聚乳酸/马来酸酐接枝线形低密度聚乙烯合金的制备及其发泡行为研究
2018-10-22 08:58王贤增周洪福赵明明
中国塑料 2018年10期
韩 硕, 王贤增, 周洪福,2*, 胡 倩, 赵明明,2
(1.北京工商大学材料与机械工程学院,北京100048;2.塑料卫生与安全质量评价技术北京市重点实验室,北京 100048)
0 前言
PLA是以乳酸为主要原料脱水聚合得到的聚合物,原料来源充分而且可以再生,且制品可生物降解,实现在自然界中的循环,因此是理想的绿色高分子材料[1]。除此之外,其生物相容性、光泽度、透明性、手感和耐热性好,因此用途十分广泛,可用作包装材料、纤维和非织造物等,所以由于上述优点,PLA发泡材料近年来备受研究学者和工业应用的关注,广泛应用于食品包装、汽车领域、航空航天领域、医疗器械和家居领域等领域[2-4]。但是PLA的熔体弹性差、结晶速率慢,导致PLA的发泡性能不好,为了满足PLA制品的性能要求,需要对其进行改性。
本文以熔融扩链技术制备PLA/PE-LLD-g-MAH合金材料[5],通过化学反应[6]在分子层面上改善PLA的黏弹性、结晶行为、力学性能,以期改善PLA的可发性和发泡性能。通过改变该合金中所加入的PE-LLD-g-MAH的含量对其结晶、流变性能及发泡行为的影响。
1 实验部分
1.1 主要原料
PLA,2003D,美国Natureworks公司;
PE-LLD-g-MAH,CMG5904,佳易容相容剂江苏有限公司。
1.2 主要设备及仪器
差示扫描量热仪(DSC),Q100,TA仪器(美国)公司;
转矩流变仪,XSS-300,60mL,科创橡塑机械设备有限(上海)公司;
电热恒温鼓风干燥箱,DHG-9245A,上海一恒科技有限公司;
