宣钢2号高炉护炉技术措施
2018-11-06 06:54:28张二星
四川冶金 2018年4期
张二星
(河北钢铁集团宣化钢铁公司炼铁厂,河北 张家口075100)
河钢宣钢炼铁厂2#高炉于2010年9月18日建成投产。炉缸、炉底采用石墨碳块-陶瓷砌体复合炉衬,结合水冷薄炉底碳砖结构。炉底从下至上分别砌筑国产超导石墨砖、国产半石墨砖、国产微孔碳砖和超微孔碳砖,共五层(每层高400 mm),炉底最上部砌筑陶瓷杯砖(高800 mm),炉缸外侧环砌进口德国小块碳砖(高4600 mm),炉缸最上部环砌三层国产微孔碳砖(每层高400 mm),炉缸内侧陶瓷杯采用全杯结构(高5000 mm)。炉腹、炉腰及炉身下部采用四段铜冷却壁。炉身中上部采用镶砖冷却壁,炉底、炉缸采用俄罗斯的FK侵蚀监测系统。2016年5月8日3#铁口区域T04092、T04083碳砖温度升高至597℃、642℃,已威胁到安全生产,采取必要的护炉措施,确保安全生产。2#高炉截止2016年4月份已生产5.5年,累计生产生铁10 910 271 t,单位炉容生产生铁4364.11 t/m3。
1 T04092、T04083碳砖温度升高情况
1.1 T04092、T04083碳砖温度点位置
铁口中心线标高10 000 mm。T04092温度点标高8734 mm,炉缸圆周18#与19#冷却壁之间,即15#与16#风口之间,径向第2环,插入碳砖200 mm。T04083温度点标高8115 mm,炉缸圆周18#与19#冷却壁之间,即15#与16#风口之间,径向第3环,插入碳砖350 mm。
1.2 T04092、T04083碳砖温度点温度升高情况
2016年3月4 日开始,2#高炉3#铁口区域T04092、T04083碳砖温度上行升高幅度较大,从之前的220℃、260℃开始上行,至5月8日最高上升至597℃、642℃,靠近T04083区域的 T22083、T07083碳砖温度为111℃、157℃,靠近T04092区域的T03092、T05092碳砖温度为300℃、280℃,该区域温度异常,存在着重大安全生产隐患。T04092、T04083碳砖温度升高情况见图1。经计算,残余碳砖厚度约500~550 mm,FK系统模拟侵蚀情况见图2。
