
Temperature characteristics of wood during microwave treatments
2018-11-06 06:44:56HuiXiaoLanyingLinFengFu
Journal of Forestry Research 2018年6期
Hui Xiao•Lanying Lin,2•Feng Fu
Abstract In order to investigate the temperature characteristics of wood during microwave(MW)treatments,optical fiber sensors were used to measure wood(Pinus sylvestris L.var.mongolica Litv.)temperatures.The results show that the development of internal temperatures in wood basically includes two patterns during the process of MW treatment.The first may be divided into three phases:warming,constant temperature,and a sharply rising phase.The second pattern may be divided into two phases:warming,and constant temperature.The maximum temperature(MT)and rate of temperature increase(RTI)rose as the microwave power increased.The initial wood moisture content decreased while the period of constant temperature fell.Temperatures varied in different positions in the wood.The order of MT and RTI levels were the upper surface,center,bottom surface and the end point.Along the direction of wood thickness,the closer the monitoring point was to the generator,the faster the temperature increased.The MT and RTI of the end point was a minimum value because of the rapid removal of steam.
Keywords Microwave treatment·Pinus sylvestris var.mongolica ·Initial moisture content·Microwave power·Temperature characteristics
Introduction
Microwave(MW)treatment as a new technology of wood modi fication has been developed in recent years.Due to the dielectric loss of polar elements(i.e.,water molecules)in wood,a large amount of vapor is produced by the friction and collision of water molecules during MW treatment(Oloyede and Groombridge 2000).Under high vapor pressure some of the microstructure(e.g.,pits,ray parenchyma cells)are destroyed and microscopic cracks can occur,thereby permeability is significantly improved(Dömény et al.2013;He et al.2014;Torgovnikov and Vinden 2009).This is beneficial for rapid wood drying(Harris et al.2008),for the impregnation of high performance modified agents(Ramezanpour et al.2015;Xu et al.2014;Vinden et al.2011),and for the fabrication of multifunctional materials (Torgovnikov and Vinden 2000,2010).
During MW treatments,parameters,including MW intensity,wood moisture content(MC),and processing time,are prime factors influencing the efficiency of the treatments(He et al.2014).Under ideal conditions,the permeability of larch wood,for example,was significantly improved without noticeably decreasing the Modulus of Rupture(MOR)and Modulus of Elasticity(MOE)(Liu et al.2005).However,a high degree of wood modification can cause a substantial reduction of MOE and MOR(17–65%of the initial MOE and 15–80%of the initial MOR)and numerous voids or empty spaces in wood(Torgovnikov and Vinden 2000).Moreover,excessive MW power can initiate burning(Torgovnikov and Vinden 2009).Therefore,the degree of microwave modification of wood should be optimized,and to achieve a degree of modification,high steam pressure should be created within the cells to rupture the microstructure.The damage degree of the structure also depends on the amount of internal pressure there is in the wood during MW treatment.Therefore,the internal wood pressure under various process parameters is important to determine the degree of microstructure damage.
It is difficult to measure the pressure in wood during MW treatment.When wood MC is higher than the fiber saturation point,steam in the wood is in a saturated state and its pressure corresponds to a speci fic saturation temperature(Cai and Hayashi 2007;Liu et al.2006).Changes of pressure in the wood may be explained by its internal temperatures.Understanding the temperature development in wood during the MW treatment is particularly important to explain the internal pressure developed with regards to the deformation and damage of tissues.
Most previous studies regarding temperature development using MW technology have focused on wood drying(Joseph and Peralta 2007;Zielonka and Gierlik 1999;Zielonka et al.1997).There are three stages of temperature change during wood MW drying:rapid temperature-increasing stage,constant temperature stage,and later temperature-increasing stage(Liu et al.2006).Li et al.(2010)measured the temperature of the center of the wood during MW pretreatment using the MW power of 5 kW,and temperatures changed with rapid heating,constant or rapid decline in temperatures,and slow warming.However,the microwave power used in previous research is typically low,and temperature detection is usually in one location(i.e.,wood center).Therefore,a systematic investigation of temperature characteristics in different positions of the wood with varying MW power and initial MC is imperative.The specific objective of this study was to investigate the effect of MW power and initial wood MC on wood temperature in the process of MW treatment using continuous tunnel MW equipment.The temperature characteristics of wood in different locations were also studied.