扫描电子显微镜(SEM):Quanta 50 FEG,FEI(美国)公司;
傅里叶变换红外光谱仪(FTIR),NicoletIZ10,赛默飞世尔科技(美国)公司;
超临界二氧化碳间歇发泡装置,自制;
平板压片机,LP-S-50,Lab Tech Engineering(瑞典)公司;
密度天平,CPA2245,北京赛多利斯科学仪器有限公司;
Ultra foam真密度分析仪,1200e,美国康塔仪器公司;
电镜试样喷金设备,EMIYECH K550X,捷克Tescan公司;
旋转流变仪,MARSⅢ,Haake(德国)公司。
1.3 样品制备
将PLA置于60 ℃的鼓风干燥烘箱中干燥8 h,以去除聚合物中的水分,随后在转矩流变仪中将PLA和PE-LLD-g-MAH以不同的比例(质量比)(100∶0、99∶1、97∶3、95∶5、93∶7)进行共混,共混条件为:温度为190 ℃,转速为50 r/min,时间为10 min,配方如表1所示;
将得到的合金样品放置于压力机下进行压制,压制条件为:温度为190 ℃,压力为10 MPa,压制时间为5 min,排气次数为5 次,每次3 s;待压制过程完成后,冷却至室温,取出制品,得到1 mm厚的板材样品以备后期性能测试及发泡实验使用。
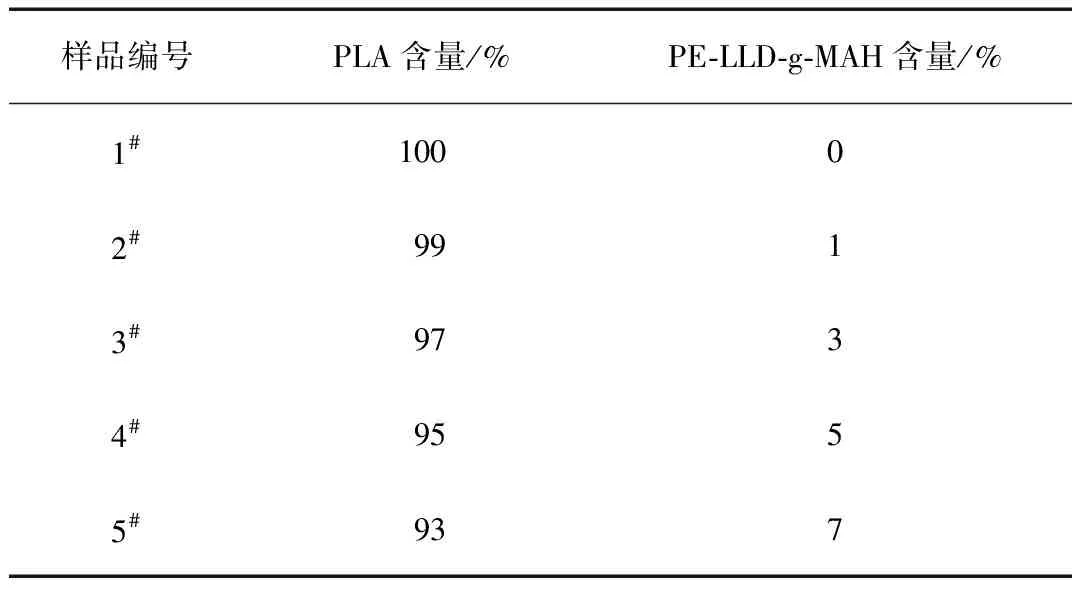
表1 实验配方Tab.1 Experiment formula
1.4 性能测试与结构表征
FTIR分析:室温,样品放置在样品架上,用32 次扫描进行测量,分辨率为2 cm-1,每个光谱在4 000~400 cm-1范围内获得;
