柠檬酸三乙酯增塑淀粉-壳聚糖复合膜制备工艺
2018-11-19 05:51靳文博卫钰茹宋春花
山西化工 2018年5期
靳文博, 卫钰茹, 宋春花
(1.山西大同供热公司,山西 大同 037000;2.太原理工大学计算机学院,山西 太原 030024;3.太原理工大学化学化工学院,山西 太原 030024)
引 言
随着人们对环境友好型可生物降解材料的关注,新型包装材料及其技术不断开发,这些材料包含农业或者海洋生物资源的高分子聚合物[1]。壳聚糖有可食用、能生物降解、生物相容性良好,并且抗菌的特性。淀粉膜虽然高透明度、透气率低、水溶性好,但同时具有亲水性强、质脆、保质期短等特性。淀粉基膜材通过加入其他高分子材料或脂类复配可以改善其抗水性[2]。
将淀粉-壳聚糖二者结合在一起制备成复合膜,可以相互弥补不足,充分发挥各组分优点,使性能更优越,实用范围更广。由于淀粉与壳聚糖大分子间强作用力和其环状结构,阻碍分子链活动,柔顺性下降。因此,没有加入增塑剂的可食膜质脆、卷曲, 并且没有弹性,影响使用。加入增塑剂改性可以破坏多糖大分子中的氢键,降低分子间作用力,提高材料的韧性,改善两种物质的相容性。常用的制备可食膜的增塑剂有葡萄糖、山梨醇、甘油等[3],但以上增塑剂不利于有序结构的生成,会增加膜对水的敏感性,促进水分子的通过。据报道[4],柠檬酸酯类增塑聚乳酸酯改性亚麻纤维时,能显著提高聚乳酸酯的储存模量 ,改变其热性能,包覆亚麻纤维后表面光滑度增加。柠檬酸三乙酯为新开发的增塑剂,可显著增加聚合物的柔韧性和耐水性,并且无毒、无害、可食用,使其具有更广泛的应用。但对其研究的成果并没有用于工业生产中。利用柠檬酸酯为增塑剂制备的膜材料是未来食品包装材料的最佳选择。
本文以柠檬酸、乙醇为原料合成柠檬酸三乙酯,用其作为增塑剂制备淀粉-壳聚糖复合膜。以阻水性能为指标响应面法分析优化淀粉-壳聚糖复合膜制备工艺,为开发具有抑菌作用、可降解、成本低廉、阻水性能强的可食用膜提供一种有利的手段。
1 实验部分
1.1 仪器与试剂
DF-101S型集热式恒温加热磁力搅拌器,杭州瑞佳精密科学仪器有限公司;RE-52A型旋转蒸发器,上海荣生生化仪器厂;TENSOR27型红外光谱分析仪,德国BRUKER公司;UV-9100型紫外-可见分光光度计,北京瑞利分析仪器公司。
壳聚糖、柠檬酸、磷酸、无水乙醇,天津市申泰化学试剂有限公司;可溶性淀粉,国药集团化学试剂有限公司;冰乙酸、对甲苯磺酸、环己烷,天津市光复精细化工研究所。