Materials and methods
Materials
Wood samples of Pinus sylvestris L.var.mongolica Litv.4000 mm×350 mm×350 mm (long×wide×thick)were obtained from Zhejiang Province,China.Specimens 480 mm (longitudinal)×80 mm (tangential)×30 mm(radial)were cut sequentially from the samples.Specimens with MC of 30,50,and 70%were used in the study.
Microwave treatments
MW treatments were carried out using continuous tunnel MW equipment(Sanle,WX20L-19),including a 2-m long MW applicator and two suppressors 2.6-m in length located in the front and back of the applicator(Fig.1).The maximum MW radiation power was 20 kW and the MW frequency 915 MHz.The speed of the transmission belt was 1.3 m min-1.For the evaluation of the effect of the initial MC on temperature characteristics,the MC was set at 30,50,and 70%with an MW output power of 20 kW.The effect of MW intensity on temperature characteristics was determined by setting the MW power at 5,10,15,and 20 kW with the wood MC at 30%.
Temperature measurements
Optical fiber temperature sensors(OTG-MPK8)with 2 mm diameters monitored temperatures over time(Fig.2).The four monitoring points were upper surface,center,bottom surface of the middle section,and the end of the specimens.Four 4-mm holes were drilled at the points and the sensors inserted into the holes.Epoxy resin sealed the holes to prevent external air from entering.Temperature of the four points was measured from the moment the wood entered the MW equipment.
Results
Temperature characteristics of wood with different MC
The temperature characteristics curves of wood with initial MCs of 30,50 and 70%are shown in Fig.3.Wood temperatures were increased slightly before the applicator was introduced for absorption of the leaky microwave,while temperatures were decreased(the upper and center point)or remained essentially unchanged after leaving the applicator(Fig.3a).When the wood was moved into the applicator,the internal temperature variation during MW treatment divided into two patterns(Fig.3a).
The first pattern could be further divided into three phases:(1)wood temperature was increased rapidly to approximately 100°C,known as the warming phase because most of the MW energy was converted into thermal energy to increase wood temperature;(2)the constant temperature phase for rapid evaporating as temperaturewas maintained at 100°C based on the initial MC,and almost all of the energy was used for water evaporation;(3)the sharp rising phase as temperatures increased sharply to the highest point,and MC declined with the evaporation of water(Fig.3a,b).The first pattern was similar to the temperature characteristics of wood MW drying(Liu et al.2006).The difference was the 100°C temperature of the evaporating phase.The second phase consisted of constant temperatures as contrasted with variable temperatures associated with a typical drying schedule.The third phase of a slow warm-up was replaced by a sharp increase in the temperature of the wood.
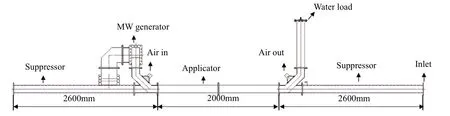
Fig.1 Instruction diagram of continuous tunnel MW equipment

Fig.2 Specimen and points for measurement of temperature.① upper surface,② center,③ bottom surface,④ end point
The second pattern of temperature characteristics consisted of two phases:warming and a constant temperature phase(Fig.3a).The difference was that the third sharp rising phase in the first pattern was replaced by a continuous constant temperature phase.Temperature characteristics of the end point belong to the second pattern(Fig.3).Steam can be removed quickly from the ends of the wood because of the longitudinal permeability of the wood was greater than that of the transverse(Bao and Lu 1992).The phase of constant temperature near the boiling point was extended to the end of the MW treatment due to the ability to guarantee an adequate moisture flow.The maximum temperature(MT)of wood in the four monitoring points eventually was maintained near the boiling point when the MC was 70%(Fig.3c).The rate of temperature increase(RTI)was slow due to the high MC.The MW energy was mainly used for water evaporation when wood temperatures reached the boiling point(Fig.3c).
Temperatures varied at different monitoring points.The order of MT and RTI were upper surface,center,bottom surface and end(Fig.3).Along the direction of wood thickness,the closer the monitoring point to the generator,the faster the temperature increased.MW energy can reach the surface first due to the inlet of the waveguide located on top of the equipment,and it is absorbed and dispersed inside the wood,and then diminishes on the bottom surface.The RTI of the end point was the lowest because the MW energy was mainly used for water evaporation and the vapor can dissipate quickly.The vapor can leave quickly through the end of the wood as there was good permeability in the longitudinal direction.Energy was mainly used for evaporation and the temperature of the end point was the lowest.
