
大型透平发电机底座焊接质量控制及效果
2018-12-11 06:48:22杨洪所王志强
设备管理与维修 2018年21期
杨洪所,王志强,胡 双
(海洋石油工程股份有限公司,天津 300461)
0 引言
某油田在 FPSO(Floating Production Storage and of Fload-ing Unit,浮式生产储卸油装置)上安装1台7.5 MW级天然气、柴油两用透平发电机,利用油田生产过程中产生的伴生气发电,以节省燃油。由于透平机组底座属海洋工程中重要的钢结构,焊接质量要求严格。在透平发电机底座安装时,底座的焊接质量直接影响透平发电机在海上石油平台上的安全与平稳运行,因此透平发电机底座的焊接质量控制尤为重要,需要分阶段采用不同的质量控制措施,以保证满足严格的质量要求。
实际生产中,提高工件的质量主要从焊接工艺着手,包括应加强焊接工艺手段、焊接工艺纪律、焊接材料的管理、焊接工艺装备和跟踪检验等环节的质量控制。以上环节可以提高安装单位现场管理能力与质量控制能力,可以确保安装现场焊接质量。
1 焊接前质量控制
1.1 材料到货检验、材料跟踪
核对数量、尺寸、材质证书,对主要材料做材料跟踪,方法为采用低应力钢印将钢材的炉批号打在材料上,并在钢材下料时保证炉批号转移到杆件上。项目用到的钢材为:H588型钢(588 mm×300 mm×12 mm×20 mm JIS G3106 490YB)、H300型钢 (300 mm×150 mm×6.5 mm×9 mm GB/T 700—2006 Q235B)、PL30 钢板 (GB 712—2000 D36)、PL8 钢板(GB/T 700—2006 Q235B)。其中H588型钢、PL20钢板为主要材料,所制作的结构属主结构类别,相对应的非主要材料H300型钢、PL8钢板制作的结构为次要结构。
1.2 喷砂喷漆检验
为保证透平发电机底座在制作过程中不会造成腐蚀,需对到货并检验合格的材料进行喷砂并预涂底漆。喷砂工艺参考GB 8923—1988,执行喷砂等级Sa2.5。喷漆规格见表1。喷砂喷漆要求是:淤喷砂不能直接暴露在雨、水和雾中,或任何潮湿条件下进行;于金属表面温度比露点温度应逸3℃,空气湿度应约85%时才允许喷砂;盂喷砂、喷漆应在白天进行;榆清理后的表面需在4 h内,并在当天日落前表面未生锈时涂上底漆。
1.3 组对及尺寸检验
(1)结构杆件下料完成后,进行组对及尺寸检验。根据焊接工艺要求,组对检验内容包括坡口角度、坡口间隙、焊缝打磨情况。
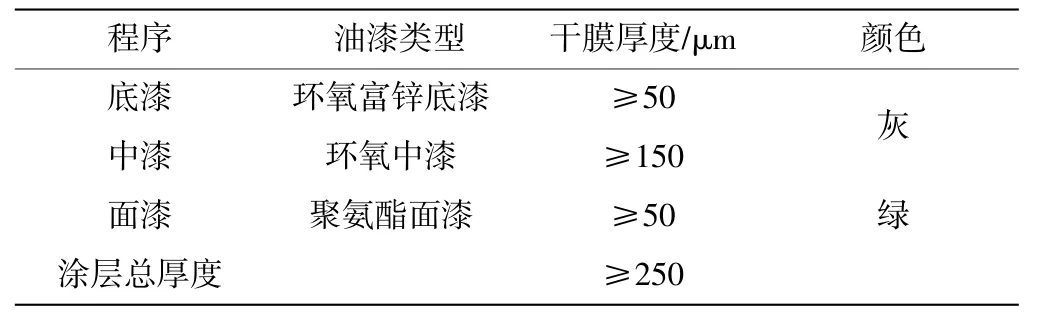
表1 油漆类型及所需干膜厚度
(2)对于钢材下料过程中,由于切割、打磨等原因造成杆件尺寸减小,组对间隙变大并超过以上要求的,可以采用堆焊焊接工艺对杆件进行接长,但接长长度需约20 mm。间隙>20 mm的焊缝需将原杆件打断重新接长或重新下料,杆件接长时两道焊缝间距应逸150 mm。组对检验的同时,需对结构进行尺寸检验,尺寸检验要求见表2。在对透平发电机底座进行预制前,需对基座进行测平,要求水平误差臆3 mm。
2 焊接过程中质量控制
(1)透平发电机底座的焊接需由经过培训且焊工证在有效期内的焊工来操作。全融透焊接工艺为手把焊打底焊接,CO2焊填充盖面的方法。为保证焊接质量,焊道背面焊接时需进行碳弧气刨清根。焊条焊丝分别为LB-52U及TWE-711Ni,全融透组对间隙(2~4)mm,双 V 形接口,坡口角度 60±5°,填角焊组对间隙(0~4)mm。焊接前,需经焊接质量控制程序进行验证并对其进行技术支持。
