
三菱H网在汽车涂装车间的应用
2018-10-26 08:19:50李伟
汽车实用技术 2018年20期
李伟
三菱H网在汽车涂装车间的应用
李伟
(陕西重型汽车有限公司,陕西 西安 710200)
文章以三菱Q02H型PLC搭配的QJ71BR11网络模块为例,介绍了H网在涂装车间以同轴总线系统为配置方式的结构、设置及功能应用实例。
PLC;H网络;同轴总线
前言
汽车涂装车间的生产设备一般都分布在以三层厂房为主体的室体结构内,设备类型杂而多,且质量控制点较多,对设备的可靠性与稳定性要求极高。因此涂装车间的设备网络控制总体上采用“集中监视、分散控制”的典型模式,以便使生产过程中的各种数据能受到实时监控,设备故障诊断更加便利与及时。依据这一原则,将整个电控系统分为三个层次,即监控层、控制层和设备层。每个层次中使用不同的网络结构及软硬件配置,以实现各自不同的功能。其中控制层是整个网络架构中的核心,在整个电控系统中起着承上启下的作用,因此本文重点对我公司涂装车间应用在控制层中的单一形式的H网络结构,配置方法和功能应用做一阐述,供大家参考。
1 H网络概述
三菱H网是三菱公司专为工业数据传输而开发的工业控制级网络,数据传输稳定可靠。在同轴总线系统结构中,其硬件结构由主要由三菱H网模块QJ71BR11、75欧姆同轴电缆及终端电阻、A6BR10型网络中继器构成,传输速率为10Mbps。做为设备层的上级网络,H网络模块实时将现场操作站、现场设备检测单元(接近开关、光电开关等)、现场其它输入设备(如控制按钮等)、显示设备(如指示灯等)等信息通过H网络传递至信息层。同样,做为信息层的下级网络,实时将上位机的指令传递至设备层。除了完成自上而下和自下而上数据传输任务外,还可实现同级网络间PLC与PLC之间数据共享。
2 H网常用功能
三菱H网使用链接软元件 LX/LY/LB/LW 能够在相同网络上的PLC站之间进行周期性数据通讯并且使上位机实现了数据的统一集中监控。另外搭配GX Developer编程软件还可对其自身的网络故障进行诊断,对传输的可靠性等实用功能进行设定。一般常用功能包括①控制站开关功能。如果控制站出现异常则另外的正常站就变成副控制站继续数据链接。②站分离功能。当一般站的电源断开,其他站仍然能够进行数据链接。③网络故障诊断。诊断功能用于检查网络的线路状态和模块设置及运行状态。
3 H网结构
三菱同轴总线系统H网,最大支持32个PLC站,其中1个必须为控制站(主站),剩余为普通站(从站)。我公司涂装车间共有25台三菱Q02H型PLC,每台PLC均安装有三菱H网模块Q J71BR11,通过同轴电缆将前处理电源生产线、机运系统、机器人喷涂等控制系统的PLC全部接入H网络,由于通讯距离限制,使用4台A6BR10型信号转发器做信号放大用。
4 具体配置方法
H网的网络参数需要在H网的主/从站分别进行配置。在PLC控制站(主站),参数由通讯参数及发信地址范围分配两部分构成,以下以我涂装车间设备为例进行配置。在进行网络参数配置前,在每个PLC的H网模块Q J71BR11上,通过站号拨码开关,确定每个PLC在H网络中所处的站号。然后通过GX Developer编程软件对每个站进行参数写入。
4.1 在H网控制站(主站)完成通讯参数配置
在菜单parameter/network param选项下选择MELSECN -ET/ETHERNET选项,对PLC基板安装的所有通讯智能模块进行通讯配置。配置内容包括起始I/O地址、网络号、总站数、网络组号及模式,如图1配置界面。起始I/O地址是指除去电源模块外,在其他模块配置有效前提下,按模块在基板中安装位置算出。H网是以太网下级网络,因此我们配置以太网的网络号为1号网络,H网为2号网络。总站数量配置为25是指1个控制站,24个普通站。因为是单一的H网络,所以我们配置组号为0,再将网络配置为在线模式。
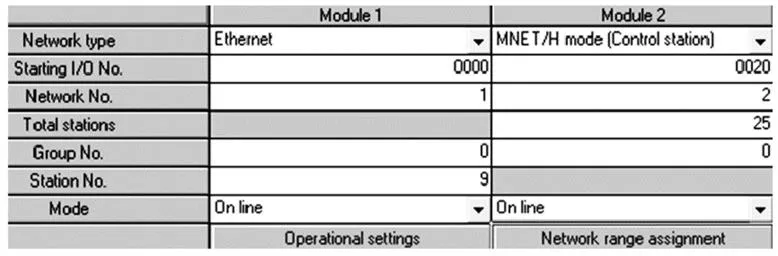
图1 配置界面
4.2 在H网控制站(主站)完成所有站发信地址范围配置

图2 配置示例