2 护炉技术措施
2.1 提高冷却水量
2#高炉设计总水量最大为3860 m3/h,其中炉底水量600 m3/h,冷却壁水量3260 m3/h。根据T04092、T04083碳砖温度升高情况,总水量由3300 m3/h逐步提高至3660 m3/h,调整情况详见表1。
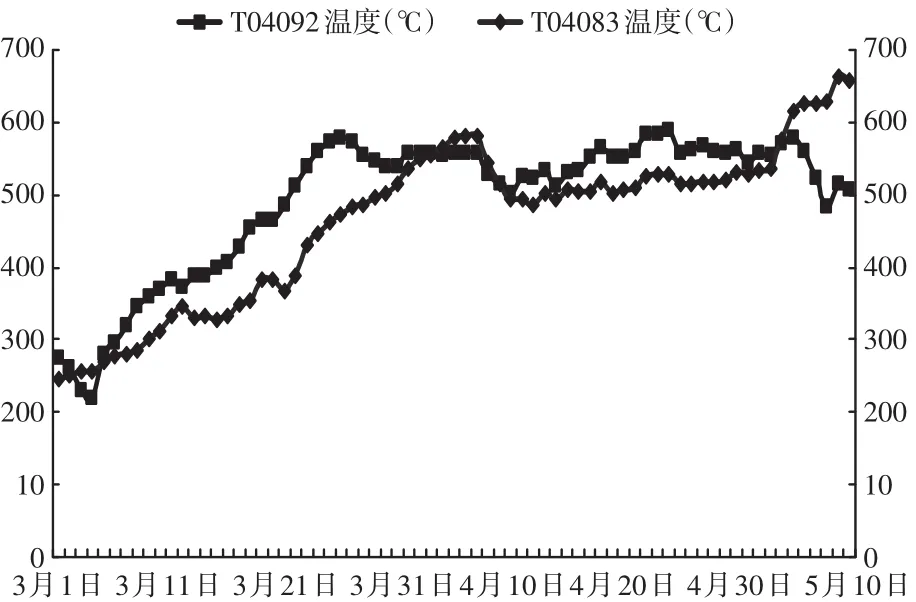
图1 T04092、T04083碳砖温度升高情况
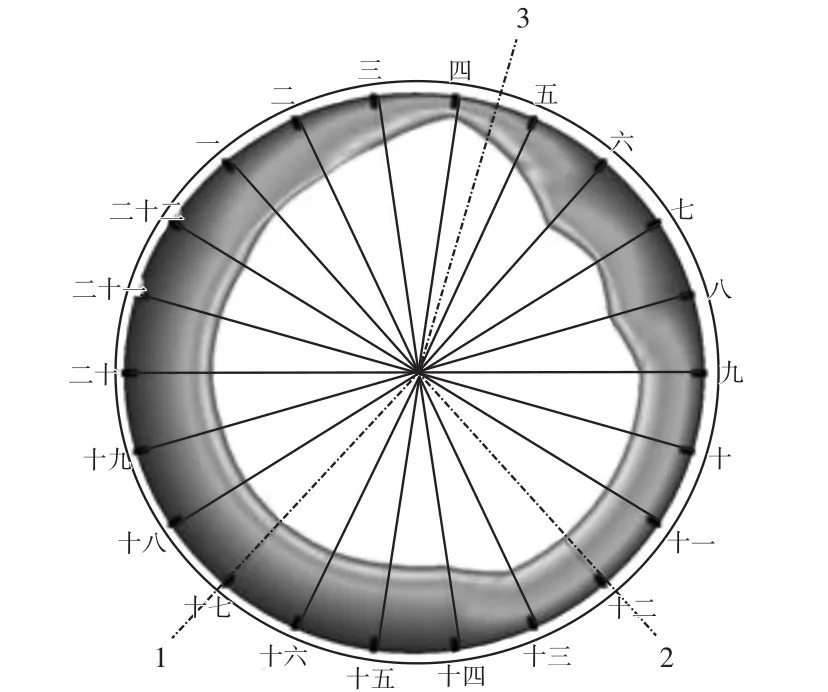
图2 FK系统模拟侵蚀情况
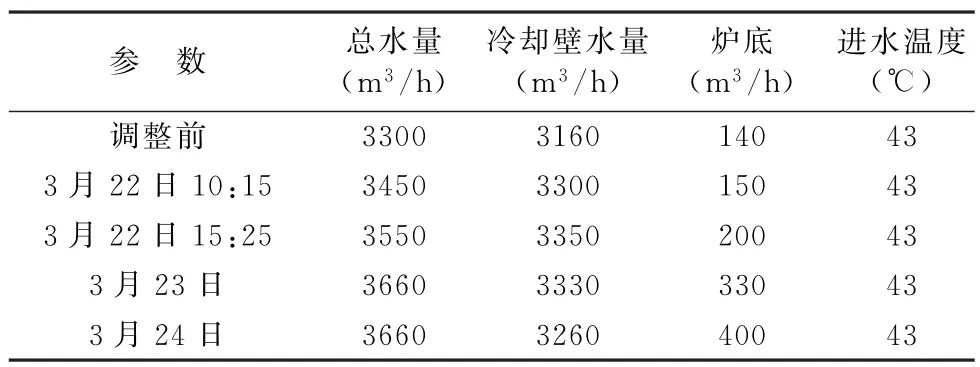
表1 2#高炉总水量调整情况
3月24日除炉底水量外,冷却壁水量提高至最高设计值后,T04092、T04083碳砖温度没有得到抑制,仍然呈升高趋势。
5月19日休风计划检修,2段18#冷却壁第1、2根水管接风口高压水,每只水管水量由18.75 m3/h提高至130 m3/h,强化局部冷却,促进钛渣保护层的形成,从而达到护炉的目的。
2.2 加强监测水温差和炉壳温度
水温差监测为进水温度与2段出水的差值.,从4月初开始测量,从铁口西侧引出邻近第四至第六根水管,其中第四根水管水温差(0.3±0.1)℃,每小时检测一次;4月24日利用休风机会将第一至第三根水管引出,每小时检测一次,第一根水管水温差0.6~0.7℃,至5月6日夜班最高水温差达到0.8~0.9℃,热流强度为28 000 kcal/h·m2。其它部位水管水温差0.1~0.2℃,热流强度为7500 kcal/h·m2。水温差变化情况见图3。
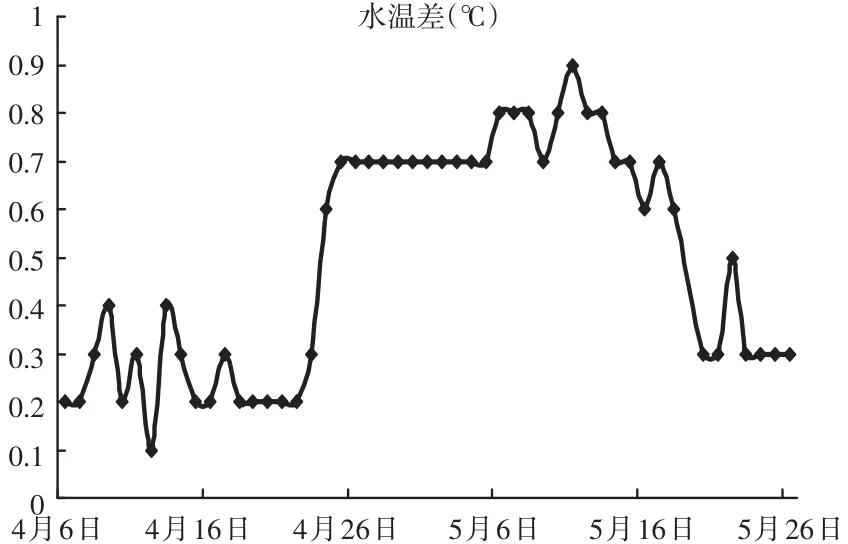
图3 水温差变化情况
3月中旬以前该部炉壳温度在30℃以下,至3月下旬时呈缓慢升高趋势,4月10日后基本稳定在40~45℃之间。为便于监控,5月6日在炉壳温度高的位置接热电偶到主控室在线测量炉壳温度,测量温度在56~62℃之间。炉壳温度变化情况见图4。
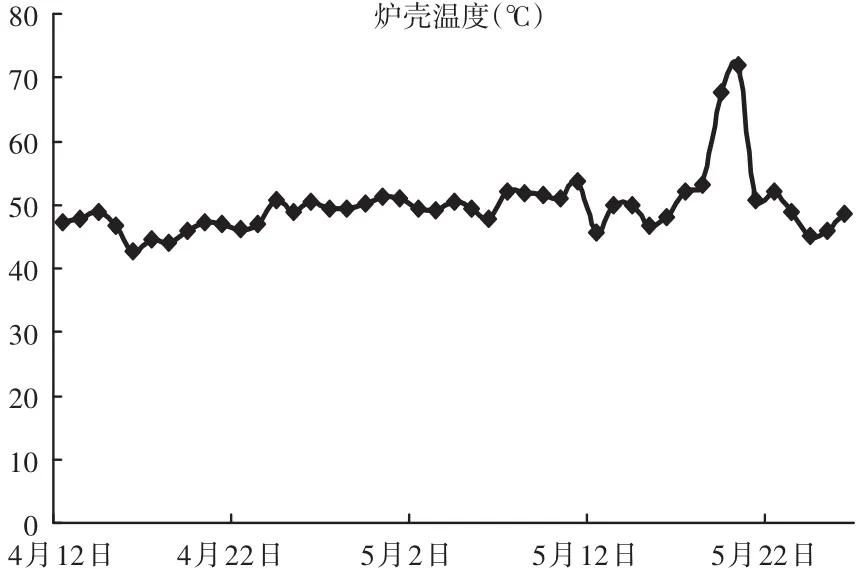
图4 炉壳温度变化情况
2.3 提高钛负荷