1.2 实验方法
1.2.1 柠檬酸三乙酯的合成
按照文献[5],在三口烧瓶中加入10 mL乙醇,0.52 g对甲苯磺酸、0.17 mL磷酸和40 mL苯,混合均匀;30 mL乙醇完全溶解21 g柠檬酸,并加入滴液漏斗中,先向三口烧瓶中滴加5 mL;80 ℃水浴加热,当分水器有液体出现时,控制滴速与馏出速度大致相等,冷凝回流8 h后冷却至室温,80 ℃减压蒸馏除杂,制得柠檬酸三乙酯(triethyl citrate, TEC)。
1.2.2 淀粉-壳聚糖复合膜的制备
称取不同质量比例的淀粉和壳聚糖共1 g,溶解于40 mL乙酸水溶液中,加入柠檬酸三乙酯,在90 ℃水浴搅拌30 min后于60 ℃磁力搅拌2 h至共混均匀。将膜液真空脱气1 h,流延成膜,室温干燥后揭膜。保存在相对湿度75%的恒湿箱中平衡48 h后备用。
1.2.3 膜的阻水性能测定
采用GB1037-1988 拟杯法来测定制备的复合膜的水蒸气透过系数(water vapor permeability, WVP)。25 ℃下,在称量瓶(规格25 mm×40 mm)中加入完全干燥后的无水CaCl2,至杯口5 mm处为止。将制备的膜覆盖在瓶口用皮筋密封后称重。将称量瓶放入底部是NaCl饱和溶液(相对湿度75%)的干燥器内,使膜两侧保持气压差一定,每6 h取出称重,直至质量增加稳定。WVP值按照式(1)计算。
(1)
式中:ΔM为稳定的质量增量,g;d为膜厚度,m;A为称量瓶杯口的面积,m2;t为间隔时间,s;Δp为膜两侧蒸气压差,Pa。
测量膜厚度(d):随机取待测膜上5点,用千分尺测量其厚度,并取平均值。
1.2.4 单因素实验
固定TEC质量为多糖质量的30%(质量分数)、乙酸水溶液体积分数为2%,比较淀粉-壳聚糖不同复配比例(1∶0、0.3∶0.7、0.5∶0.5、0.7∶0.3、0∶1,质量比)对复合膜阻水性能的影响;固定淀粉-壳聚糖复配比例0.5∶0.5(质量比)、乙酸体积分数为2%,改变TEC质量分数(0%、20%、30%、40%、50%、60%)对复合膜阻水性能的影响;固定淀粉-壳聚糖复配比例0.5∶0.5(质量比)、TEC质量分数30%,比较不同体积分数的乙酸水溶液(1%、2%、3%)对复合膜阻水性能的影响。
1.2.5 响应面实验设计