在network range assignment选项的SWITCH开关选项中,按自身需要分配LB/LW及LX/LY的发信地址,图2为配置1号控制站,2号、3号普通站链接继电器LB/LW的示例。
4.3 在H网一般站(从站)完成通讯配置
在每个从站的网络参数中,将NETWORK TYPE 选为H MODE(NOMAL STATION),其余与主站通讯参数配置方法相同。
通过以上配置,我们即可通过控制站访问所有的普通站,并且站与站之间均可在已经分配好的发信地址范围内实现信号共享。
5 应用方案
5.1 控制站访问普通站功能
在设备维修室通过以太网经过交换机与H网主站PLC的以太网模块相连。维修人员可通过GX编程软件,利用H网络直接调取现场任意一台PLC的程序进行监视与控制。再配合上位机组态软件的应用及后期对组态内容的不断完善,使得设备维修班组的故障诊断及维修效率得到有效提升。
5.2 站与站之间信号共享功能
原我们喷漆室空调送排风系统的风机、水泵是通过1个操作人员逐台关闭,工作量大而且浪费能源。后期通过利用H网将空调送排风系统的启停及各类状态信号转变成H网络链接继电器,然后在喷漆室喷涂机器人HMI中读取这些信号制作设备状态监视界面,这样就利用机器人HMI实现了空调一键关机及空调运行状态实时监控功能,生产一结束,通过触摸屏上一键关机按钮,链接继电器信号变化状态通过H网实时反映在空调PLC内,实现异地控制功能。降低了工人操作量并起到了节能效果。
6 结语
三菱H网做为涂装车间电控系统的核心层,运行稳定,使用便捷。我们依托H网改造了车间多处设备功能。但是也应注意到影响信号基于网络传输的诸多不稳定因素,如电磁干扰,电阻损坏,接头松动等等意外造成的网络中断。因此应避免牵扯到设备本质安全的信号在网络中传输,同时做好网络的检查与防护措施,保证网络的稳定性与可靠性。
[1] 三菱电机自动化上海有限公司. Q系列MELSECNET/H网络系统手册.上海市虹桥路1386号http://www.mitsubishielectric-automa tion.cn,2001.
Application of Mitsubishi H net in automobile painting workshop
Li Wei
( Shaanxi Heavy Vehicle Co., Ltd., Shaanxi Xi'an 710200 )
Taking the mitsubishi Q02H PLC matched QJ71BR11 network module as an example, this paper introduces the structure, setting and function application of the coaxial bus system in the painting workshop of H network.
PLC; H network; coaxial bus
B
1671-7988(2018)20-197-02
U468.3
B
1671-7988(2018)20-197-02
U468.3
李伟,就职于陕西重型汽车有限公司。
10.16638/j.cnki.1671-7988.2018.20.073
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:28
中国外汇(2020年14期)2020-10-28 06:29:36
中国外汇(2020年5期)2020-08-25 12:05:02
哈尔滨轴承(2020年4期)2020-03-17 08:13:44
重庆与世界(2019年10期)2019-11-25 07:46:16
中国电气工程学报(2019年3期)2019-09-10 02:59:51
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
无人机(2017年10期)2017-07-06 03:04:40
中国老区建设(2016年12期)2017-01-15 13:54:08