利用钛还原后,形成TiC、TiN以及固溶体Ti(C,N),在冷却强度大的部位沉积,即在侵蚀较严重的部位形成保护层,达到护炉的目的[1]。3月钛负荷由7~8 kg/t(Fe)提高至10~11 kg/t(Fe),3月15日后钛负荷维持在10~13 kg/t(Fe),5月6日停配PB块,5月8日停配蒙古块后,钛负荷水平为12.0~13.0 kg/t(Fe),5月8日调整一烧入烧结构,烧结矿钛含量由0.26%升高至0.35%,钛负荷进一步提高至15 kg/t(Fe)左右。同时适当提高生铁[Si]含量,促进Ti的还原,5月9日后生铁中[Ti]达到0.20%以上,护炉作用较明显。护炉期间,钛负荷、生铁中[Ti]含量见图5。
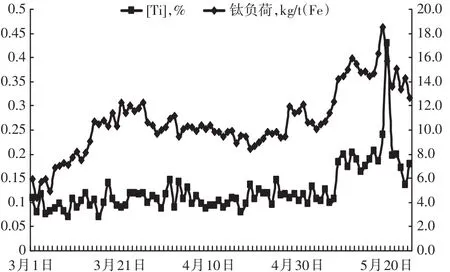
图5 钛负荷、生铁中[Ti]含量
2.4 高炉操作调整
减轻焦炭负荷,负荷由4.84倍降低至4.65倍,全炉压差低于175 k Pa,改善料柱透气性,降低压差,提高顺行程度,减轻高炉憋压程度,减轻环流侵蚀。提高计算碱度R≥1.20倍,控制生铁含硫低于0.030%,生铁一级品率≥95%,严禁低温高硫生铁。5月9日将[Si]提高至0.35%~0.50%,并按照中上限控制,以利于钛的还原,形成含钛保护层,提高护炉效果。护炉期间[Si]趋势见图6。
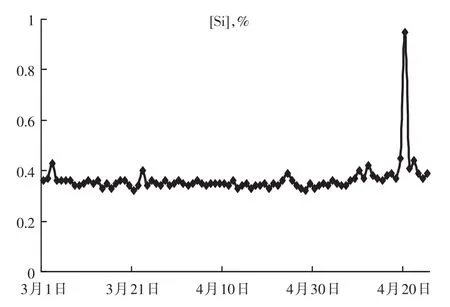
图6 护炉期间[Si]趋势
2.5 提高铁口深度
铁口深度控制在3.0米至3.2米,严禁潮铁口出铁,严禁闷炮操作,减少烧铁口次数,保持全风高压堵口率,加强铁口维护,维护铁口泥包完整。提高钛负荷后,及时打开铁口,避免铁前憋风,破坏高炉顺行,避免崩料、悬料。根据炉缸温度上升情况,4月6日夜班停用3#铁口,用1#、2#铁口出铁。
2.6 休风堵风口
4月24日T04083碳砖温度升高至535℃,T04092碳砖温度升高至590℃,配合二钢轧厂处理2#转炉除尘管道休风,调整风口布局,将6个风口直径由110 mm调至120 mm,堵3#铁口右上方的16#风口,扩大3#铁口区域的局部死区,风口面积由0.3176 m2缩小至0.3171 m2。送风后,虽然堵16#风口,但扩大了其它方位的风口面积,送风风口面积缩小的不够,只缩小了0.000 5 m2,风量控制范围不变,仍维持原有的风量水平,综合冶炼强度甚至提高了0.01 t/m3·d,T04092、T04083碳砖温度升高趋势没有得到有效的抑制,继续升高。第一次堵风口前后风量、利用系数,综合冶炼强度的变化见表2。
