45钢热轧圆钢第一阶梯面的发纹及其预防
2018-11-27 03:03马建超张洪才翟万里许正周
上海金属 2018年6期
马建超 张洪才 林 鹏 翟万里 许正周
(1.江苏沙钢集团淮钢特钢股份有限公司,江苏 淮安 223002; 2. 江苏省轨道交通用特殊钢新材料重点实验室,江苏 淮安 223002)
发纹缺陷是通过酸蚀或磁粉法检测钢材塔形车削试样时,在试样阶梯面上显示出来的呈纵向分布的细小沟纹[1- 4]。前人研究表明,发纹是由于连铸过程中的夹杂物、皮下气泡以及裂纹等缺陷在轧制后沿轧制方向的分布,通常认为,对钢材的力学性能是有害的,因此制造重要构件的钢材,对发纹的数量、大小和分布状态通常都有严格的限制[4- 6]。
某厂生产的φ65 mm的45钢圆钢,按照GB/T 15711—1995进行塔形切削检验时,在试样第一阶梯面(0.9D,D为直径)发现有较多的发纹,造成钢材因发纹而不合格并被判报废。为提高钢材发纹检验的合格率,本文对该45钢圆钢第一阶梯面产生发纹的情况进行了调查分析,弄清了发纹的形成原因,并据此提出了相应的改进措施,基本消除了45钢圆钢第一阶梯面的发纹缺陷。
1 45钢圆钢的生产工艺流程
45钢圆钢的生产工艺流程为:铁水预处理→ BOF冶炼→LF精炼→RH真空脱气→200 mm×200 mm方坯连铸→轧制→φ65 mm圆钢。
2 发纹特征
在对圆钢进行发纹检测时,经常发现其第一阶梯面存在较长的发纹,而且发纹的尺寸和数量超标,而第二阶梯面(0.75D)和第三阶梯面(0.6D)则很少发现。为弄清第一阶梯面发纹的形成原因,将圆钢沿0.9D车削加工,将整个第一阶梯面进行酸洗,结果在第一阶梯面上发现较长的断续发纹,最长的单条发纹近20 mm,如图1所示。

图1 圆钢第一阶梯面发纹(a)及其放大图(b)Fig.1 (a) Hair cracks on the first step of the rod and (b) their close- up view
3 发纹的形成原因
将发纹处横向切开,沿横截面制备金相样品(磨抛后采用过饱和苦味酸溶液腐蚀),然后进行金相观察。由发纹横截面处的显微组织(图2)可以看出,发纹沿第一阶梯面向内呈一定角度延伸,最大的裂纹深度约3 mm。根据枝晶变形流线趋势,发纹位于两个生长方向约呈90°的枝晶交汇处。由于圆钢是由方坯轧制而成,根据轧制过程中枝晶变形流线的演变特征,即发纹对应于方坯角部位置,可推测圆钢发纹可能来源于连铸方坯的角部裂纹。
为进一步确认发纹的形成原因,对同期生产的200 mm 45钢连铸方坯试样进行酸洗和观察,发现方坯角部存在轻微凹陷,凹陷皮下位置存在内裂纹,裂纹沿柱状晶间分布,几乎与方坯表面垂直。进一步测量发现,裂纹分布于连铸坯表面以下8~18 mm处,如图3所示。将方坯角部内裂纹区域进行EDS能谱分析,结果表明,裂纹内部主要有锰和硫元素,为MnS夹杂物,如图4和表1所示。

