
基于改良㶲分析方法的LNG冷能空分工艺优化
2018-10-29 03:53马国光李雅娴
天然气工业 2018年9期
马国光 李雅娴 张 晨
西南石油大学石油与天然气工程学院
我国作为能源化工产业大国,各行各业对空气分离产品种类和产量的需求日益增多,推动了整个空分行业的飞速发展[1-2]。传统的电压缩制冷空分技术虽然可以得到O2和N2,但其能耗很高,对电能的需求量非常大。随着环境问题的日益严峻,LNG作为一种绿色能源被大量进口和广泛应用,这使得潜在的LNG冷能逐渐显现出了其巨大的经济价值[3-4]。将LNG冷能用于空气分离装置时,由于工艺温度比LNG温度还要低,所以与用于冷藏冷冻、低温发电、制取干冰和低温粉碎等场合相比,LNG的冷量㶲可以得到最大程度的利用。因此,将LNG冷能应用于空分工艺既符合我国向节能型社会发展的国策,又具有非常深远的战略意义[5-7],是当前冷能回收工艺中最有效的利用方式[8-10]。已经有很多学者对空分工艺的优化进行了研究,都旨在降低㶲损失、提高㶲效率。笔者在传统㶲分析的基础上提出了改良的㶲分析方法[11-12],对LNG冷能空分工艺进行了详细的效能分析并提出了相应的优化方案,以期为实际工程中空分工艺的优化奠定基础。
1 工艺流程提出
空分工艺一般分为空气预处理系统、制冷系统和低温分离系统,本文研究的气体组分如表1所示,从表1可看出气质较干净,故本文对空气预处理系统不做赘述。整体的LNG冷能空分工艺流程如图1所示。
循环氮气同LNG换热后分为两个部分,一部分用于膨胀前预冷,另一部分则用于降低氮气的入口温度;空气经空压机增压、水冷器降温后依次进入换热器4、主换热器换热降温,换热后的低温空气经节流阀节流后再次降温,之后进入精馏塔进行空气分离;空气部分液化后自下塔塔底进入,然后自下而上经过塔板进行精馏,在下塔顶部得到高纯氮气,在冷凝蒸发器中被冷凝后一部分作为下塔回流液,沿塔板自上而下与气体进行热交换,最终在下塔底部得到含氧量为35%~40%的液态空气,另一部分则经过节流阀节流降压后分为两部分,一部分储存,另一部分送入上塔顶部作为回流液,以提高氧提取率;富氧液空从上塔中部进料后,沿塔板逐块流下与上升蒸汽进行热交换,于是在上塔底部获得高纯液氧,液氧在冷凝蒸发器换热后一部分作为上塔精馏过程的上升蒸汽,另一部分则进入储存装置。从上塔塔顶抽出的低温废气回输至主换热器回收冷量,最大限度的利用有效能,并为精馏塔中的空分过程提供动力。
2 工艺流程模拟及㶲分析
基于大连LNG接收站的基础数据(表2),利用HYSYS软件对提出的LNG冷能空分工艺进行模拟(图2)。在模拟时,将入口空气视为已深度净化,设定空气压缩机、氮气压缩机、膨胀机的机械效率为0.75,并且将膨胀机的增压端用于循环氮气的增压,增压过程的级间冷却采用水冷器,物性方程选用RKS方程。

表1 LNG组成表

图1 基于LNG冷能的空分工艺流程图

表2 空气分离产品参数表
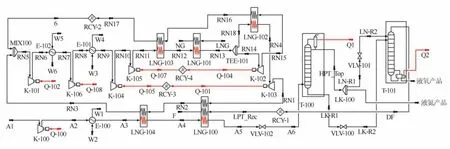
图2 基于LNG冷能的空分工艺流程模拟图
2.1 传统㶲分析模型及计算
㶲分析模型可分为黑箱模型、白箱模型及灰箱模型3种[13]。在优化过程中,将工艺体系中的各个设备视为独立黑箱。㶲包括动能㶲、势能㶲、物理㶲及化学㶲4个部分,LNG冷能用于空分工艺的流程多处于沿海平原地区,物流中的动能及势能变化可以忽略不计,故本文㶲分析主要针对物理㶲。
假设所有能量平衡的系统边界为参考环境T0,则㶲值计算、第k个设备的能量平衡分别为:
工程上一般采用㶲效率表示有效能的转化效率,故第k个设备的㶲效率(εk)[14]表示为:

在LNG冷能空分工艺的制冷系统中,系统消耗的㶲主要包括输入系统物流携带的㶲和额外输入设备的㶲,分析制冷系统的㶲平衡可以写作:

根据系统的㶲平衡方程,结合式(3)可以推导出系统的㶲效率为:

式中分别表示设备额外输入的㶲、输入系统物流的㶲、输出系统物流的㶲,kJ/h;分别表示液化后空气物流的输出㶲、空气物流的输入㶲、废气物流的㶲、系统的总㶲损、LNG物流的输入㶲、NG物流的输出㶲,kJ/h。
利用HYSYS软件结合式(1)、(2),计算各设备的㶲损,结果如图3所示。分析发现,换热器LNG-104、LNG-101、膨胀机K-103和压缩机K-101为主要的㶲损设备。传统㶲分析方法的局限性在于,虽然可以找到制冷系统中㶲损失较大的设备,但无法了解各设备的改进潜力以及优化的方向,因此,本文提出改良的㶲分析方法,对各设备进行详细的㶲分析,以提出相应的优化方案,达到降低㶲损、提高㶲效率的目的。
2.2 改良㶲分析模型及计算

图3 主要设备实际㶲损图
将由于技术和经济限制造成的㶲损失称为不可避免㶲损失,即采用最先进的技术该部分的㶲损失也不会减少;而通过改进工艺或设备可以减少的㶲损失则称为可避免㶲损失。基于此,第k个设备的总能量损失可以表示为:

不可避免㶲损的计算结果取决于研究过程假设的工作条件。以压缩机为例,当效率提高时压缩机产生的㶲损将降低,这一点将改善整个系统的性能,但是由于技术和经济的限制,设备的效率存在上限。本文采用来计算第k个设备每单位产品的不可避免㶲损所占的比例。这个式子是在同时考虑了技术和经济限制并假定性能在最佳运行条件(理想状态)下计算的第k个设备的性能。因此,不可避免㶲损失的计算模型为:

利用HYSYS软件对各个换热器、水冷器、膨胀机和压缩机的理想状态进行模拟,得到各个物流的㶲值,分别带入式(1)、(4)、(5)中后得到的各设备可避免和不可避免㶲损失,结果如图4所示。
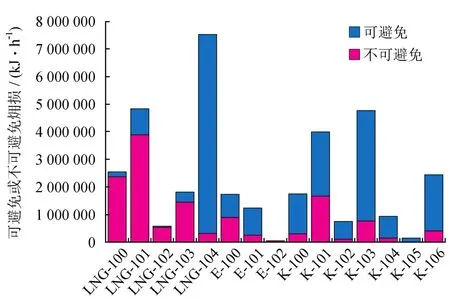
图4 主要设备可避免和不可避免㶲损失分布图
设备的内源性㶲损计算比不可避免的㶲损计算更繁琐,这是改良㶲分析方法的主要难点,而且计算精度会直接影响分析结果。目前国外学者提出了多种方法来计算内源性㶲损,其中热力循环法和工程图法是目前主要的计算方法。热力循环法要求设备处于理想操作状态,而一些设备的理想操作及某些循环的理想参数无法准确获得,这使得该方法的精度较差,而工程图法是用数学的方法将设备的㶲损分为内源性和外源性,它是基于对系统整体进行有效能敏感性分析,进一步利用图表求解的方法,该方法虽然计算量较大,但适应性较强且精度较高,于是本文对系统的内源性和外源性㶲损进行分析时采用该种方法求解。工程图法能量平衡的基础为:

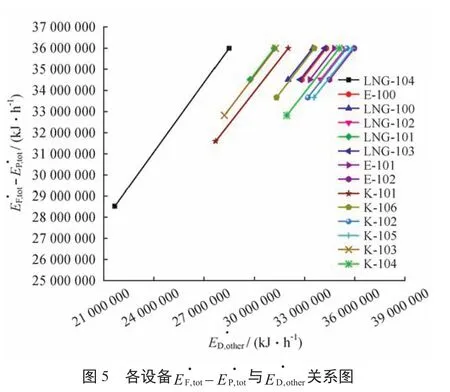
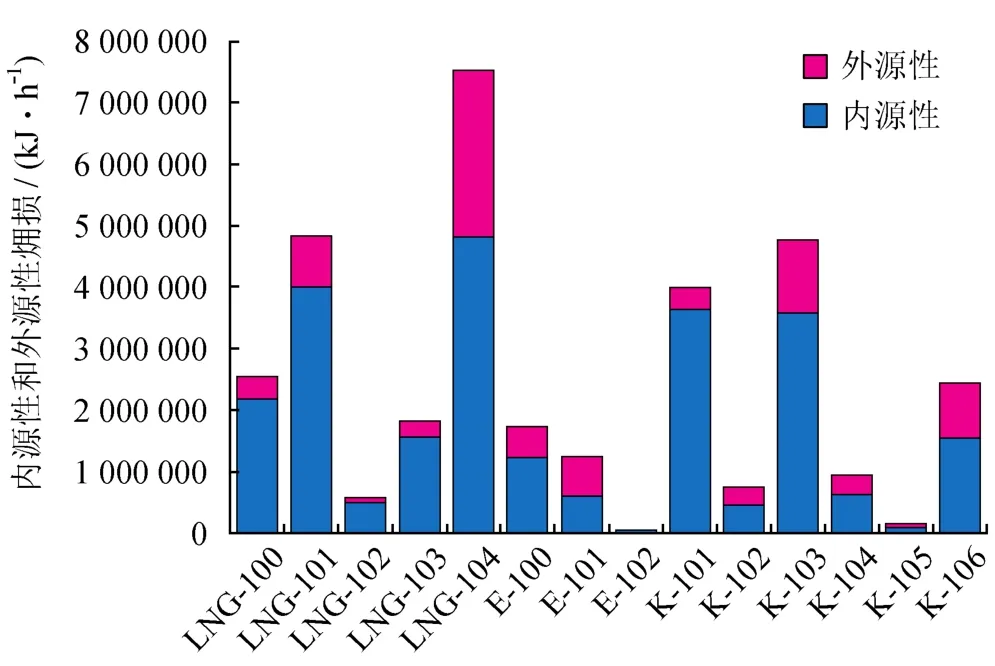
图6 各设备的内源性或外源性㶲损失分布图
完成对设备㶲损失的两种划分后,带入表3中的各公式中,即可求取各个部分的㶲损失,结果如表4所示。
图7反映了主要设备的各类㶲损占比情况,分析发现,换热设备中LNG-100、LNG-101、LN-102、LNG-103、E-100和E-102的㶲损失大部分均为内源性的,这表明设备间的相互作用对这些设备的㶲损影响不明显。但对换热器LNG-104、水冷器E-101、压缩设备和膨胀设备而言,外源性㶲损均占有一定比例,说明这些设备的㶲效率受到其他设备的影响较大,可通过调整其他设备的运行参数,减小这些设备的㶲损。
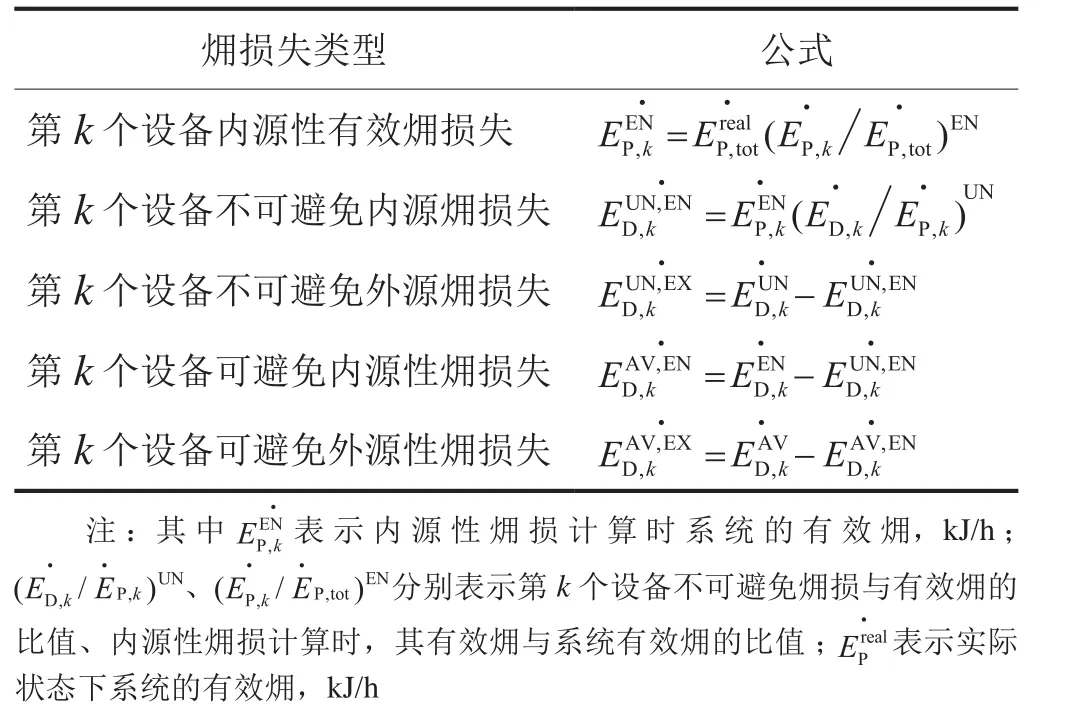
表3 各部分㶲损失计算公式表 kJ/h
按照增压设备和换热设备将LNG冷能空分系统中的主要设备分为两类,对㶲损分布进行详细分析。
1)压缩机/膨胀机:各个压缩机的分布情况较类似,可避免的内源性㶲损均占较大比例,这是由于在进行不可避免㶲损失计算时,假定压缩机效率达到了理想状态(95%),而压缩机的内源性㶲损则是由于实际状态的低效率造成的,这可以通过更换设备以提高压缩机的效率,但会受到技术和经济的限制,一味地提高效率会增加设备投资与实际背离,所以在本次优化时,不考虑这部分的㶲损失。压缩机可避免的外源性㶲损失是由压缩设备前设备可避免的低效率造成的,例如二级压缩机K-106,可避免的外源性㶲损失所占比例可达34%。