DSC分析:通过DSC对样品的熔融性能和结晶性能进行测试,在保护气体氮气气氛下,将样品快速升温至190 ℃,保持3 min以消除热历史,并以10 ℃/min降温至40 ℃记录结晶行为,再以10 ℃/min升温至190 ℃记录熔融行为,合金样品的相对结晶度(Xc)[7]通过式(1)计算:
(1)
式中 ΔHm(PLA)——PLA熔融焓值,J/g
ΔHcc(PLA)——PLA的冷结晶焓值,J/g
W——每个组分的质量分数
SEM分析:用SEM对所有未发泡样品和发泡样品的微观形貌结构进行表征,首先将样品浸泡在液氮中4 h并淬断,然后对断面进行喷金处理,电压10 kV,在不同放大倍率下观察样品的微观形貌结构;
流变性能分析:用旋转流变仪表征共混体系的动态剪切流变行为,实验样品置于直径为20 mm的圆形平行板间,平板测试间距为1 mm,测试温度为190 ℃,频率范围为0.1~100 rad/s,最大应变为5 %,并且在氮气保护环境下测试以确保线性黏弹区,测得在不同频率下的复数黏度(η*)、储能模量(G′)及损耗因子(tanδ);
发泡性能分析:PLA和PLA/PE-LLD-g-MAH合金发泡样品的发泡倍率(Φ)由式(2)计算:
(2)
式中ρf——样品发泡前的密度
ρp——样品发泡后的密度,由密度天平测试可得
泡孔密度(N0,个/cm3)由泡孔统计软件及式(3)统计计算可得:
(3)
式中n——SEM图片中泡孔个数
M——放大倍率
A——图片面积,cm2
Φ——发泡样品的发泡倍率
2 结果与讨论
2.1 FTIR分析

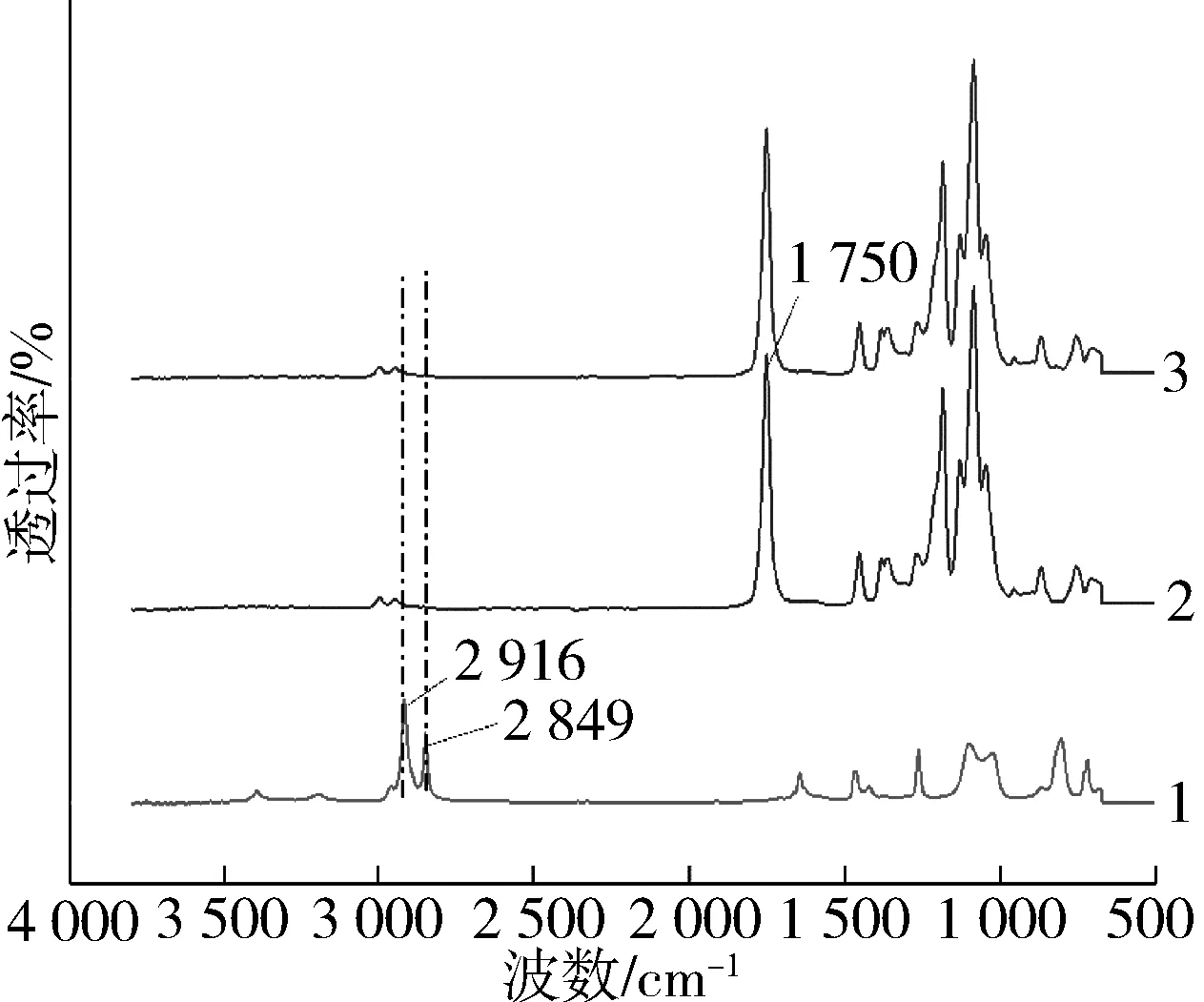
1—PE-LLD-g-MAH 2—PLA 3—4#样品图1 样品的FTIR谱图Fig.1 FTIR spectra of the samples
2.2 机理阐述
