
乳化液废水硫酸铝混凝破乳与硫酸溶解絮渣研究
2018-10-31 08:20张笑维许芝费洪剑费庆志
大连交通大学学报 2018年5期
张笑维,许芝,费洪剑,费庆志
(大连交通大学 环境与化学工程学院,辽宁 大连 116028)*
0 引言
在金属加工过程中及材料制造业中,乳化液作为润滑剂及冷却液而使用,每年有着较大的排放量.这些乳化液主要含有有机油及矿物油[1],还有表面活性剂及其他杂质.因为表面活性剂的存在降低了油水界面张力,形成了较强的界面膜,使得乳化液呈相对稳定的状态.这类乳化液大都为COD高且较难处理的废水.废乳化液乳化程度高,化学性质稳定,有机物浓度和含油量高,如果排放不当,将会对环境造成非常严重的污染[2].常规的乳化液废水处理方式包括超滤法[3],物理化学法[4],化学法[5],生物法[6]等.通常乳化液废水的预处理过程先进行破乳,再进行油水分离.采用混凝方法进行乳化液废水的预处理,可以在达到油水分离的同时,去除掉很多有机及无机污染物,且所用设备及操作手法简单.相对的局限性较小[7].
本文以某工厂乳化液为研究对象,提出了以混凝为主要方法的生化前处理过程.在混凝过程中采用硫酸铝作为混凝剂并对高分子絮凝剂进行筛选,筛选出最高效、经济的絮凝剂,并确定其复配比例,这为后续的生化处理提供了保障.所产生的混凝絮渣属于危险废弃物,采用酸化法使用硫酸进行溶解,得到可循环使用的混凝剂,并证明其可行性.
1 材料与方法
1.1 原水参数
乳化液取自大连开发区某工厂,为O/W型乳化液.其表面有黑色浮油,乳化液呈乳黄色,有轻微油脂气味,其水质见表1.
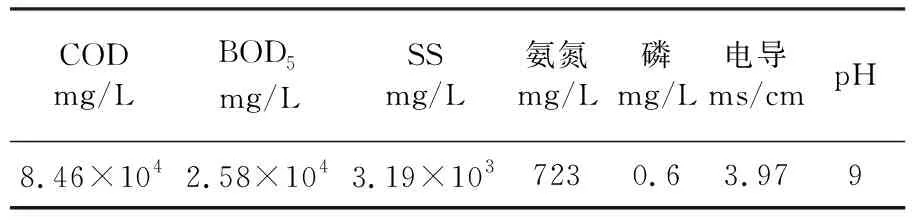
表1 乳化液原水参数
1.2 分析方法
COD:重铬酸钾法、BOD5:微生物传感器快速测定法、氨氮:纳氏试剂分光光度法、磷:钼锑抗分光光度法、电导:电导率仪、pH:pH计、SS:重量法、含水率:重量法.
1.3 仪器及实验药品
仪器:KDB-ⅢCOD消解仪(青岛科迪博电子有限公司)、98- 2磁力搅拌器(巩义市子华仪器有限责任公司)、CP214电子天平(奥豪斯上海有限公司)、DGG- 9070A型电热恒温鼓风干燥箱(上海一恒科技有限公司);pHS- 25实验室pH计(上海今迈仪器仪表公司)、DDS- 11A数显电导率仪(上海雷磁新泾仪器有限公司)、5000可见分光光度计(上海元析仪器有限公司)、SPX- 250BS-Ⅱ生化培养箱(上海跃进仪器).
药品:重铬酸钾、硫酸亚铁铵、硫酸银、浓硫酸、氢氧化钠、钼酸铵、酒石酸锑氧钾、磷酸二氢钾、邻菲罗啉、碘化钾、碘化汞、酒石酸钾钠、抗坏血酸、氯化铵、混凝剂为工业硫酸铝(Al2(SO4)3·18H2O),硫酸铝含量为17.9%、阴离子型聚丙烯酰胺(分子量1 200万)、阳离子型聚丙烯酰胺(分子量800万)、非离子型聚丙烯酰胺(分子量700万).