这是由于改变一级压缩机K-101和水冷器E-102的效率会使输出物流的温度有较大变化,对K-106的㶲损失影响显著,对于膨胀机压缩端K-104和K-105具有相同的原理。
2)换热设备/水冷器:不同换热设备的㶲损分布有较大区别,除LNG-104、E-100、E-101之外,其他换热设备的㶲损绝大部分为不可避免内源性的,并且通过调整工艺参数也不会减少㶲损。换热器LNG-104的大部分㶲损是可避免的,其中可避免外源性㶲损失约占35%,这是由于LNG-104前的水冷器和换热器LNG-100中可改善的那部分低效率造成的,提高两者的效率,可以降低进入换热器LNG104的温度,有效地减少换热过程的㶲损;水冷器E-100和E-101的可避免外源性㶲损占比很大,主要是受到水冷器前的压缩机效率影响,当效率提高时,压缩机出口物流的温度会降低,从而降低水冷器的换热温差,降低㶲损;换热器LNG-103的㶲效率只有13.8%,但可避免的㶲损失却不到20%,这主要是换热过程温度不匹配造成的,推荐增加冷流或调整物流的连接顺序。
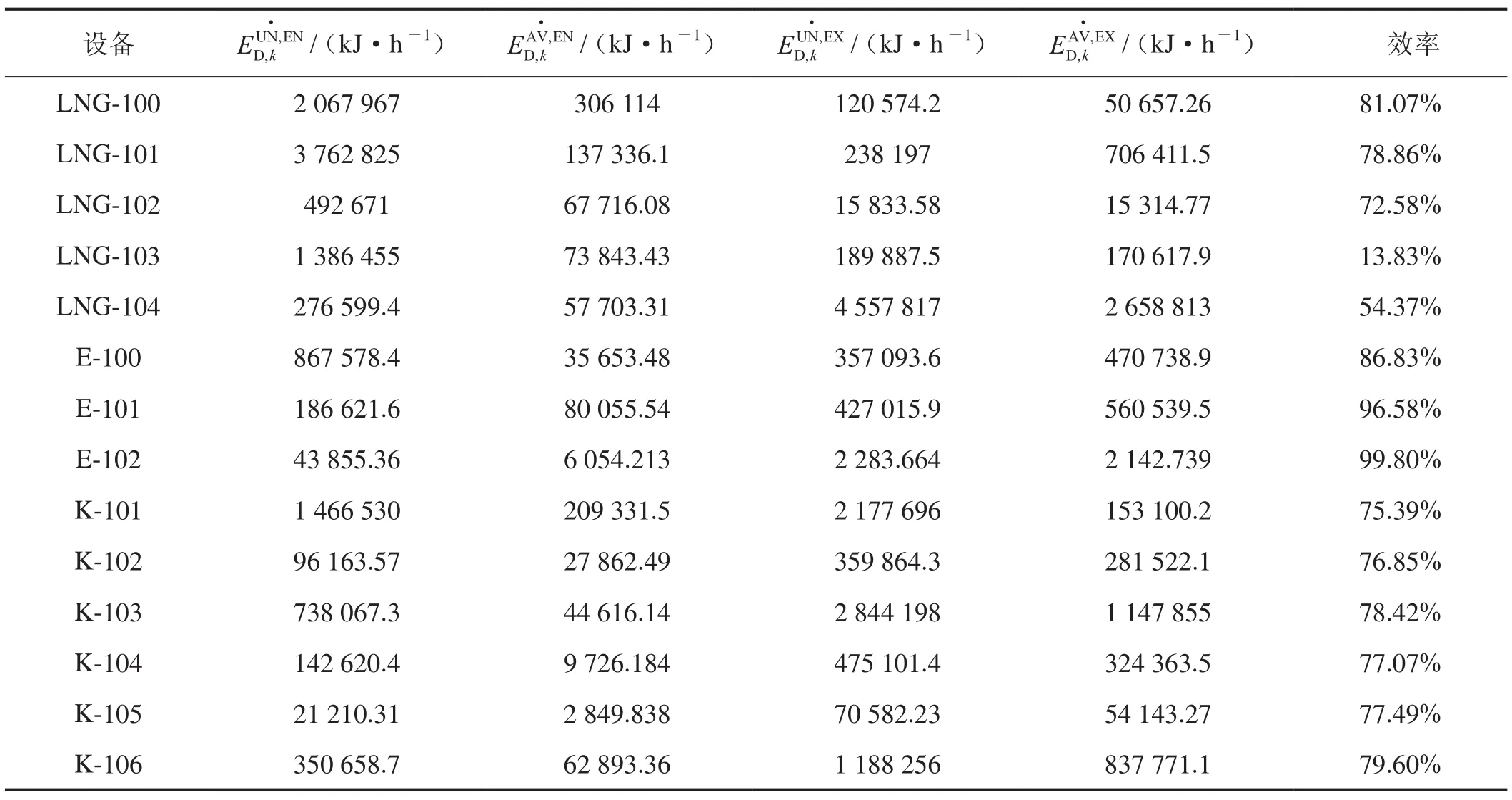
表4 主要设备各种类型㶲损失、㶲效率计算结果表
3 基于改良㶲分析结果的工艺优化
3.1 确定优化方向
根据制冷系统中各设备改良的㶲分析结果,得到提高系统㶲效率的优化方向。
1)针对增压设备的㶲损中,由其他设备可避免的低效率引起的可避免外源性㶲损失,利用低温换热器替换原水冷器,并以低温天然气和低温废气的余冷冷却增压后的循环氮气降低压缩机入口温度;同时将原压缩机替换为低温循环氮气压缩机进行优化。
