程技术、数据采集技术研究和开发了一套国产数控设备状态监控系统。对GJ400型、GJ401型、华中8型数控设备应用该系统进行状态监控,该系统连续稳定运行,不间断采集机床运行参数,数据准确有效。随着数控设备国产化的不断深入,该系统能够发挥更大的作用,帮助管理者更加有效、更加全面地对生产设备进行监控管理,提高设备利用率,消除信息孤岛,提升生产效率,也进一步推进了企业向信息化、网络化、智能化方向发展。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
疯狂英语·新读写(2021年10期)2021-12-07 02:41:30
新世纪智能(英语备考)(2019年4期)2019-06-26 00:49:04
铁道通信信号(2019年11期)2019-05-21 03:06:06
制造技术与机床(2019年2期)2019-03-06 07:11:42
制造技术与机床(2017年11期)2017-12-18 06:47:01
中国公共安全(2017年8期)2017-10-13 08:12:17
环球市场(2017年36期)2017-03-09 15:48:21
吉林建筑大学学报(2012年3期)2012-08-15 00:54:52