在单因素实验的基础上,考察了以淀粉-壳聚糖质量复配比例(x1)、柠檬酸三乙酯质量分数(x2)、乙酸水溶液体积分数(x3)为实验因素,水蒸气透过系数作为响应值,用3因素3水平Box-Benhnken实验设计,采用响应面分析软件,优化成膜工艺参数。实验因素与水平设计如表1所示。

表1 响应面分析因素与水平编码表
2 结果与讨论
2.1 单因素实验结果与分析
2.1.1 不同淀粉-壳聚糖质量复配比例对复合膜阻水性的影响
按淀粉和壳聚糖总质量的30%加入柠檬酸三乙酯,乙酸体积分数2%,研究淀粉-壳聚糖复配比例对复合膜阻湿性的影响。当淀粉含量太高时水溶性和透光度都很大,膜也更脆,不宜使用。复合膜透光度都低于单一膜。实验结果如表2所示,淀粉比例逐渐变大时,复合膜WVP值先减小后增大。当淀粉-壳聚糖质量复配比例为0.5∶0.5 时复合膜的水蒸气透过系数达到最低值。这可能是由于,在此复配比例下壳聚糖与淀粉的大分子间氢键相互作用较强,相互伸展缠绕使分子有序的排列,分子间形成致密的网状结构使膜具有良好的阻湿性。故,此单因素的最优条件是淀粉-壳聚糖质量复配比为0.5∶0.5。
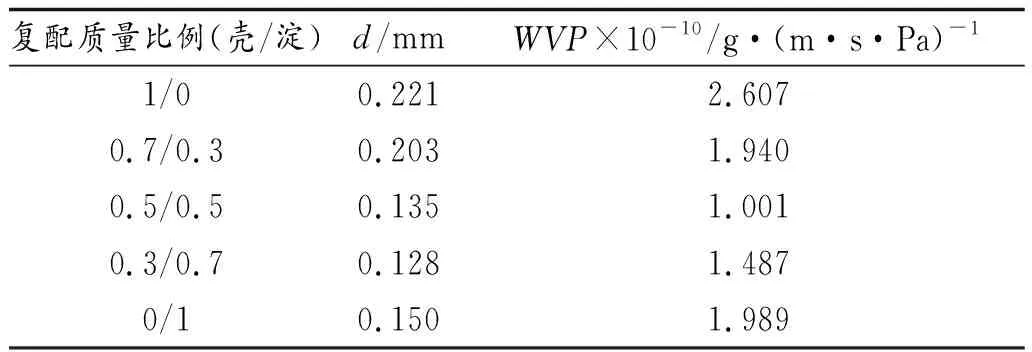
表2 不同复配比例对共混膜性能影响
2.1.2 TEC添加量对淀粉-壳聚糖复合膜阻水性影响
在淀粉-壳聚糖复配质量比例为0.5∶0.5,冰乙酸体积分数2%的条件下,研究TEC添加量对复合膜的阻湿性的影响,实验结果如第32页表3所示。随着TEC含量的增加,WVP值先降低后增加,在30%时降到最低。这可能是因为,加入TEC后借助溶剂化作用掺入多糖大分子间氢键作用变强,但是,随着TEC添加过量,与淀粉以及壳聚糖大分子相互作用增大分子间距,进而影响壳聚糖与淀粉之间的相互作用,形成的结构松散使水分子容易透过。故,此单因素下质量分数30%为最佳配方。

表3 柠檬酸三乙酯用量对共混膜性能影响
2.1.3 冰乙酸浓度对对淀粉-壳聚糖复合膜阻水性影响

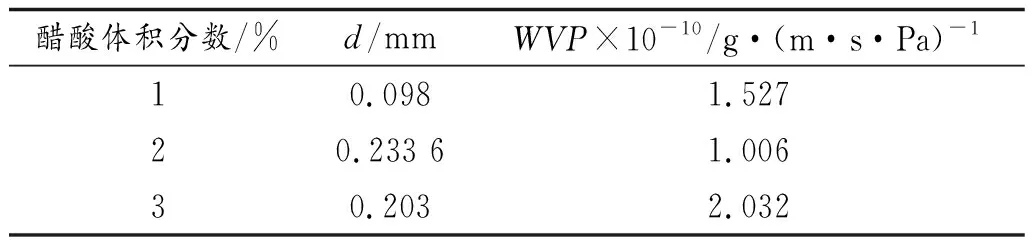
表4 不同乙酸浓度对共混膜性能影响
2.2 响应面法优化结果
利用Minitab17软件采用Box-Beknhen实验设计[6],结合单因素影响实验结果,选取X1(淀粉-壳聚糖质量复配比例)、X2(TEC质量分数)、X3(冰乙酸体积分数)为自变量,考察各因素对膜WVP值的影响。响应曲面实验方案与结果如表5所示。