The MT,RTI and duration of constant temperature with different initial MC are shown in Fig.4.The MT and RTI decreased with an increase of MC,while the duration of constant temperature was prolonged.Under the same condition of MW treatment,more energy was needed to increase temperatures when the MC was high,leading to a decrease in the RTI and a lower MT.MW energy was mainly used for water evaporation during the period of constant temperature so the duration was prolonged with an increase in MC.
Therefore,when the MC of wood was 70%,the MW energy was mainly used to raise the temperature of the wood and a small percentage for water evaporation.The steam pressure inside the cells was not high enough to destroy the wood microstructure in a short time and thus had no effect on wood permeability.
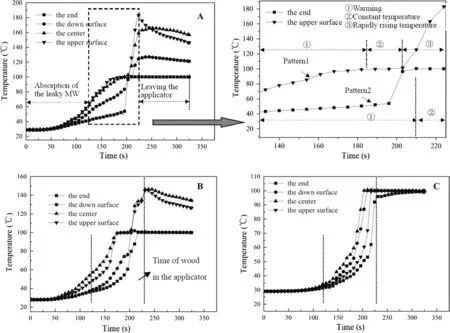
Fig.3 Temperature curves of wood with different initial MC.a 30%;b 50%;c 70%
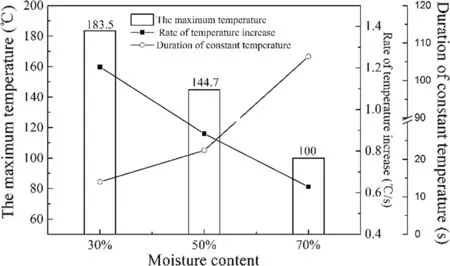
Fig.4 The MT,RTI and duration of constant temperature of wood with different initial MC(upper surface)
Temperature characteristics of wood treated with different microwave power
The results(Fig.5)indicate that the characteristics of temperatures with different MW power were similar to those in Fig.3,which also indicated two patterns.
Figure 5a reflects the second pattern.Since the MW power was small,the energy absorbed by the wood was limited and the RTI was slow.The wood MT was maintained at or below 100°C.The energy was mainly used for wood heating when the MW power was lower.It was impossible to obtain sufficiently high steam pressure in a short time to cause damage to the wood microstructure and consequently enhance permeability.
The temperature characteristics of the end point were similar to that of the second pattern for different MW powers(Fig.5).When the MW power was below 5 kW,the energy was limited to increasing the wood temperature to 100°C.However,when the power was higher(10,15 or 20 kW),the MW energy was sufficient to increase the wood temperature before it reached the boiling point and finally maintained at 100°C.The temperature characteristics of the other points(except the end point)were similar to pattern 1(Fig.5b–d).
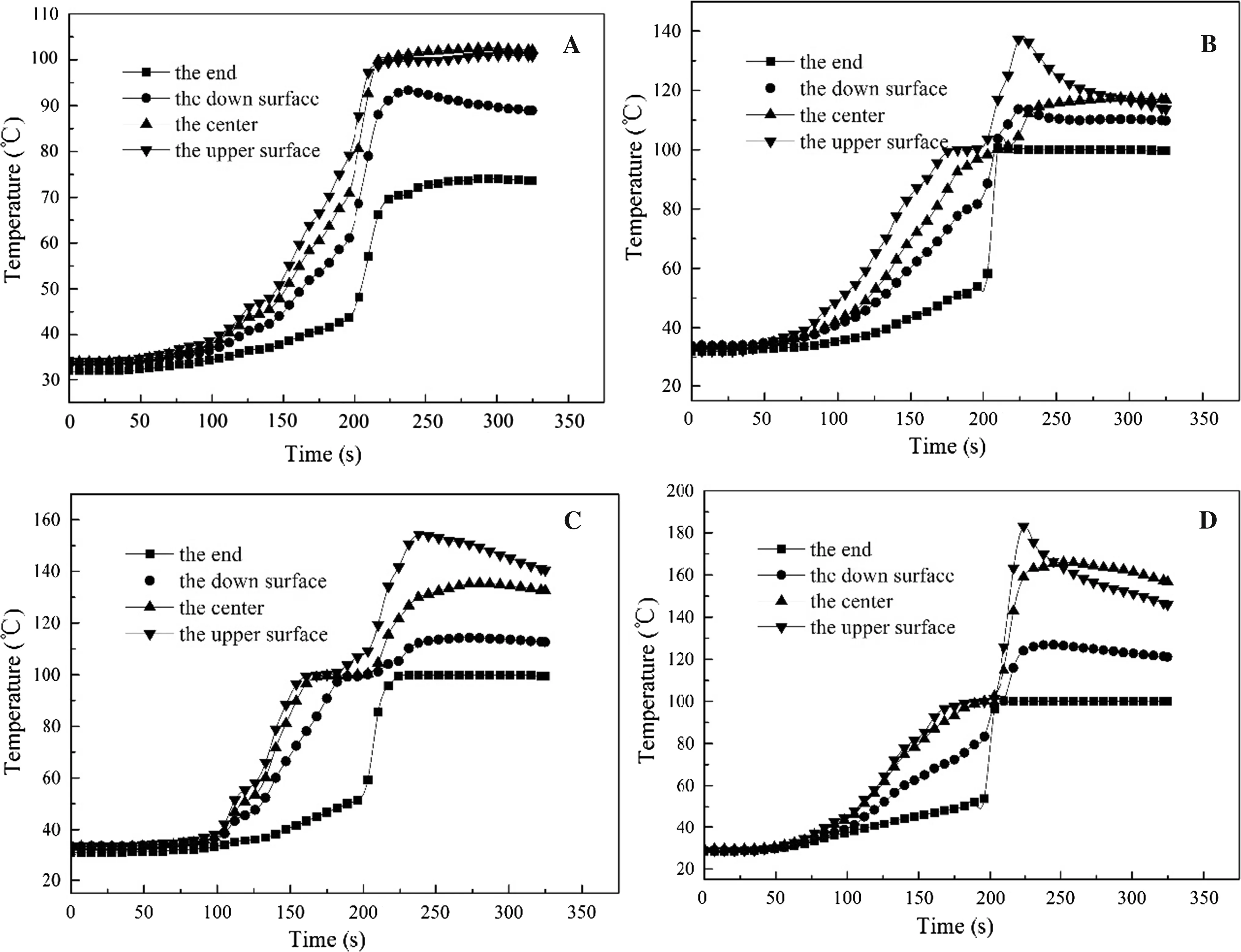
Fig.5 Temperature curves of wood treated with different MW power.a 5 kW;b 10 kW;c 15 kW;d 20 kW

Fig.6 Maximum temperature,RTI and duration of constant temperature of wood treated with different MW power(the upper surface point)