PLA与PE-LLD-g-MAH在熔融共混过程中,PE-LLD-g-MAH链段上的酸酐环基团被破坏为2个羧酸基团,PLA链上具有端羟基,端羟基与羧酸基团发生酯化反应,使得PLA链段上连接了PE-LLD链段,从而形成支化结构,如图1所示4#样品中酸酐键的特征峰消失,证明PLA与PE-LLD-g-MAH之间发生了反应,其结构反应机理如图2所示。
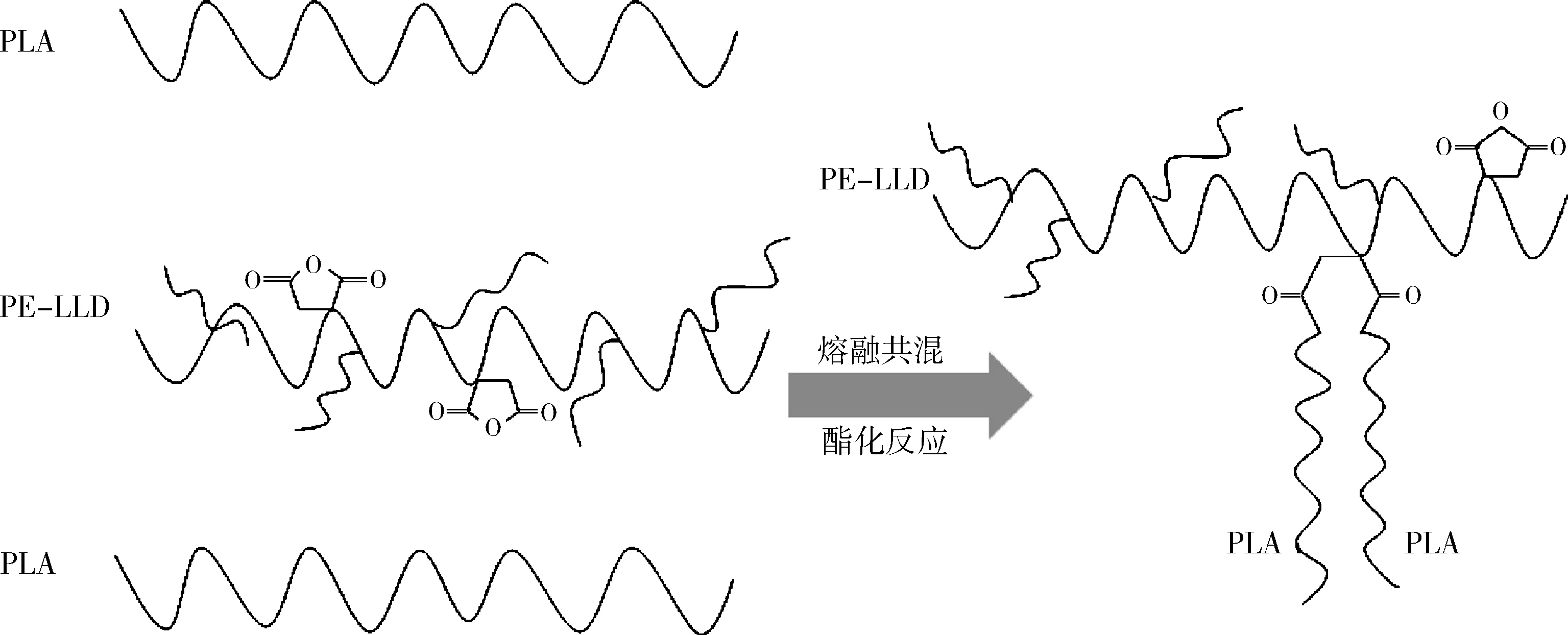
图2 PLA/PE-LLD-g-MAH共混形成支化结构的示意图Fig.2 Reaction mechanism of PE-LLD-g-MAH on the PLA/PE-LLD-g-MAH blends
2.3 结晶性能
由图3可以看出,在PLA和PLA/PE-LLD-g-MAH曲线中,并没有出现明显的结晶峰,但是随着PE-LLD-g-MAH含量的增加,可以看到曲线在100 ℃左右出现了较为明显的台阶。并且,PLA的结晶温度增加,结晶焓降低[8]。这是由于PE-LLD-g-MAH与PLA分子链端部发生了反应,而这种反应阻碍了PLA的运动,从而使PLA的结晶温度增加,结晶焓下降[9]。
由图4和表2所给出的热性能参数可以得出,PLA在115.8 ℃左右有明显的冷结晶峰,但随着PE-LLD-g-MAH含量的增加,冷结晶峰的面积逐渐减小至消失,而冷结晶温度也逐渐向高温方向移动,但对PLA的结晶度影响不大。同时,PLA在147.6 ℃左右出现了熔融峰,随着PE-LLD-g-MAH含量的增加,PLA的熔融温度变化不大,但是熔融焓减少。这种现象的产生主要是由于马来酸酐中的酸酐基团与PLA的端羟基发生反应,在增加PLA分子链长度的同时还阻碍了PLA分子链的链段运动[10]。