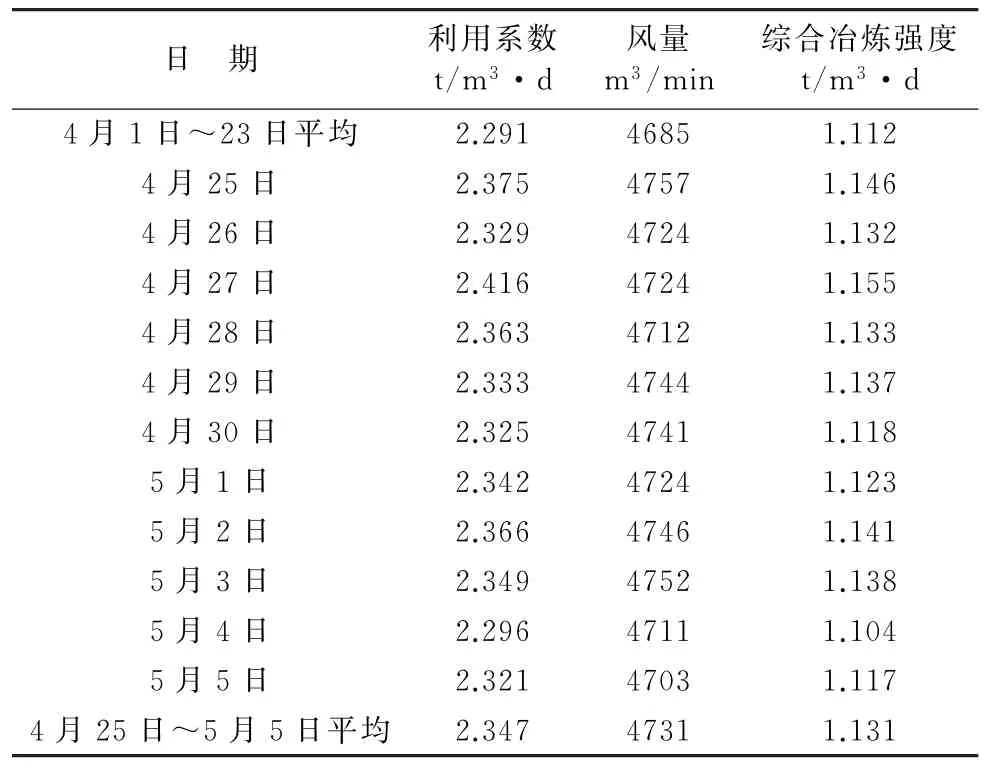
表2 2#高炉堵风口前后风量、利用系数,综合冶炼强度的变化
5月6日T04083碳砖温度升高至642℃,T04092碳砖温度升高至599℃,炉缸烧出的可能性进一步增加,第二次休风堵3#铁口上方的15#风口,送风风口面积0.3076 m2,28个风口作业,风量4400~4500 m3/min,炉顶压力由215 kPa降低至205 k Pa,综合冶炼强度由1.1 t/m3·d降至1.0 t/m3·d,T04083、T04092碳砖温度升高趋势得到了有效抑制,呈下降趋势。
2.7 治理炉基漏煤气
在有气隙的地方灌浆,十分必要,也是行之有效的方法。堵塞气隙,能改善传热条件,对保护炉衬、降低温度均有突出作用。2014年炉基钢圈漏煤气时,未能给予高度重视,随着生产时间的延长,逐年严重,逐步发展成圆周方向有约80%的焊口开焊,表明炉壳与砌体之间、砌体之间存在着孔隙。炉基漏煤气的主要原因是风口漏水发现不及时,更换破损的风口不及时,少量水经炉缸渗入炉基,氧化碳素耐材,形成孔隙。2016年5月19日计划检修32.3小时,采取外封内堵的方法对炉基跑煤气进行治理。外封,对炉基密封钢圈原有捣料彻底清除干净后重新捣料,重新焊接炉基密封钢圈。内堵就是,在一段炉缸冷却壁下方开孔10个,炉基密封板开孔18个,水冷管上方开孔7个,灌浆材质为炉基密封固化料,用树脂搅拌均匀后,进行灌浆,用料13 t,还有少量灌浆孔未灌浆。治理后,炉基漏煤气得到了一定程度的治理,煤气火焰高度变小,煤气压力减弱,但仍有漏煤气现象,但周长只有2 m左右,待后续继续灌浆,补焊开裂处。
2.8 生产组织
由于2#高炉采取提高钛负荷等护炉措施,铁水流动性变差,铁罐结盖、结腮严重,影响正常运行,给高炉外围和转炉吹炼造成较大影响。为此,研究制定了2#高炉护炉期间确保铁罐正常运行的生产组织方案,炼铁厂负责铁罐运行的过程管控、情况收集和罐况处理工作,炼钢厂负责铁罐倒铁和配合罐况处理工作,及时拉兑铁罐,保障铁罐正常运转。
