
某重型汽车装配线A线装配准备过程质量改进研究
2018-10-26 08:19梁立鹏孙珂郭佳丽
汽车实用技术 2018年20期
梁立鹏,孙珂,郭佳丽
某重型汽车装配线A线装配准备过程质量改进研究
梁立鹏,孙珂,郭佳丽
(陕西重型汽车有限公司,陕西 西安 710200)
重型汽车整车装配过程质量控制是重型汽车质量控制的关键环节之一,整车质量很大程度上取决于装配过程质量控制。随着质量管理方法的不断完善,重型汽车质量水平不断提升,质量问题发生概率降低。但是整车质量问题仍时有发生,一次装配合格率不太高,其核心问题之一是准备过程统计质量控制技术应用不到位。因此,进行装配准备质量控制方法进行改进,能够有效促进整车质量水平的提升,降低质量问题发生概率,提高装配过程质量控制水平,对重型汽车质量的提高有重要意义。
质量控制;质量改进;统计质量技术
引言
本文通过对某重型汽车装配线A线装配准备过程质量控制现状进行调查分析,以质量管理理论为支撑,运用相关质量系统方法,找出A线装配准备过程质量控制存在的问题,及其产生的主要原因,提出相应的改进方案,形成相对完善的A线装配准备过程质量控制方法,以便对装配线A线装配质量进行有效控制和改善。
1 装配准备过程质量控制现状调查
装配准备过程是根据生产计划安排和有关设计、文件要求以及现有的资源配置情况,将零部件、设备、人员等结合起来,对装配过程进行控制策划、过程能力保障、过程能力验证等,使装配各相关过程质量处于受控状态[1]。根据ISO9001标准的要求,组织应策划和开发产品实现所需的过程,策划的输出形式适于组织的运作方式;组织应策划并在受控条件下进行生产和服务提供[2]。
2 装配准备过程质量控制存在问题及原因分析
根据ISO9001标准对装配准备过程质量控制的相关要求,设计调查表,进入现场,通过实地调研,对一线工人、生产主管、技术人员和质量管理人员等进行质量访谈,并将访谈结果进行记录。通过对质量访谈结果的分析汇总,分析装配准备过程质量控制现状,将装配准备过程中存在的主要质量问题及原因汇总如下:
准备过程统计质量控制技术未能得到很好的应用:
①表现形式:装配准备过程未能采用质量统计技术分析过程是否处于稳定状态,便开始装配。过程中发现问题才进行处理,造成装配进度慢,装配质量受到影响。
②原因:装配过程质量管理目前仍然停留在质量检验阶段,质量管理方法比较落后,未能对统计过程控制进行全面的了解和专门的培训,SPC方法未能得到普及应用。准备过程中,管理人员未认识到判断准备过程稳定性对提高装配质量的重要程度。
3 装配准备过程质量稳定性评估方案设计
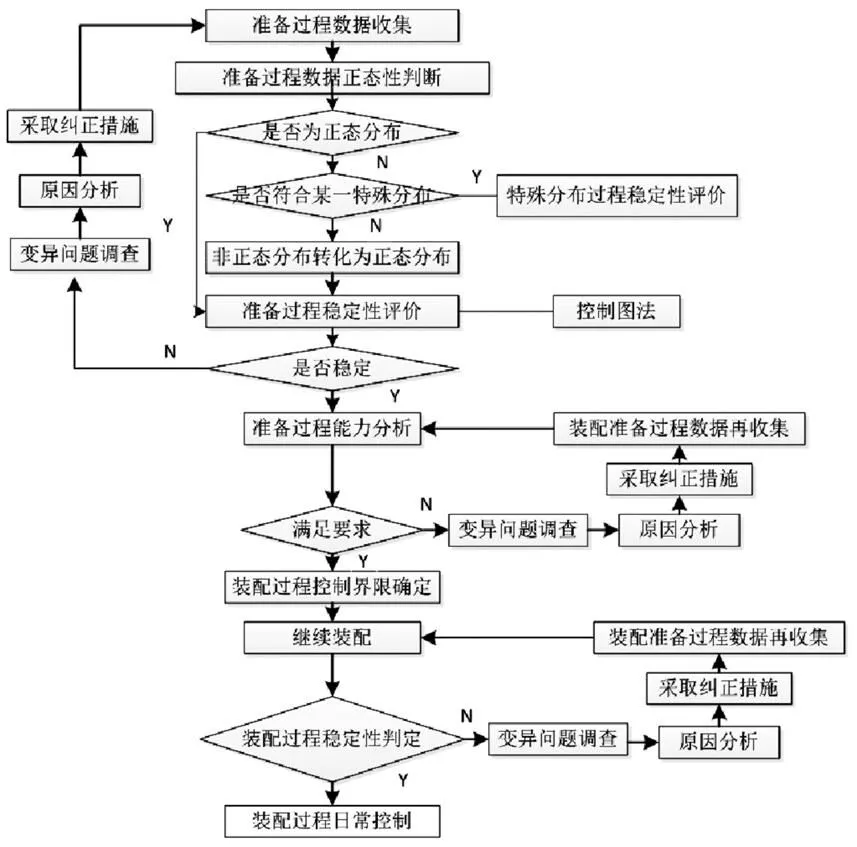
图1 装配准备过程稳定性评价流程设计