通过多项式回归分析对表5数据进行回归拟合,得到Y(WVP)与各因素变量间的多项回归方程:
Y(WVP)=1.017 3-0.074 5X1-0.173 6X2+0.021 6X3+0.673 3X1X1+0.219 6X2X2+0.601 6X3X3+0.216 7X1X2+0.300 7X1X3+0.046 5X2X3
对模型进行显著性检验,结果如表6所示。从表6可知,对建立的回归方程系数显著性检验,结果一次项系数X2极显著,方程二次项X1X1、X3X3以及交互项X1X3对WVP的影响均极显著,X1·X2次之。
对模型方程进行方差分析如第33页表7,可以看出,上述回归方程各因素与响应值的线性关系。由F=35.04>F0.05(9,3)=8.81,P=0.001<0.01,表明该模型极显著,且方程失拟项的P=0.159>0.05不显著,模型的决定系数R2=98.44%,表明对实验拟合情况好。回归方差分析显著性检验表明,该模型对实验数据拟合程度良好,误差小,可对实验结果进行理论预测。
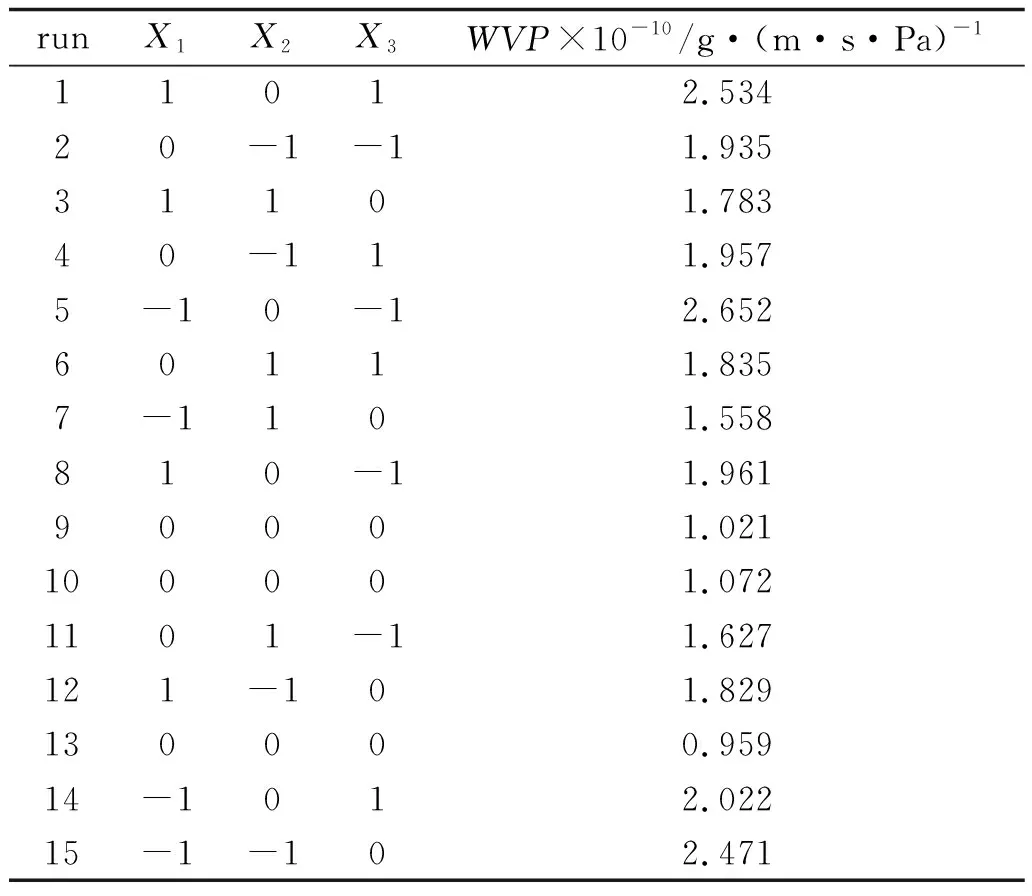
表5 实验方案与结果
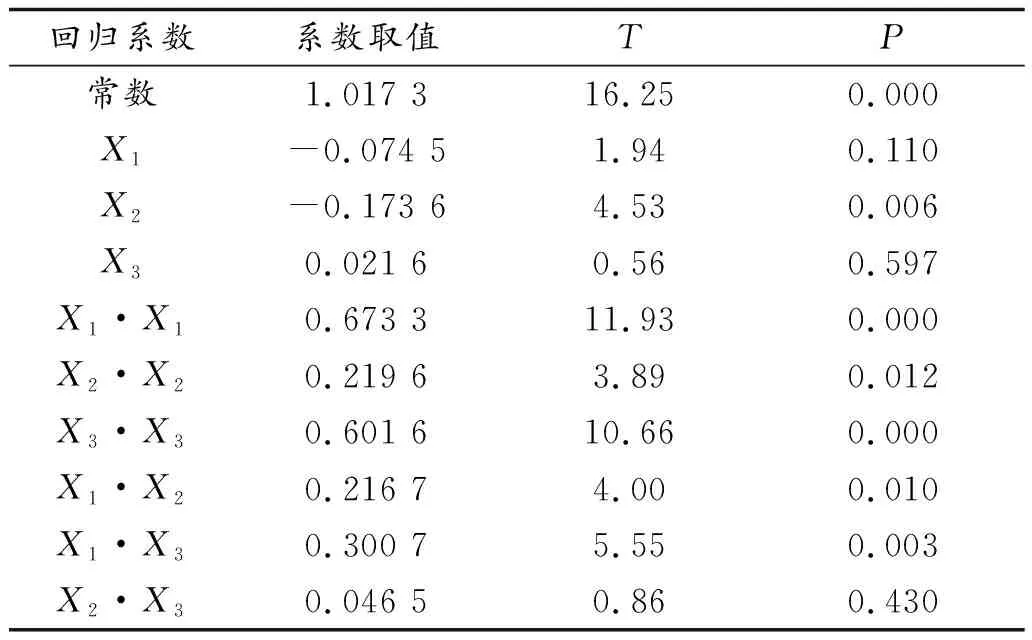
表6 回归方程偏回归系数的检验
2.3 各因素对淀粉-壳聚糖复合膜WVP的影响
第33页图1显示的是X3取中心水平时,X1和X2含量的交互作用对膜水蒸气透过系数的影响。从图1中可以看出,WVP随着TEC含量的增加,先快速下降再快速增大。响应曲面越陡峭倾斜度越大,表明水蒸气透过系数对两因素增加量越敏感。等高线可以直观地看出,X1、X2两因素交互作用显著。
第33页图2显示的是X2取中心水平时,X1和X3交互作用对水蒸气透过系数的影响。等高线可以直观地看出两因素交互作用的显著水平,等高线呈椭圆状,表明两个因素之间交互作用显著,反之,呈圆形时,则交互作用不显著[7]。可以看出,X1X3两因素交互作用显著,与方差分析表结果一致。
第33页图3显示的是X1取中心水平时,X2和X3的交互作用对水蒸气透过系数的影响。由等高线线密度可以看出,X2、X3两因素的交互作用不显著,与方差分析表结果一致。

表7 回归方程各项的方差分析
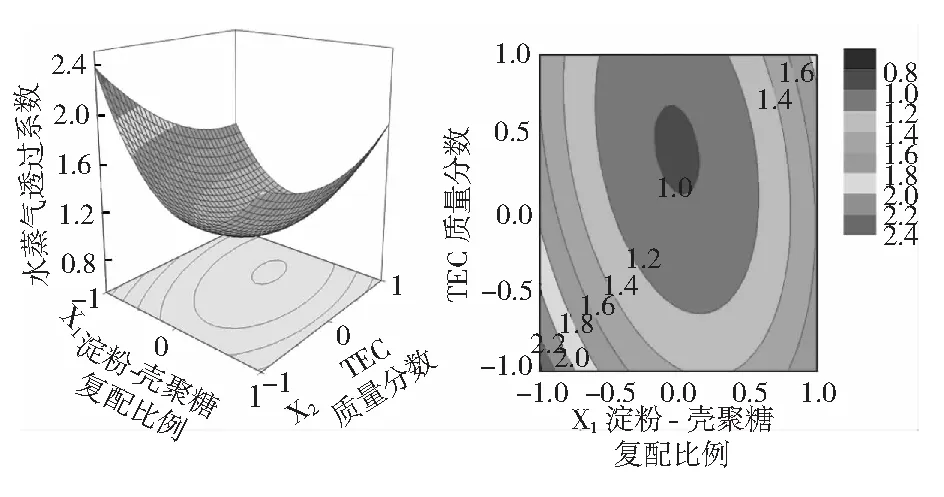
图1 淀粉-壳聚糖复配比例、TEC质量分数对水蒸气