3 护炉效果
采取上述护炉措施后,T04083、T04092碳砖温度呈明显的下降趋势,见图8,5月19日32.3小时休风期间T04082温度下降至221℃,T04092温度下降至217℃,炉缸温度升高趋势得到了有效遏制,炉缸FK系统模拟侵蚀情况见图9。根据T04083、T04092碳砖温度下降情况,5月23日捅开16#风口,送风风口面积0.3171 m2,仍堵15#风口。捅开风口后,风量按照(4700±50)m/min控制,炉温按照铁水[Si]0.30%~0.45%控制,调整入炉结构保持入炉钛负荷达到12 kg/t以上,生铁中[Ti]含量0.150%左右,目前仍堵15#风口作业。6月份后T04083、T04092碳砖温度低于350℃,并继续呈下降趋势,水温差0.3~0.4℃。
由于炉缸碳砖温度上升较快,护炉措施力度较大,从4月24日堵第一个风口算起至5月23日捅开16#风口总计29天的期间,堵风口限制冶炼强度,冶炼强度下降0.054 t/m3d,生铁产量降低约800~1000 t/d,减轻焦炭负荷煤气利用率下降以及铁损增加,焦比升高16 kg/t(Fe),煤比升高5 kg/t(Fe),燃料比升高26 kg/t(Fe),造成高炉技术经济指标下降较多,损失较大,见表3。
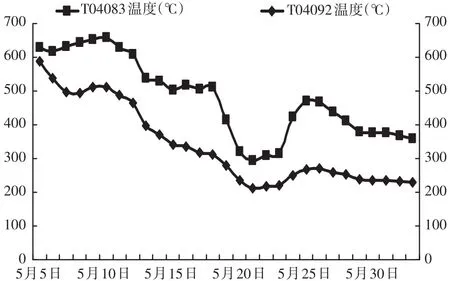
图7 T04083、T04092碳砖温度下降趋势
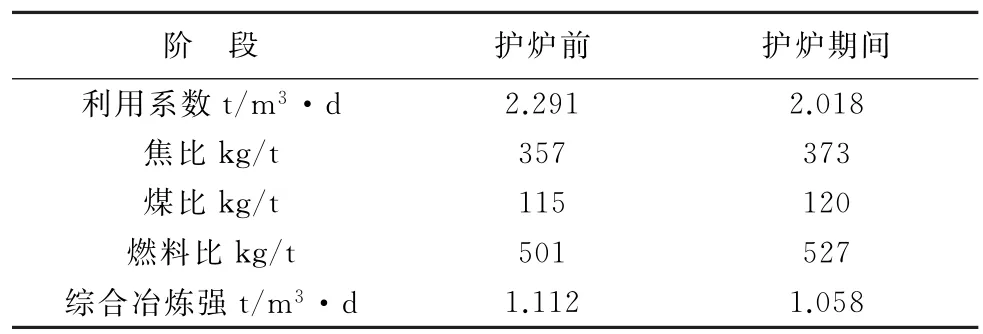
表3 2#高炉护炉前与护炉期间部分主要技术经济指标对比
4 结语
(1)此次2#高炉炉缸T04083、T04092碳砖温度升高采取的护炉措施是比较有效的,尤其是提高钛负荷、提高[Si]、堵风口限制冶炼强度的措施。本次2#高炉护炉29天,技术经济指标损失较大。
(2)后续2#高炉应树立长期炉缸维护观念,密切关注炉缸碳砖温度的变化,维持一定的钛负荷,保持生铁中[Ti]在一定范围内,加强铁口维护,进一步提高炮泥质量,改善炉缸焦炭的透气性、透液性,减轻环流侵蚀,同时密切关注1#、2#铁口区域碳砖温度的趋势变化,及早采取措施。根据T04083、T04082炉缸温度变化趋势实现全风口作业。2#高炉提高钛负荷护炉期间,由于提高了烧结矿钛含量,对其它高炉操作造成一定程度的影响。鉴于这种情况,2#高炉可尝试使用含钛炮泥,进行局部特殊护理,或者配加高钛外进球团矿,不对其它高炉产生影响。