针对以上提出的装配准备过程统计质量控制技术未能得到很好应用的问题,依据过程方法,提出如图1所示的装配准备过程质量稳定性评价流程。装配过程中,装配质量容易受到装配工艺、装配环境、装配设备及装配人员等各种主观因素的影响,就需要利用SPC方法对准备过程质量加以控制,使装配准备过程处于稳定状态,以保证装配过程处于受控状态。运用控制图对装配准备过程稳定性进行评价,装配过程不稳定时,依照PDCA循环,从5M1E找出原因并采取纠正措施,直到装配准备过程处于稳定状态;装配过程稳定后,对过程能力进行分析,运用6σ管理原理对过程能力进行评价,对不满足过程能力的过程应及时采取纠正措施调整5M1E,并重新对装配过程能力性进行评价,直到装配过程能力符合要求,进入装配过程。
在此,结合图1装配准备过程质量稳定性评价流程图,设计A线质量控制点装配准备过程质量稳定性评估方案。
(1)A线装配准备过程数据的搜集
A线装配准备过程中,以推力杆拧紧为装配准备过程稳定性评估的研究对象,对准备过程中推力杆拧紧的装配力矩进行数据收集,通过数据来分析过程稳定性和过程能力是否满足装配准备要求,装配过程是否处于受控状态。
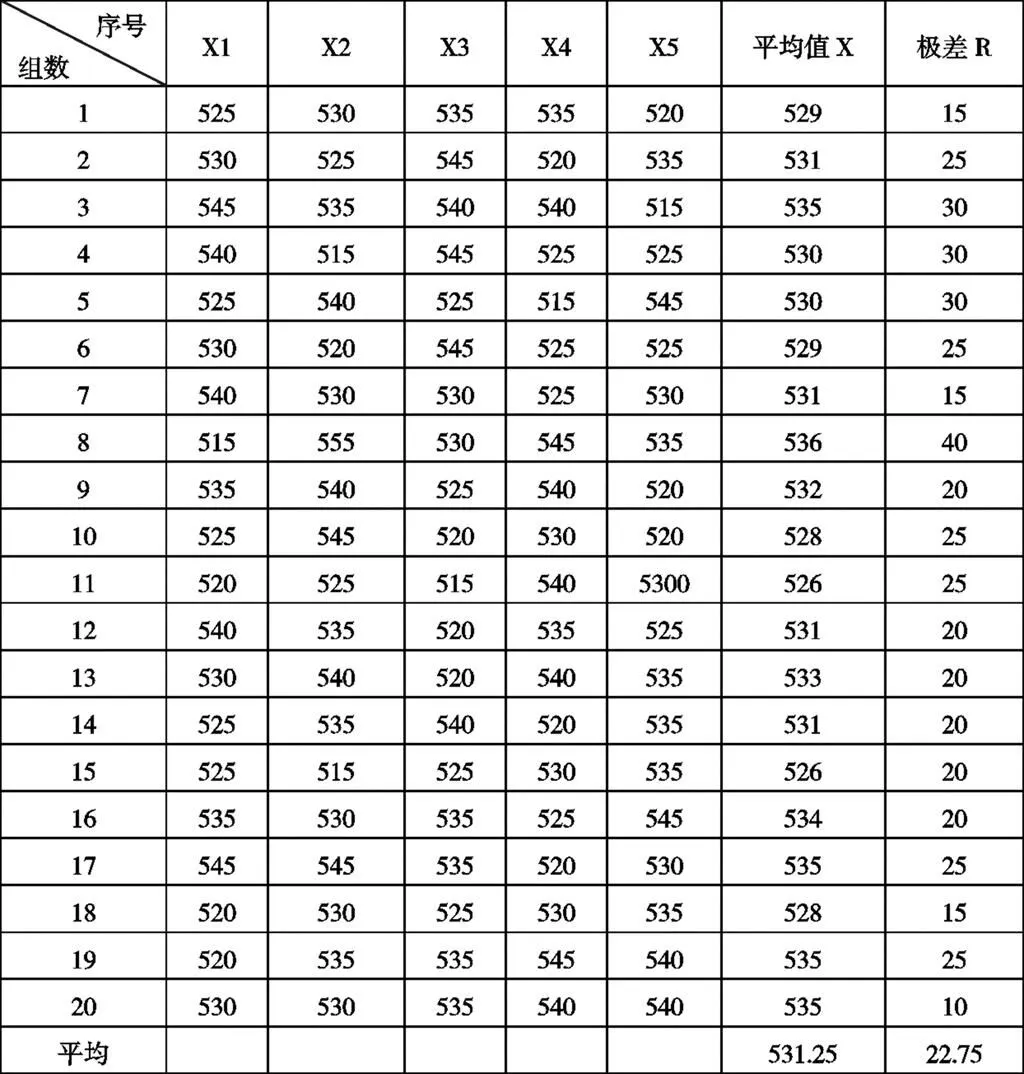
在此,总装配厂从2018年5月16日开始每天每隔一小时采取随机抽样的方法对A线推力杆拧紧的装配力矩进行记录,总共记录了20组,100个数据,如表1所示。
表1 拧紧推力杆装配力矩(Nm)

根据表1的数据,计算20组数据的平均值X和极差R。
(2)A线推力杆拧紧力矩正态性检验
运用MINITAB软件对表1推力杆拧紧的装配力矩行正态性检验,若装配力矩符合正态分布则对推力杆拧紧过程进行稳定性评价,若不符合正态分布,就需对过程分布进行识别。运用MINITAB软件做出了推力杆拧紧的装配力矩概率图和直方图,如图2和图3所示。从图2可以看出,A线推力杆拧紧的装配力矩服从正态分布,接下来可对其进行装配准备过程稳定性评价。
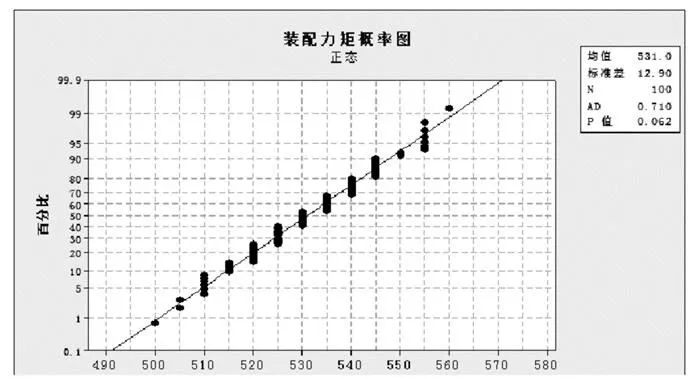
图2 装配力矩正态性检验结果图

图3 装配力矩直方图
(3)A线推力杆拧紧装配力矩的稳定性评价
运用MINITAB软件做出A线推力杆拧紧的装配力矩均值极差控制图,如图4,图5所示。并画出相应控制界限(±)σ,(±)2σ,(±)3σ。

图4 X控制图

图5 R控制图
根据控制图的稳定性判别原则判断[3],首先,图中没有超出界限的点,其次图4,图5均满足上述控制图稳定性的判别原则,因此可以看出,A线推力杆拧紧准备过程的装配力矩控制处于稳定状态,由此控制图计算出的推力杆拧紧装配力矩上下限可以作为以后A线推力杆拧紧装配力矩稳定性控制的上下控制界限,用来分析推力杆拧紧过程的稳定性。
(4)A线推力杆拧紧过程能力评价