1.4 实验方法
在常温下(22℃)通过6组烧杯实验对100 mL乳化液进行处理,用磁力搅拌器进行搅拌8 min,后静置30 min.通过对上层清液COD去除率的研究,从而选择最佳混凝剂投加量及最佳助凝剂与pH值.因为COD可以有效反应一定条件下有机物相对含量的指标,它反映了水中受还原物质的污染程度[8].
2 结果与讨论
2.1 硫酸铝最佳投加量
在使用酸碱控制pH相同(7.0)情况下依次投加不同量的混凝剂(干式投加).以刚开始出现沉淀时作为基础投加浓度.
图1为Al2(SO4)3·18H2O投加量对COD 去除率的影响,由图可知在Al2(SO4)3·18H2O固体投加量为21 g/L时,此时COD的去除率达到最大,为78.91%.实际硫酸铝用量为3.76 g/L.对于无机絮凝剂[9],其性质及结构对絮凝作用影响巨大,因为不同的官能团,其极性、亲水性、电荷性质及电荷中和对于胶体颗粒的吸附及反映效果均不相同.由于硫酸铝水溶液呈酸性(pH≤2.5),与碱性原水可以更好的作用,乳化液废水表面通常带有负电[5],而酸性的高质子浓度会使得金属阳离子存在方式得到增强,从而使溶液离子电性作用增强.存在吸附电性中和与压缩双电层的作用,破坏乳化液稳定性,增强破乳目的.同时,在酸性条件下会破坏这些表面活性剂的平衡状态,使这些脂肪酸和脂肪醇从水中游离出来,其混凝后的絮渣可以得到更好地循环.
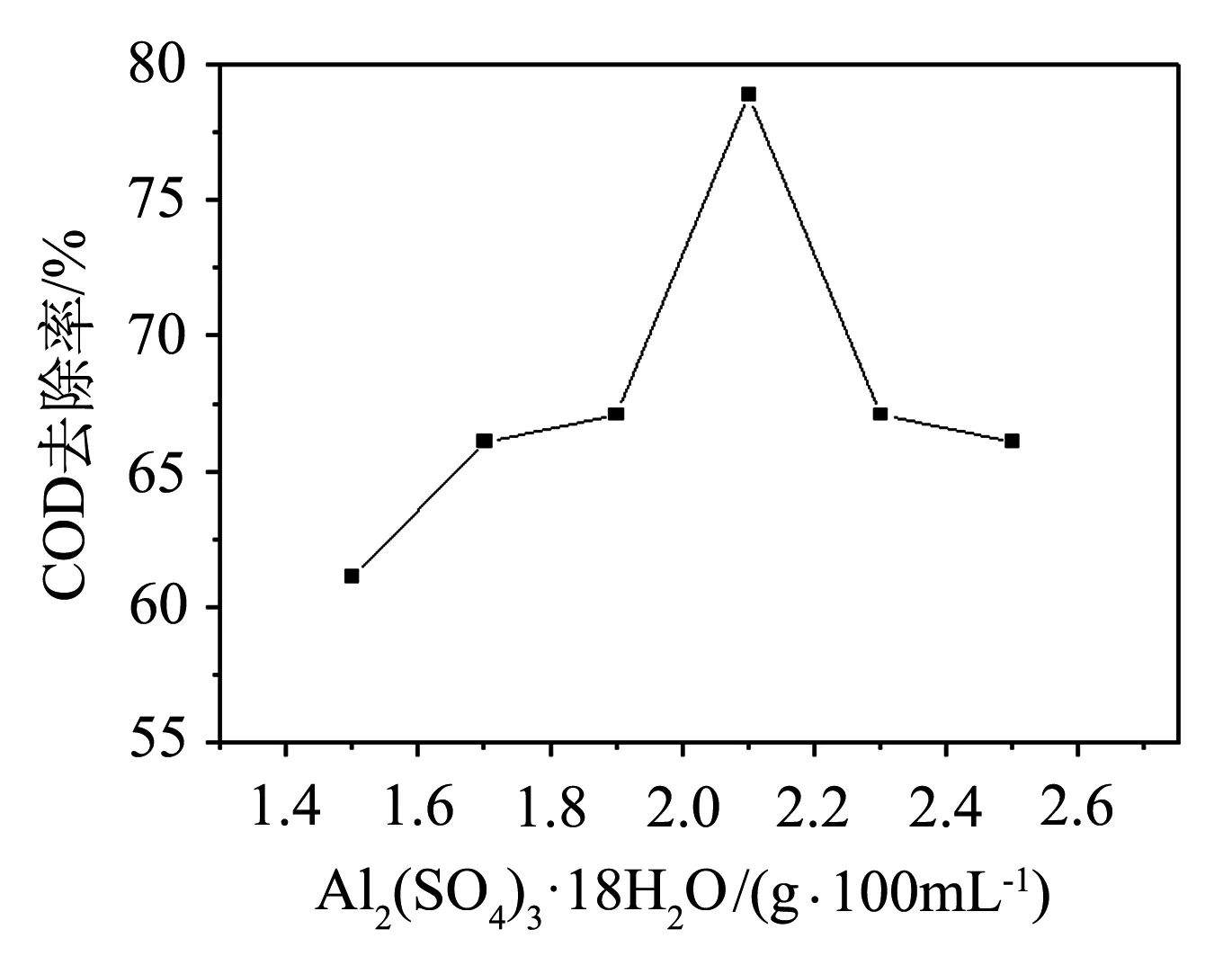
图1 不同Al2(SO4)3·18H2O投加量条件下COD去除率
2.2 絮凝剂最佳投加量
在硫酸铝投加量为3.76 g/L时,在相同pH下使用不同离子类型的PAM测定絮凝剂最佳投加量.设置6组100mL烧杯实验,所用PAM均采用湿式投加方法,质量浓度为1‰.