图2 发纹横截面组织形貌Fig.2 Microstructure in cross- section of the hair crack region
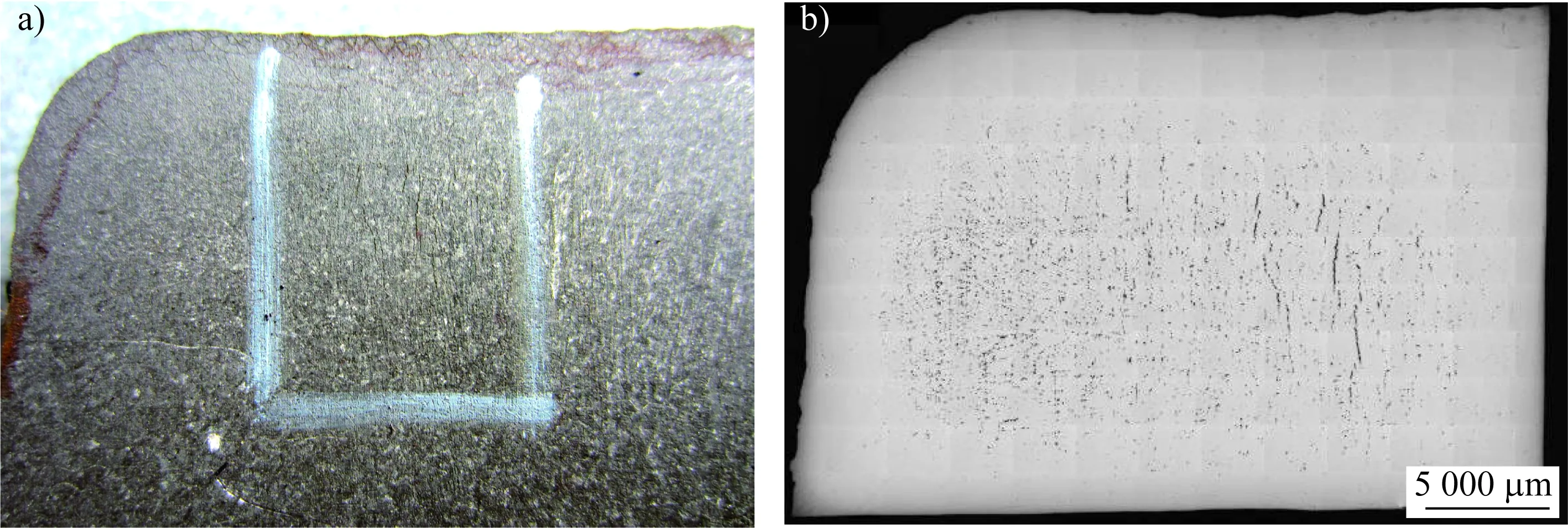
图3 45钢方坯角部截面酸洗(a)和磨抛(b)后的低倍形貌Fig.3 Macrographs of the corner of 45 steel billet after (a) pickling and (b) polishing

图4 方坯角部内裂纹处的EDS分析Fig.4 EDS analysis of inner crack positions in the billet corner

表1 图4所示部位的EDS分析结果(原子分数)Table 1 EDS results of the positions showed in Fig.4 (atom fraction) %
根据图3中方坯角部内裂纹的位置特征,即裂纹距方坯表面8~18 mm,沿柱状晶间分布,可以判断裂纹为凝固裂纹。这种裂纹通常是当钢中硼、硫、磷等易偏析元素或杂质元素含量增多时,随着凝固的进行,凝固树枝晶间液膜会使钢的凝固点降低,形成枝晶间的脆性区。当连铸坯壳因冷却较慢且不均匀时,会出现脱方、菱变等变形,初凝坯壳上存在较大的应力;另一方面,足辊不对中也会导致凝固坯壳中形成较大的应力。当凝固前沿枝晶间的拉应力大于临界应力时,富集杂质元素的枝晶间就会形成凝固裂纹[7- 8]。根据凝固模型,200 mm 45钢方坯结晶器出口凝固坯壳厚度约为15 mm,根据裂纹位置特征,近角部皮下裂纹应该发生在结晶器出口附近。
4 发纹的预防
综合以上分析结果可知,45钢圆钢第一阶梯面的发纹来源于连铸坯角部枝晶间裂纹缺陷。一方面,当钢中硫、磷等元素含量较高时,会增大凝固前沿枝晶间裂纹敏感性;另一方面,结晶器冷却不均匀、出结晶器凝固坯壳较薄以及足辊对中不良、喷嘴喷淋不均匀等均会在凝固前沿造成较大的应力。当凝固前沿拉应力大于临界应力时,枝晶间薄弱区域就会产生内裂纹。因此,为消除方坯近角部处的内裂纹,生产前加强设备检查与维护,确保设备运行良好,保证足辊段水嘴喷水良好,保证结晶器铜管与足辊段对弧精度;将铜管R角半径由10 mm增加至12 mm,圆钢的拉速由1.4 m/min降低至1.3 m/min;足辊段水量由50 L/min提高至60 L/min,控制过热度20~35 ℃;将钢水硫含量控制要求由≤0.015%调整至≤0.005%,磷含量要求由≤0.025%调整至≤0.015%,提高钢水洁净度。通过以上措施,消除了45钢连铸坯角部内裂纹,圆钢发纹检测未发现第一阶梯面有明显的发纹。
5 结论
(1)φ65 mm的45钢圆钢第一阶梯面出现的发纹来源于连铸方坯近角部皮下裂纹。
(2)钢中磷、硫元素含量高,结晶器内冷却不均匀及足辊冷却效果不良和设备对中不良是导致方坯近角部产生皮下裂纹的主要原因。
(3)通过控制钢中有害元素含量、优化结晶器铜管R角半径及优化足辊设备和冷却等措施,已消除了45钢圆钢第一阶梯面的发纹。
猜你喜欢
山东冶金(2022年2期)2022-08-08
四川有色金属(2022年4期)2022-02-06
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
重型机械(2018年6期)2019-01-07
中国医药指南(2019年21期)2019-01-07
读写算·高年级(2017年3期)2017-03-21
天津科技大学学报(2015年4期)2015-04-16
中国重型装备(2014年4期)2014-08-08
天津冶金(2014年4期)2014-02-28