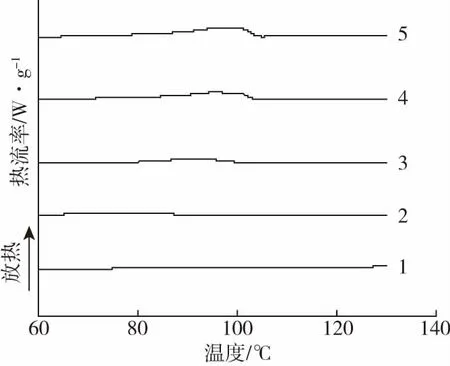
样品:1—1# 2—2# 3—3# 4—4# 5—5#图3 PLA和PLA/PE-LLD-g-MAH合金的DSC降温曲线Fig.3 DSC curves of different samples at cooling rate of 10 ℃/min
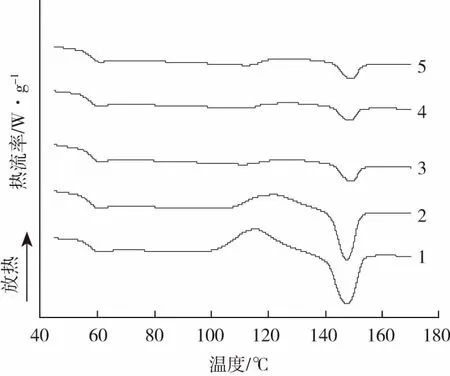
样品:1—1# 2—2# 3—3# 4—4# 5—5#图4 PLA和PLA/PE-LLD-g-MAH合金的DSC升温曲线Fig.4 DSC curves of different samples at heating rate of 10 ℃/min
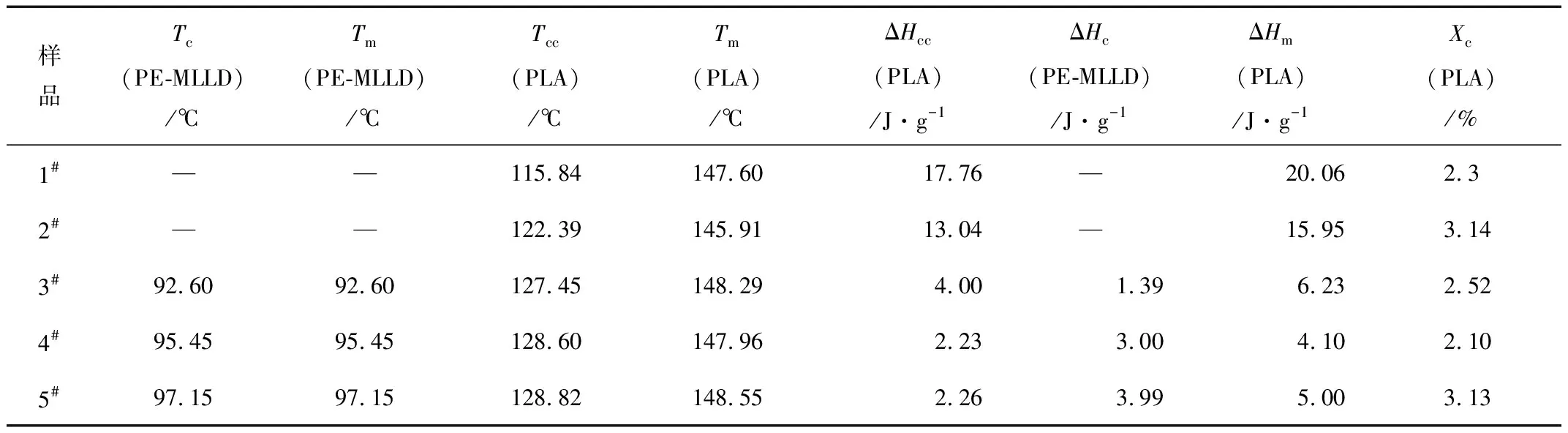
样品Tc(PE-MLLD)/℃Tm(PE-MLLD)/℃Tcc(PLA)/℃Tm(PLA)/℃ΔHcc(PLA)/J·g-1ΔHc(PE-MLLD)/J·g-1ΔHm(PLA)/J·g-1Xc(PLA)/%1#——115.84147.6017.76—20.062.32#——122.39145.9113.04—15.953.143#92.6092.60127.45148.294.001.396.232.524#95.4595.45128.60147.962.233.004.102.105#97.1597.15128.82148.552.263.995.003.13
2.4 流变性能研究