由图2可知,在不同形式的PAM在COD去除率达到最佳时,阴离子型PAM的相对用量较小,且相对价格较低.故选择阴离子PAM为最佳絮凝剂,并根据其在0.005 g/100 mL左右的使用量进行优化实验.
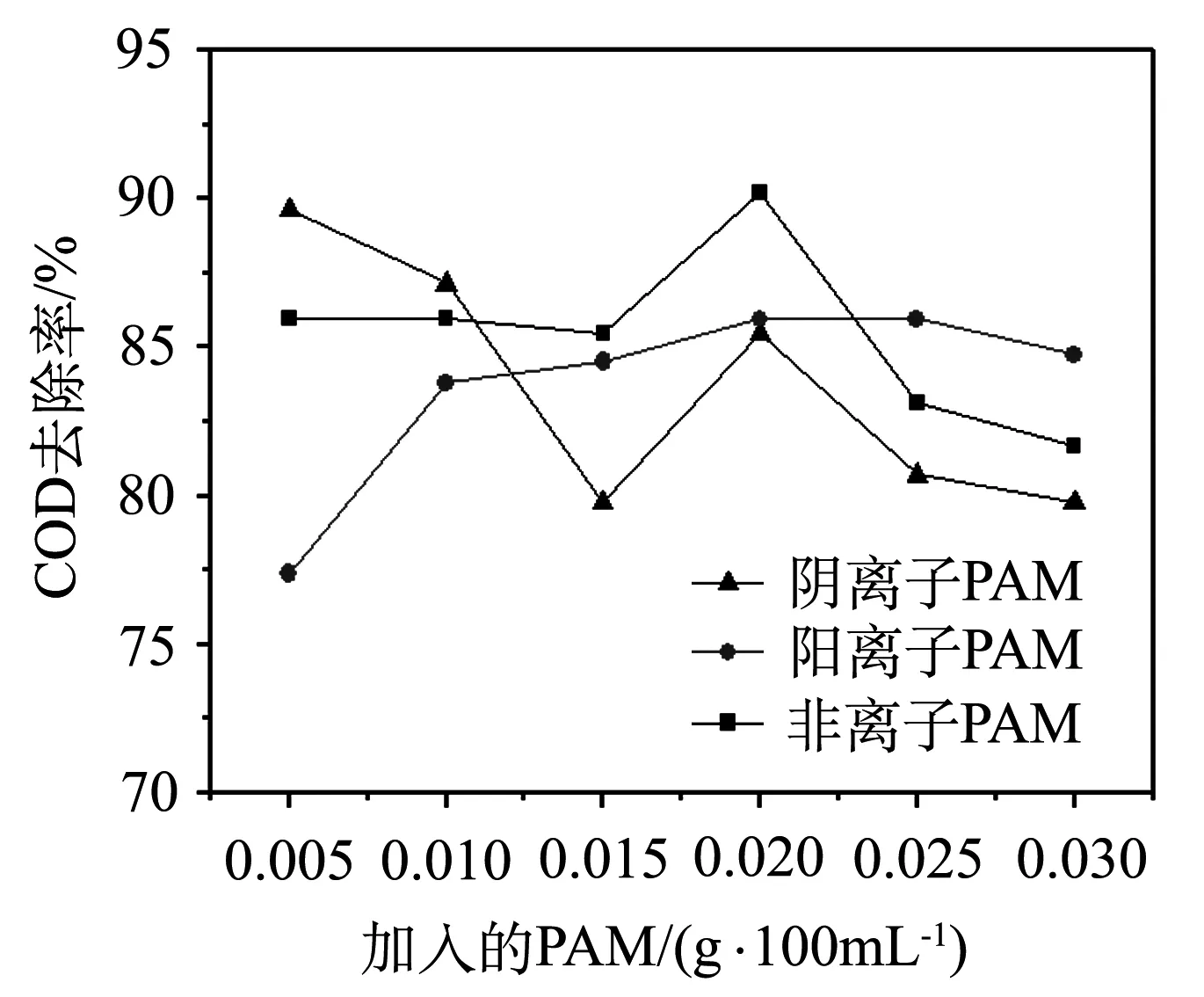
图2 不同PAM及其COD的去除率
由图3可知在混凝剂硫酸铝投加量3.76 g/L时,阴离子PAM的最佳投药量为0.08 g/L,COD去除率为90.17%.可以看出有机高分子助凝剂在相对用量较少的情况下表现出较强的絮凝作用.在其随着投加量的增加可得到相对较高的去除率,而在投加量过大时会出现胶体再稳情况使得COD去除率出现波动.其最终的COD去除率大致相近,而区别主要体现在助凝剂的用量上.这是由于阴离子型助凝剂其有着更大的相对分子质量,在水中因分子内离子型集团相互排斥使得分子的伸展度比较大,从而在投加量相对较少情况下表现出良好的絮凝性.在使用了PAM情况下大大缩短了固液分离的时间(见表2).