2)针对换热器LNG-103冷热物流换热不匹配而造成的大量不可避免内源性㶲损,通过调整LNG-103的位置,或增加冷流的方式进行优化。
3)针对换热器LNG-104可避免外源性㶲损,通过增加预冷过程以降低进入LNG-104的热物流温度优化换热。
3.2 优化方案提出
优化方案一:将原流程中的换热器LNG-103移动至图8中的换热器B处,增加低温天然气作为冷源;并将水冷器替换为换热器A,利用低温天然气作为循环氮气压缩机入口热流的冷源,压缩机入口温度由35 ℃降至-10 ℃;增加换热器C,将低温废气作为空压机出口物流预冷冷源。
优化方案二:LNG-103位置不变,用LNG气化后的低温天然气作为冷源,替换原工艺中用于预冷的低温氮气。增加换热器A和B,并以低温天然气作为冷源,将压缩机入口温度降低至-10 ℃,物流走向如图9所示。
将提出的两种优化方案同空气分离系统相连接,并利用HYSYS软件对所提出的优化方案进行整体工艺的模拟,得到各方案的㶲分析结果如表5所示。
由表5可知,基于改良的㶲分析结果对工艺结构进行调整后,两种优化方案整体工艺的单位液态产品能耗均降低、㶲效率均提高,其中方案二的单位液态产品能耗最小,相较于原方案减小了6.6%、方案二的㶲效率最高,相较于原流程提高了28.891%,对于一个日产量为600 000 kg的空分工厂,日耗能量可减少近16 800 kW,有较好的节能效果,说明改良的㶲分析方法在优化该工艺方面具有重要意义。