(3)1#高炉2#铁口区域T342碳砖温度(标高7960mm)今年5月初由130~140℃上升至409℃后,通过提高铁口深度,改善炮泥质量,加强铁口维护,期间恰好2#高炉提高钛负荷护炉,钛负荷提高至10~11 kg/t(Fe),没有进行堵风口操作,仍维持全风、全氧、全风口作业,加强铁口维护后,5月底T342碳砖温度下降至147℃,技术经济指标没有受到影响。由此可见,结合本次2#高炉护炉的得与失,高炉开炉投产后,树立正确的长寿观念,日常高炉操作中,加强铁口维护,控制气流分布,降低原料中有害元素至不危害高炉生产,改善炉缸焦炭的透液性,保持高炉长期稳定顺行,减轻环流侵蚀,达到高炉长寿与改善技术经济指标的双重目的。在炉缸碳砖温度在短期内升高幅度较大,达到某一温度范围内,应高度重视,采取一定的护炉措施,见效快,影响小[2]。当炉缸碳砖温度处于高位,已影响到安全生产时,才采取护炉措施,不仅降低高炉的技术经济指标,而且炉缸碳砖变薄后,高炉操作难度加大,同时存在较大的安全隐患。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:16
世界有色金属(2020年7期)2020-07-20 12:34:00
山东工业技术(2016年15期)2016-12-01 05:30:44
现代冶金(2016年6期)2016-02-28 20:53:12
新疆钢铁(2015年4期)2015-12-25 09:38:56
山东冶金(2015年5期)2015-12-10 03:27:48
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:34
四川建筑(2015年6期)2015-03-24 05:11:49
机械工程与自动化(2014年5期)2014-12-31 11:08:38
中国信息化·学术版(2013年5期)2013-10-09 06:02:58