经过以上分析,A线推力杆拧紧过程稳定,进一步对推力杆拧紧的过程能力指数进行计算,再根据关键质量特性过程能力指数的判断标准,对A线推力杆拧紧过程能力进行评定,以判断其过程是否满足要求:
由上述分析过程可知,表1所收集的推力杆拧紧装配力矩处于稳定状态,由此对表1所示的推力杆拧紧过程进行能力指数计算:

表2 关键质量特性过程能力综合评定表
A线装配推力杆拧紧是A线装配的关键质量控制过程,由上述推力杆拧紧过程指数计算可知,Cpm =1.41<1.67,再由关键质量特性过程能力综合评定表2可知A线推力杆拧紧过程能力不足,处于中风险状态,没有达到理想状态,应采取相关措施提高其过程能力。
过程能力指数处于风险区时,则意味着A线推力杆拧紧的误差概率增大。根据实际情况可采取以下措施[4]:
①调整推力杆拧紧过程装配力矩的分布中心,将实际的偏移量减小到小于上述1.05的偏移量。对影响A线推力杆拧紧过程质量的5M1E六大因素进行分析,找出造成A线推力杆拧紧过程装配力矩分布中心偏移的原因。减少A线推力杆拧紧过程装配力矩中心偏移量的主要措施包括:根据推力杆拧紧的装配力矩中心偏移量,通过检验对首件推力杆拧紧的设备进行调整;改变操作者的习惯,如拧紧过程的习惯,以推力杆拧紧装配力矩的公差中心为装配依据;对大量的推力杆拧紧装配力矩过程进行统计分析,得出5M1E因素随时间的推移不断变化的规律,及时调整或采取设备调整等。
②提高过程能力,减少分散程度。针对A线推力杆拧紧装配的实际情况,要提高推力杆拧紧的过程能力,减少推力杆拧紧装配力矩的分散程度所采取的措施主要有:对从事A线推力杆拧紧装配的装配人员进行培训,提高其操作技能和质量意识;加强对推力杆拧紧设备风扳机和扭力扳手的重点维护和保养,保证A线推力杆拧紧持续稳定的过程能力;对推力杆装配部位各个零部件进行严格质量控制;加强现场5S管理,使装配现场保持干净、整洁;采取防错措施加强装配现场的质量控制和质量检验,适当增加检验频次和数量等。
③在保证质量的前提下,推力杆拧紧力矩没有放宽余度,因此不考虑放宽放大推力杆拧紧装配力矩的设计规格。
(5)A线推力杆拧紧改进效果评价与持续改进
对改进后A线推力杆拧紧装配力矩进行抽样,按照第一次随机抽样的原则,再次对A线推力杆拧紧装配力矩随机抽取,总共抽取100个数据,如表3所示。
表3 推力杆拧紧力矩(Nm)
根据改进后表3的数据,再次对A线推力杆拧紧过程进行过程能力评价。
A线推力杆拧紧为关键质量特性,通过改进后A线推力杆拧紧过程能力指数CPm=2.018>2,由关键质量特性过程能力综合评定表可知,其处于理想状态,表明A线推力杆拧紧过程经过不断改进,已处于稳定的状态,这说明以上对A线推力杆拧紧过程的改进措施是有效的,应该纳入相关文件并进行过程的标准化控制,并予以继续保持。
过程能力指数计算:

装配线对A线装配准备过程稳定性进行评估时,根据实际装配准备过程现状,结合图1的流程,随机抽取装配过程质量数据,结合控制图进行装配准备过程稳定性评价和过程能力指数评价,并根据实际评价结果,制定合理措施,将此过程纳入总装配厂装配准备过程的日常质量控制中。
4 结论
通过对装配线A线装配准备过程现状进行现场调查,分析总结调查结果,得出该装配线A线装配准备过程质量控制主要准备过程统计质量控制技术没有得到很好应用,针对A线装配准备过程没有运用统计质量控制技术对准备过程稳定性进行控制的问题,运用统计质量控制技术对A装配线推力杆拧紧过程进行稳定性分析并对过程能力进行评价,对不符合质量特性的过程能力提出改善措施,保证过程能力达到要求。
[1] 刘书庆,连斌,董丽娜.产品质量危机影响因素相互作用关系实证研究[J].系统管理学报.2015,2(24):243-252.
[2] LIU-Shuqing,SONG-Zhankui. Research on the appraisal and selec -tion plan of Project supplier and its applied research[J].TIRMSCM 2008,Vol17:38-47(E1检索:20090711906742)
[3] 中华人民共和国国家质量技术监督局.GBT4091-2001常规控制图国家标准[S].中国标准出版社,2001.7:2-11.
[4] 刘书庆,韩亚辉.项目施工战略合作伙伴和选择方案研究[J].中国管理科学,2008, Vol16:88-97.
Research on quality improvement of A-line assembly preparation process of a heavy-duty automobile assembly line
Liang Lipeng, Sun Ke, Guo Jiali
( Shaanxi heavy duty automobile co., LTD., Shaanxi Xi'an 710200 )
The quality control of the assembly process of heavy-duty vehicles is one of the key links in the quality control of heavy-duty vehicles. The quality of the whole vehicle depends largely on the quality control of the assembly process.With the continuous improvement of quality management methods, the quality of heavy-duty vehicles continues to increase, and the probability of quality problems decreases. However, the quality problem of the whole vehicle still occurs from time to time, and the qualification rate of one assembly is not too high. One of the core problems of the preparation process is that the application of statistical quality control technology is not in place. Therefore, the improvement of the assembly preparation quality control method can effectively promote the improvement of the vehicle quality level, reduce the probability of quality problems, improve the quality control level of the assembly process, and have important significance for the improvement of the quality of heavy vehicles.
Quality control; Quality improvement; Statistical quality techniques
B
1671-7988(2018)20-202-04
U466
B
1671-7988(2018)20-202-04
U466
梁立鹏,就职于陕西重型汽车有限公司汽车总装配厂。
10.16638/j.cnki.1671-7988.2018.20.075
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
河南科技(2022年8期)2022-05-31
汽车实用技术(2022年7期)2022-04-20
新视线·建筑与电力(2021年2期)2021-09-10
直升机技术(2020年2期)2020-06-16
专用汽车(2020年2期)2020-04-09
表面工程与再制造(2019年3期)2019-09-18
表面工程与再制造(2019年1期)2019-05-11
山东青年(2016年12期)2017-03-02
中国市场(2016年23期)2016-07-05