图8 膨胀前预冷的氮制冷循环的优化方案一示意图
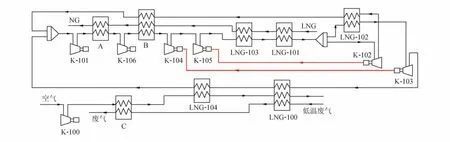
图9 膨胀前预冷的氮制冷循环的优化方案二示意图

表5 不同方案整体系统㶲分析结果表
4 结论
1)各个压缩机的分布情况较类似,可避免的内源性㶲损均占较大比例,这是由于压缩机实际状态的低效率造成的,这可以通过更换设备以提高压缩机的效率,但会受到技术和经济的限制。
2)不同换热设备的㶲损情况有较大区别,除LNG-104、E-100、E-101之外,其他换热设备的㶲损大部分为不可避免内源性的。换热器LNG-104可避免外源性㶲损失约占35%,这是由于LNG-104前的水冷器和换热器LNG-100中可改善的那部分低效率造成的;换热器LNG-103可避免的㶲损不到20%,这主要是换热过程温度不匹配造成的。
3)水冷器E-100和E-101的可避免外源性㶲损占比很大,这主要是受到水冷器前的压缩机效率影响。
4)两种优化方案的单位液态产品能耗较原方案均降低,且方案二的能耗更低约为0.394 9 kWh/kg(降低了6.6%);两种优化方案的㶲效率较原方案均上升,且方案二的更高约为0.40 kWh/kg(提高了28.891%),方案对比后优选了方案二。优化结果验证了基于改良㶲分析优化方法的可行性,为实际工程中空分工艺的优化提供了新思路。
猜你喜欢
中氮肥(2022年1期)2023-01-03
能源工程(2021年3期)2021-08-05
制冷与空调(2020年6期)2021-01-12
制冷(2019年2期)2019-12-09
制冷(2019年2期)2019-12-09
制冷(2019年2期)2019-12-09
中国酿造(2019年9期)2019-10-08
能源研究与信息(2018年2期)2018-12-08
中国科技纵横(2015年14期)2015-12-10
汽车零部件(2014年11期)2014-09-18