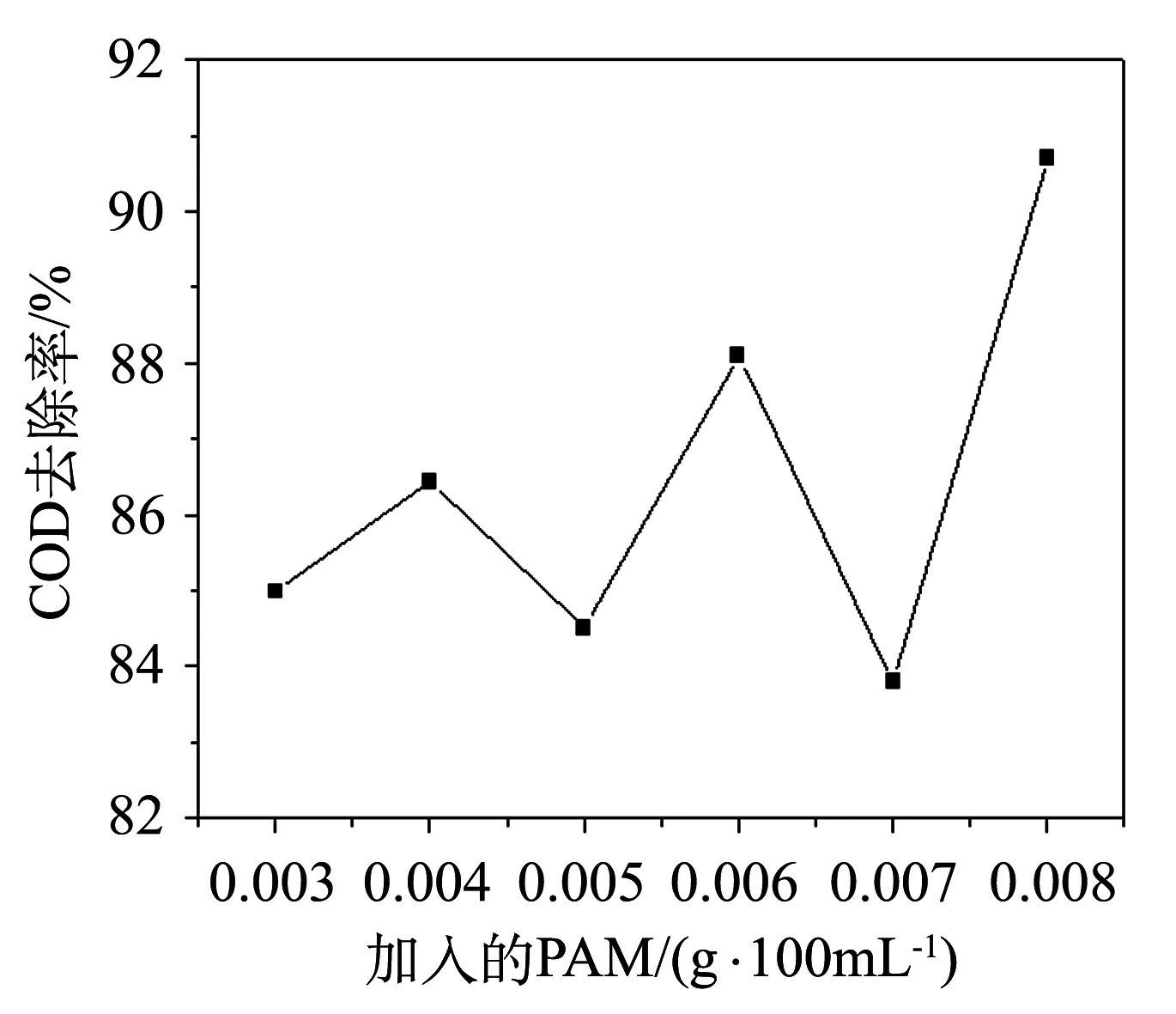
图3 阴离子PAM投加量条件下COD的去除率
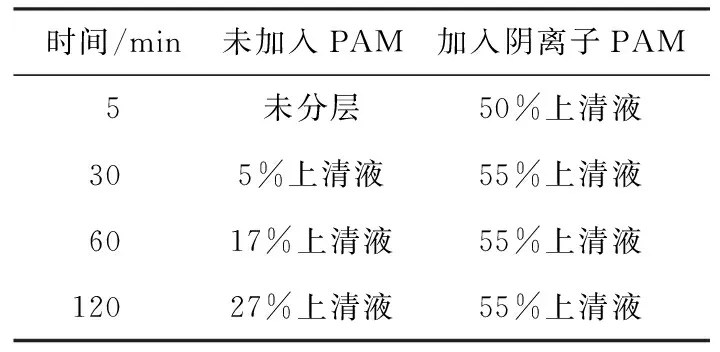
表2 PAM对固液分离的影响
2.3 最佳pH值
在混凝剂硫酸铝投加量3.76 g/L,助凝剂阴离子型PAM投加量0.08 g/L状态下确定pH最佳投加量.通过HCl和NaOH调节pH范围在5~10之间.
由图4可知,最佳混凝pH在6.5~7.5左右,这是由于pH对于胶体表面的ζ电位以及絮凝剂的性质有很大作用.当pH<6.5(或>7.5)时[10],水中的H+或OH-增高影响到越来越多的硫酸铝水解,使部分药剂的混凝作用失效,使得去除率下降.最终混凝后上清液达到表3指标.