由图5(a)可知,η*受剪切速率变化的影响十分显著,图中5组样品的η*均随着剪切速率的增加呈现下降趋势,这是由于高分子是剪切变稀流体,会随着剪切频率的增加变稀导致黏度下降。在低频区,PLA/PE-LLD-g-MAH合金的η*明显高于PLA的η*,且随着PE-LLD-g-MAH含量的增加,PLA/PE-LLD-g-MAH合金的η*逐渐增加。这是由于PE-LLD-g-MAH的酸酐基团与PLA的端羟基发生酯化反应从而增长PLA分子链,增强了两相分子链间结合力[10],因此PE-LLD-g-MAH的加入可以改善PLA熔体黏度。
由图5(b)可知,G′受剪切速率变化的影响也十分显著,图中5组样品的G′随剪切速率的增加呈现上升趋势,这是由于高分子链在不受力的状态下自发趋向于无规线团状态,高分子链在低频区发生了重排,但是在高频区受力过大不能发生松弛导致其模量升高。并且发现合金的G′随着PE-LLD-g-MAH含量的增加略有增加,这是由于PE-LLD-g-MAH的熔体黏性优于PLA,PE-LLD-g-MAH支链的酸酐基团与PLA的端羟基发生化学反应,增强了两相分子链间结合力,因而PE-LLD-g-MAH的加入可改善PLA的熔体弹性,使得合金的弹性随PE-LLD-g-MAH含量的增加而增加。
图5(c)中表现了聚合物的tanδ随剪切速率的变化规律。从图中可以看到随着PE-LLD-g-MAH含量的增加,tanδ不断降低。这是由于加入PE-LLD-g-MAH后,PE-LLD-g-MAH支链的酸酐基团与PLA的端羟基发生化学反应,增强两相分子链间结合力,熔体的黏弹性响应加快,能量损耗降低。
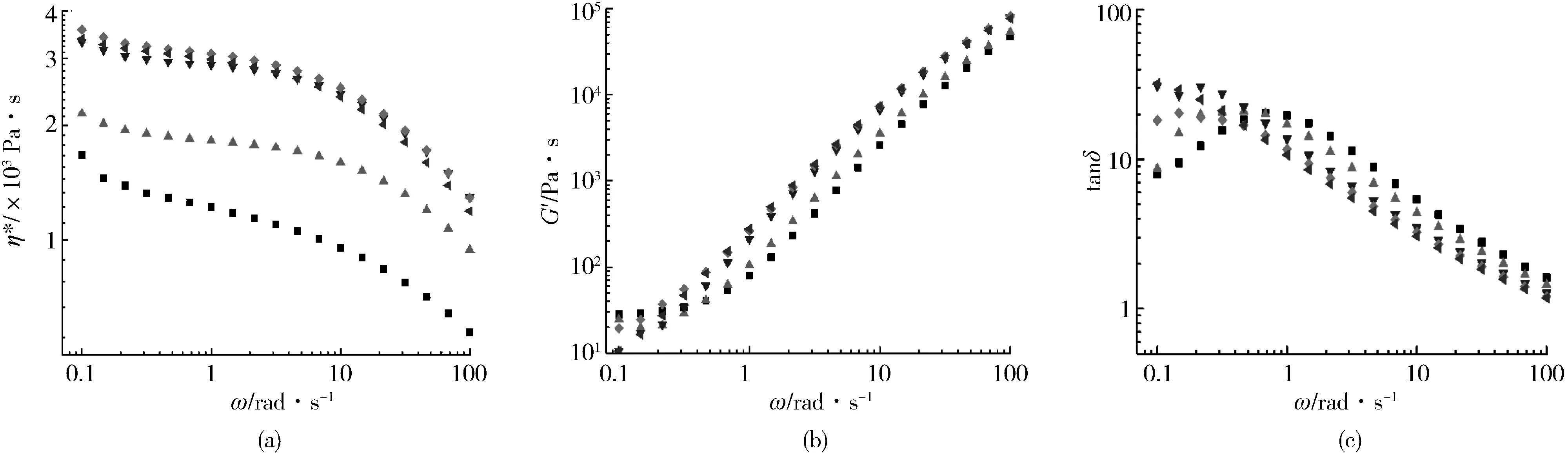
样品:■—1# ▲—2# ▼—3# ◆—4# ◀—5#(a)η* (b)G′ (c)tanδ图5 样品的η*、G′、tanδ与剪切速率(ω)的关系Fig.5 Dynamic shear rheological properties of various samples