The MT,RTI and duration of constant temperature with different MW power are shown in Fig.6.With an increase in MW power,the MT and the greatest RTI was achieved and the duration of constant temperature decreased.More MW energy was provided to increase wood temperatures when the power was high,leading to higher MT and RTI.The energy was mainly used for water evaporation during the period of constant temperature;the rate of evaporation was faster with an increase of MW power,so the duration of constant temperature was reduced.
Therefore,when the MW power was lower,the limited MW energy was mainly used to raise the temperature of the wood and a small percentage was used for water evaporation.The energy was not enough to produce a sufficient amount of water vapor.The steam-induced pressure inside the wood cells was insufficient to destroy the wood microstructure in such a short time frame.It is beneficial to produce a sufficient amount of stream in a short time with an increase of MW power.
Conclusion
During the process of MW treatment,the internal temperature characteristics of the wood fell into two patterns,the first one divided into three phases:warming,constant temperature,and rapidly rising temperature.The second pattern was divided into two phases:warming and constant temperature.
The maximum temperature(MT)and rate of temperature increase(RTI)rose with greater MW power and a decrease of the initial MC of the wood,while the duration of a constant temperature dropped.
Temperatures varied at different monitoring points.The order of MT and RTI values were upper surface,center,bottom surface and the end.In the wood thickness direction,the closer to the monitoring point to the generator,the faster the temperature increased.
 Journal of Forestry Research2018年6期
Journal of Forestry Research2018年6期
- Journal of Forestry Research的其它文章
- Tin-based metal bath heat treatment:an efficient and recyclable green approach for Pinus massoniana wood modification
- Decay resistance and dimensional stability improvement of wood by low melting point alloy heat treatment
- A novel image segmentation approach for wood plate surface defect classification through convex optimization
- Ectomycorrhizal fungus enhances drought tolerance of Pinus sylvestris var.mongolica seedlings and improves soil condition
- First report of leaf-spot disease caused by Sphaeropsis visci on Asian mistletoe[Viscum coloratum(Kom.)Nakai]in China
- Wild grapevine(Vitis vinifera subsp.sylvestris)in the Hyrcanian relict forests of northern Iran:an overview of current taxonomy,ecology and palaeorecords