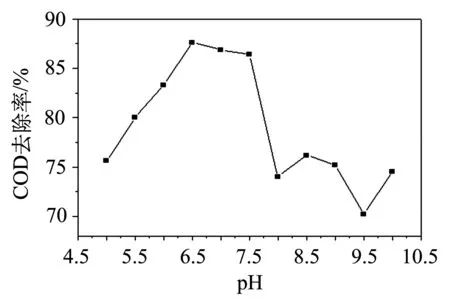
图4 最佳pH的确定
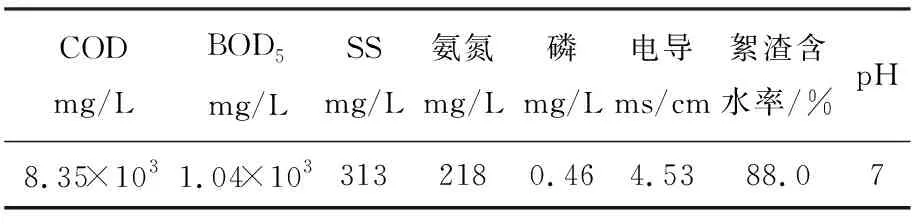
CODmg/LBOD5mg/LSSmg/L氨氮mg/L磷mg/L电导ms/cm絮渣含水率/%pH8.35×1031.04×1033132180.464.5388.07
2.4 混凝剂的回收
乳化液废水经过混凝处理压滤后会产生总体20%的絮渣,絮渣主要成分是Al(OH)3细小颗粒吸附大量微小油珠及其他杂质而形成.根据《国家危险废物名录》该沉淀属于HW09型危险废弃物.该絮渣不仅会在排放时产生污染,且每吨的处理价格高达4 000元以上.O/W型乳化液产生沉淀也无法进行焚烧.本实验用浓硫酸对絮渣处理调节pH至0.5~2[11]之间,来达到混凝絮渣的去除及混凝剂的回收.用浓硫酸处理的混合液仍有混凝作用,其原理如图5.
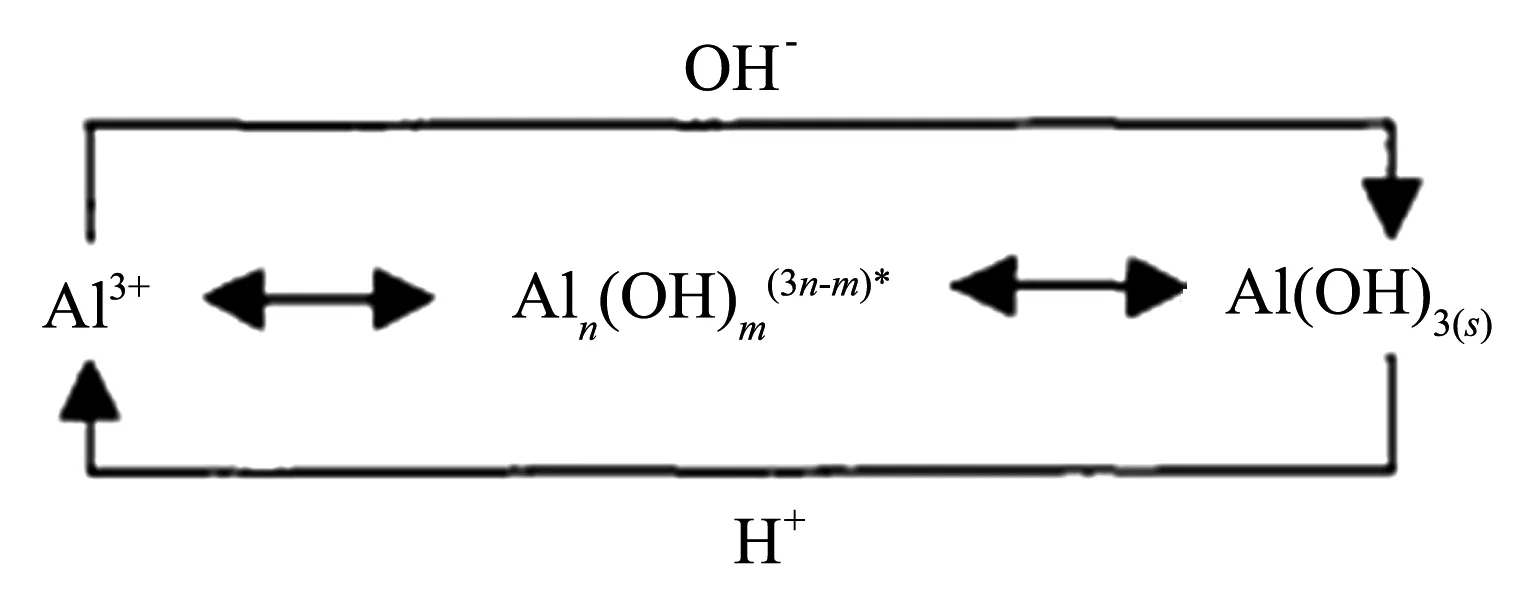
图5 混凝剂循环使用原理图
使用不同量的浓硫酸处理100 mL乳化液产生的废渣,经过滤布过滤并进行挤压(经过过滤含水率经在50%左右),将此滤渣使用硫酸溶解,其结果见表4.