2.5 分散相态形貌研究
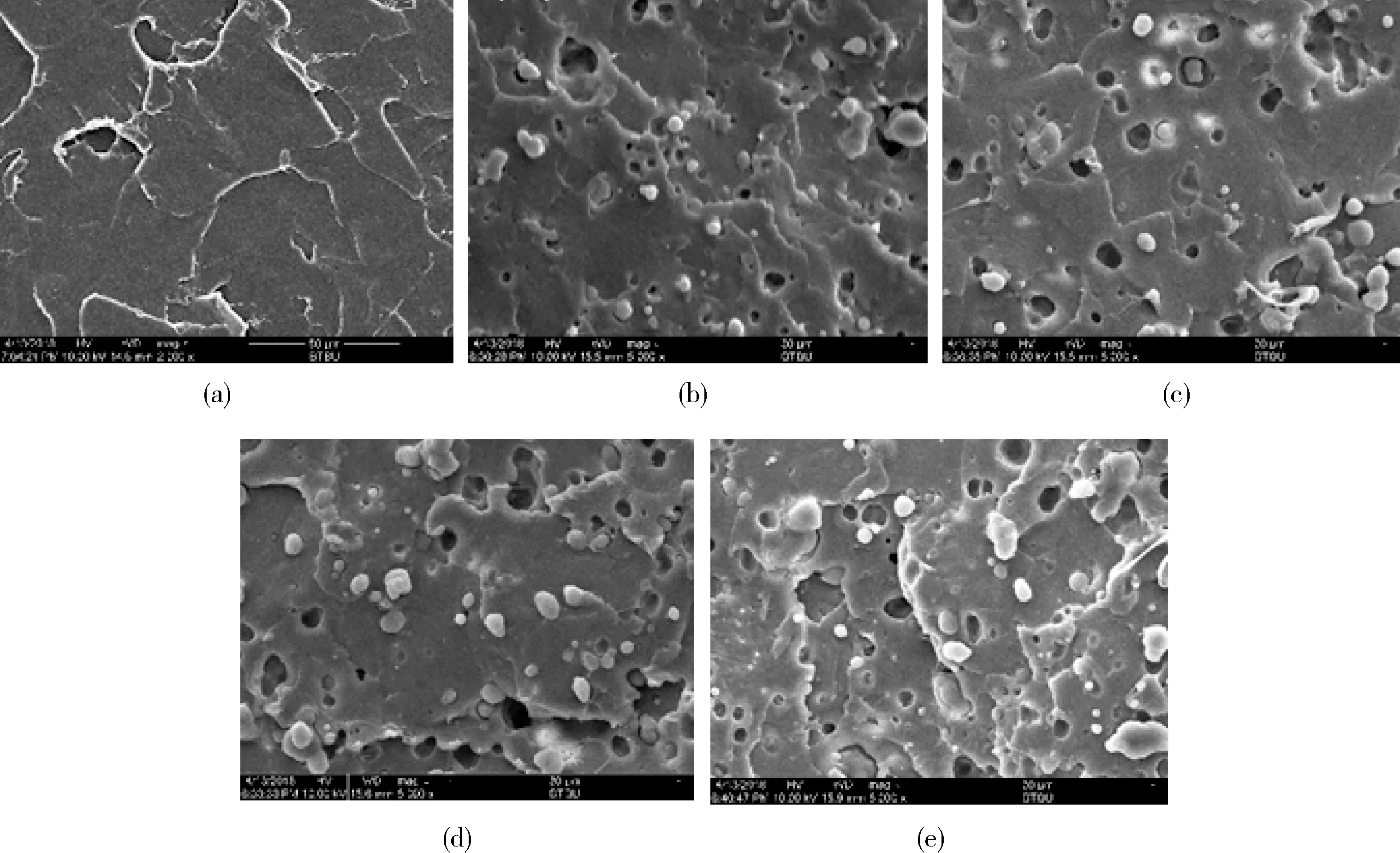
样品:(a)1# (b)2# (c)3# (d)4# (e)5#图6 样品的SEM照片Fig.6 SEM images of the samples
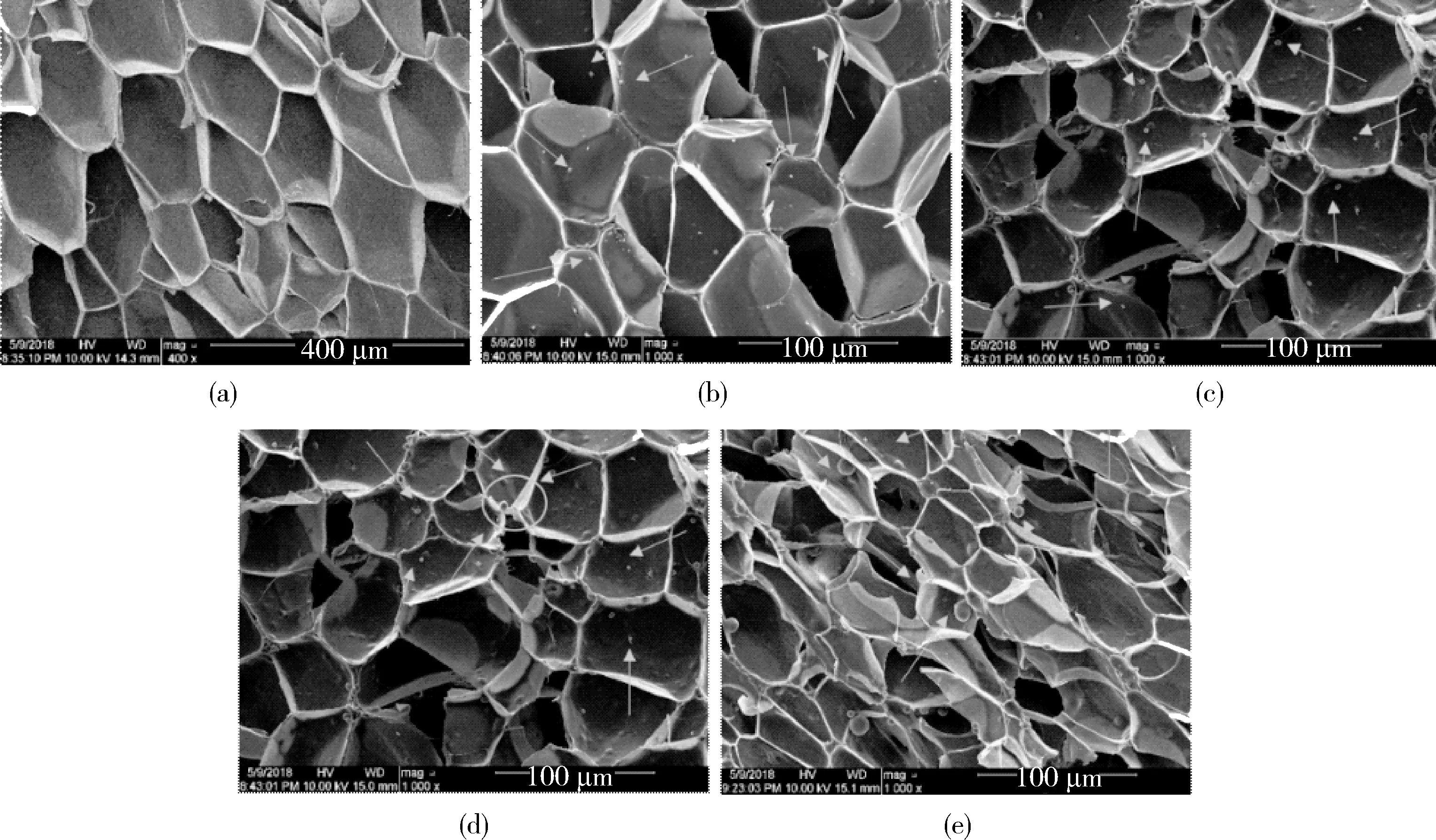
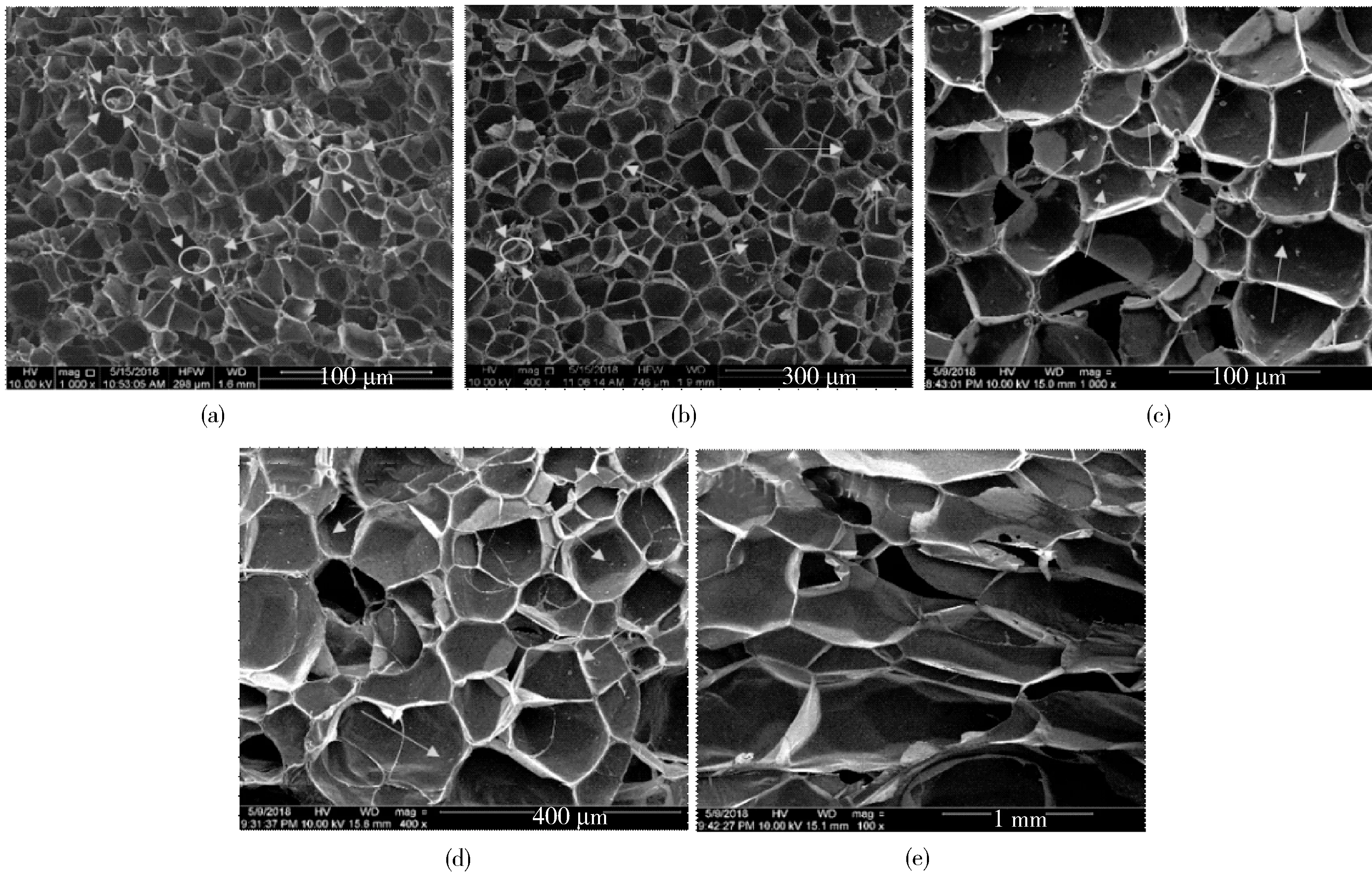
样品:(a)1# (b)2# (c)3# (d)4# (e)5#图7 PLA和PLA/PE-LLD-g-MAH合金在95 ℃下发泡的SEM照片Fig.7 SEM images of pure PLA and PLA/PE-LLD-g-MAH foamed at 95 ℃
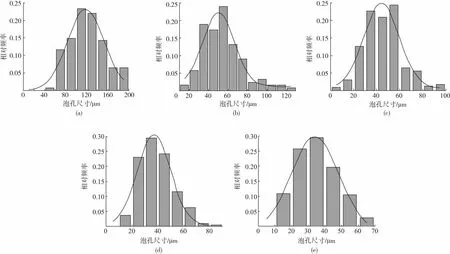
样品:(a)1# (b)2# (c)3# (d)4# (e)5#图8 PLA和PLA/PE-LLD-g-MAH合金在95 ℃下发泡样品的泡孔尺寸分布图Fig.8 Distribution of the cell size of pure PLA and PLA/PE-LLD-g-MAH foamed at 95 ℃
由图6所示,在PLA和PLA/PE-LLD-g-MAH的分散相态形貌SEM照片中,可以看出加入PE-LLD-g-MAH之后出现了明显的“海 - 岛”结构,同时PE-LLD-g-MAH能较好地分散在聚合物基体中,但由于二者相容性较差,所以能够清楚地看到两相界面。