(2)焊接过程中,其他需注意的控制措施:淤防风。因透平发电机底座为冬季露天施工,因此焊接前需搭设防风棚,以避免焊接电弧及保护气体受到外部风力的影响,造成气孔、夹渣、焊瘤等缺陷。于预热。焊接前需采用烤把对焊道进行预热,预热最小温度40℃,预热范围为焊道两侧至少75 mm。盂坡口打磨。焊接前,采用砂轮或钢丝刷对焊道两侧至少25 mm的范围进行清理,防止铁锈、油漆等其他物质对焊道的影响。榆焊条烘干。焊条使用前需进行烘干处理,以去除水分。焊条烘干时间为2 h,烘干温度为300℃,烘干完成后采用150℃进行保温,使用时放入约75℃的保温桶内。

表2 结构尺寸检验要求
3 焊接后质量控制
(1)透平发电机底座焊接完成后,需进行外观及无损检测。检验需在焊接完成后应逸24 h后进行,以避免焊接冷裂纹被漏检。焊后外观检验中,检验标准参考AWS D1.1对非管材连接周期荷载结构的要求:淤焊道没有表面裂纹及焊瘤,不论尺寸大小和位置都不可接受;于焊缝的相邻焊层之间以及焊缝金属与母材之间必须完全融合。盂咬边深度臆1 mm。榆焊后余高臆3 mm。虞全融透焊道中严禁出现管状气孔,填角焊中的管状气孔的直径臆2.5 mm,且每100 mm焊道中,严禁超出现气孔等情况。
(2)由于焊缝的形状及尺寸直接影响到焊缝的质量及性能,因此必须经外观检验合格后,才能对焊道进行无损检验,无损检验类型及比例(按焊口数量)如表3。磁粉检验中,禁止有表面及近表面的裂纹及未融合类缺陷。超声波检验的标准:淤单个缺陷的最大长度约20 mm。于整个受检焊缝长度范围内缺陷总长度约20 mm。盂不允许存在线性缺陷。榆焊缝根部缺陷严禁>3 mm。

表3 焊后无损检验类型及比例
(3)无损检验完成后,需对不合格焊道进行返修,焊道需采用打磨或碳弧气刨的方式去除,返修结束后需重新进行检验。非主结构焊缝接点的同一位置可返修2次,如2次返修后仍有缺陷,需将改接头切除。主结构的返修只允许进行1次。
(4)透平发电机底座制作完成并经检验合格后,对焊道及其他底漆破损部位进行清理后补底漆,底漆完成后,进行中漆及面漆喷涂,喷涂规格同表1。
4 结论
项目采用的质量控制措施分为材料到货及跟踪,材料喷沙喷漆,型材组对检验,焊后外观及无损检验,焊后补中漆、面漆。采用合理的过程质量控制措施,极大保证了透平发电机底座焊接质量。透平发电机自投用以来,运行情况良好,全面系统的质量控制措施已起到重要的作用。透平底座的一次检验合格率:外观99.21%,磁粉检验100%,超声波检验96.85%(按口数)、99.09%(按长度),超过了项目对焊接生产合格率的要求。检出的缺陷多为背面焊接清根不彻底所造成的夹渣及未焊透,修复后经二次检验合格。
猜你喜欢
造船技术(2022年2期)2022-07-19 02:12:38
机械工程材料(2022年2期)2022-03-02 05:53:00
钢管(2021年4期)2021-12-25 23:37:41
汽车维护与修理(2021年24期)2021-12-23 02:16:14
电镀与涂饰(2021年12期)2021-07-17 00:59:22
四川建筑(2021年1期)2021-03-31 01:01:46
建筑机械化(2020年7期)2020-08-15 06:41:32
科学咨询(2020年37期)2020-01-06 05:09:42
安徽建筑(2016年4期)2016-11-10 03:59:52
科技创新与品牌(2016年8期)2016-09-29 22:25:52