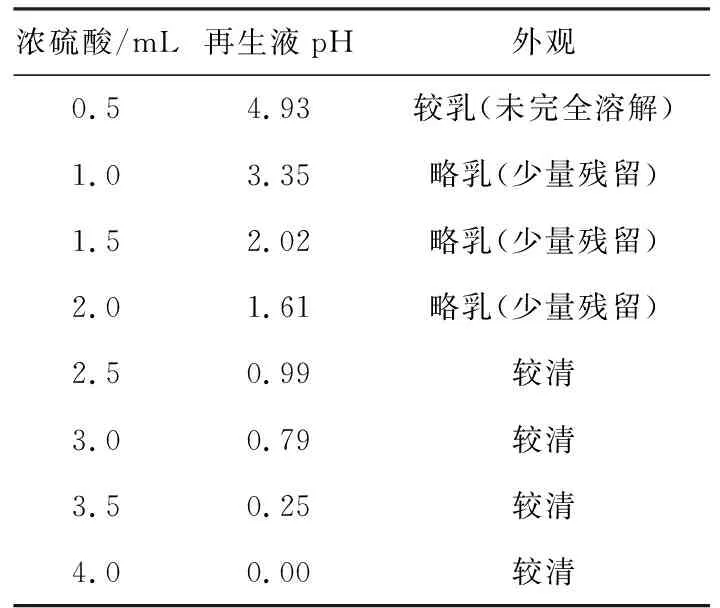
表4 浓硫酸处理絮渣结果
由表4可知硫酸最佳使用量为25~30 mL/L左右.酸溶时间为1 h,用酸酸化后,溶液中Al的存在形式会随着pH的变化而变化.当pH<3.5时,主要以Al3+存在;pH= 5.5~7.5主要是以多核Al7(OH)174+,Al13(OH)345+,Al13(OH)327+等配位离子;当pH> 7.5时主要是Al(OH)4-.絮渣溶解时,使铝的形态发生变化,大部分变为Al3+,微小的油珠从絮渣中溶出,并聚集变大上浮,与水相分开.其回收后的混合液体积约为20 mL,对乳化液(100 mL)进行处理,产生絮渣后再次酸溶,反复处理乳化液,其结果如表5所示.
以混凝剂硫酸铝处理乳化液COD的去除率达到50%以上计,回收混凝剂使用次数约在7次左右.在循环过程中,铝的流失是导致去除率下降的主要因素,这一点可以从溶液的电导可以看出.并且原沉淀中残留一部分PAM使得PAM的使用量大大减少.每升乳化液使用的浓硫酸量约为30 mL,NaOH 46.9 g,共计回收乳化油50 mL左右.整个过程中基本无絮渣的产生.