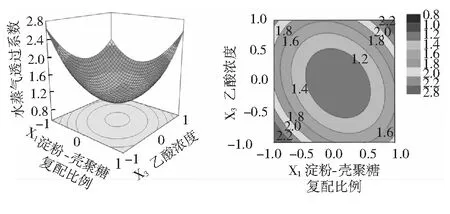
图2 淀粉-壳聚糖复配比例、乙酸浓度对水蒸气
因此,运用软件优化阻水性能的条件,得到模型的最优解,即,最佳物料配比∶淀粉-壳聚糖质量复配比例0.5∶0.5、TEC质量分数33.9%、乙酸体积分数1.97%,在此条件下预测的水蒸气透过系数为9.824×10-11g/(m·s·Pa)。
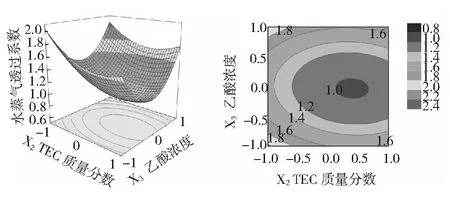
图3 TEC质量分数、乙酸浓度对水蒸气透过系数的响应面图(左)和等高线图(右)
2.4 淀粉-壳聚糖复合膜最佳制备工艺的确定
为了验证模型的有效性与合适性,通过上述优化条件制膜。考虑实际操作,将工艺操作修改为淀粉-壳聚糖质量复配比例0.5∶0.5、TEC质量分数34%、乙酸体积分数2%,在此条件下进行3次验证实验,结果显示,实际水蒸气透过系数为1.045×10-10g/(m·s·Pa),预测值9.824×10-11g/(m·s·Pa)与实验值接近,证明此模型是合理有效的,并有一定的实践指导意义。
3 结论
1) 经柠檬酸三乙酯增塑的淀粉-壳聚糖可食膜材料阻水性能良好,柠檬酸三乙酯改善了可食膜的阻水性。
2) 本研究运用响应曲面法优化淀粉-壳聚糖可食膜阻水性能,拟合了以WVP为响应值的多元二次方程模型,目标为膜的WVP最小值,方差分析结果表明模型拟合良好。
3)实验表明Box-Behnken 模型对淀粉-壳聚糖可食膜的工艺优化结果可靠。响应曲面法优化得出最佳制备工艺参数为:淀粉-壳聚糖质量复配比例0.5∶0.5、TEC质量分数34%、乙酸体积分数2%,进行多次验证实验得到平均水蒸气透过系数为1.045×10-10g/(m·s·Pa)。本实验为规模化淀粉-壳聚糖可食膜生产提供了参考和理论依据。
猜你喜欢
科学大众(2022年23期)2023-01-30
酿酒科技(2022年8期)2022-08-20
红蜻蜓·低年级(2017年10期)2017-11-21
西南国防医药(2016年6期)2016-12-01
中国塑料(2016年1期)2016-05-17
中国卫生标准管理(2015年14期)2016-01-15
烟草科技(2015年8期)2015-12-20
中南民族大学学报(自然科学版)(2015年2期)2015-12-16
中国塑料(2015年3期)2015-11-27
中国塑料(2014年10期)2014-10-17