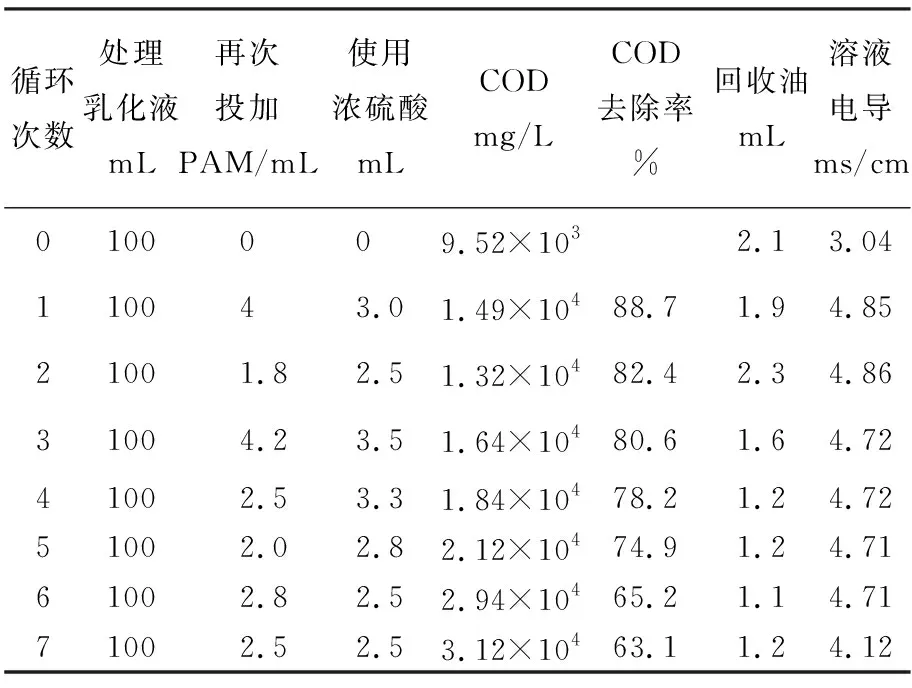
表5 混凝剂循环使用处理乳化液实验
含油絮渣的处理需要专门的危险废弃物处理公司,且处理的费用高达到4 000元/t,每吨乳化液产生约占总体积20%的絮渣.以此计算,若将乳化液直接交给危险废弃物公司处理,处理费用一般达到2 000元/t左右.若采用常规药剂处理方法处理每吨乳化液所需硫酸铝的价格3.2元,PAM约1元,若将絮渣交予危险废弃物公司,综合处理费用每吨约800元左右.若采用硫酸铝混凝及硫酸溶解絮渣方法,除常规药剂费用外,加之硫酸每吨15元,NaOH 140元,综合处理费用每吨小于200元,且采用酸溶乳化液不仅可以消除絮渣的排放,同时使得废酸得到利用,更可回收油及混凝剂.直接的经济效益达到1 800元/t以上.
3 结论
(1)在混凝剂为硫酸铝及絮凝剂为阴离子型聚丙烯酰胺时,最佳使用量为3.76 g/L及0.08 g/L,最佳反应pH为6.5时,COD、SS去除率达到85%以上.其中BOD及氨氮的去除率也均超过了50%以上,这为后续的生化及其他处理方式大大减小了压力;
(2)经混凝后会产生约占总体20%的絮渣.混凝絮渣经过酸化溶解,减少甚至消除混凝产生的絮渣,混合液中混凝剂得到回收,在工业上采用废酸代替浓硫酸的同时达到以废治废的效果.直接的经济收益达到1 800元/t以上.在实际工程应用可行;
(3)回收后的混凝剂仍然有循环使用的价值,可循环处理乳化液,循环次数约为7次左右.
猜你喜欢
山西冶金(2022年2期)2022-06-04
云南化工(2021年6期)2021-12-21
昆钢科技(2021年4期)2021-11-06
河南冶金(2021年2期)2021-08-02
冶金设备(2021年2期)2021-07-21
冶金设备(2021年1期)2021-06-09
工程建设与设计(2021年10期)2021-04-01
化工管理(2020年35期)2020-12-23
新型建筑材料(2018年1期)2018-03-09
无机盐工业(2016年11期)2016-11-23