随着PE-LLD-g-MAH含量的增加,可以看到在PLA/PE-LLD-g-MAH合金中PE-LLD-g-MAH分散相尺寸逐渐增大,这种现象的产生是由于PLA分子链端羟基与PE-LLD-g-MAH中的酸酐基团发生了酯化反应,形成的支化结构降低了界面张力,从而进一步改善了PE-LLD-g-MAH在PLA中的分散性[10]。
2.6 泡孔结构演变
由图7和图8可以看出,将PE-LLD-g-MAH加到PLA基体之后,泡孔的形态仍然是五角十二面体,对比表3可以看到,加入了1 % PE-LLD-g-MAH的2#样品的平均泡孔尺寸由123.58 μm急剧下降到54.85 μm,而且发泡密度也由6.50×106个/cm3增加到3.83×107个/cm3。随着PE-LLD-g-MAH含量的增加,泡孔平均尺寸减小,泡孔密度不断增大,发泡倍率变化较小,可看作基本不变。造成这种现象可能有2方面的原因:一是PE-LLD-g-MAH的加入为发泡提供了异相成核点;二是PE-LLD-g-MAH加入后可能与PLA发生反应,改善了PLA/PE-LLD-g-MAH合金的熔体黏弹性,减少了泡孔的合并,使得泡孔平均尺寸有所降低。
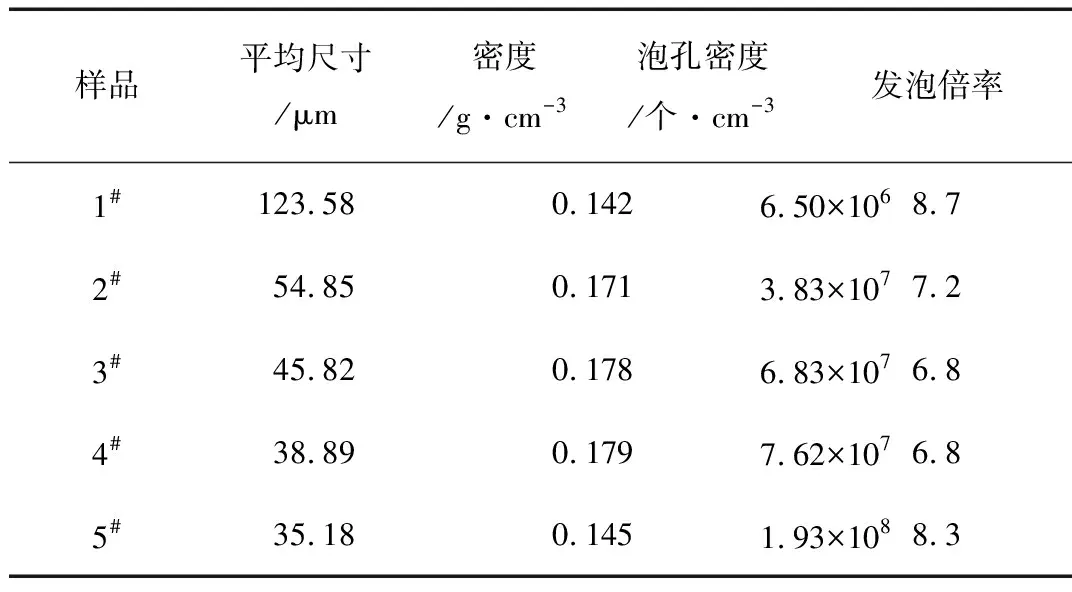
表3 PLA和PLA/PE-LLD-g-MAH合金在95 ℃的发泡性能参数Tab.3 Foaming parameters of PLA and PLA/PE-LLD-g-MAH under 95 ℃
温度/℃:(a)85 (b)90 (c)95 (d)100 (e)105图9 3#样品在不同发泡温度下的SEM照片Fig.9 SEM images of sample 3# foamed at different temperatures
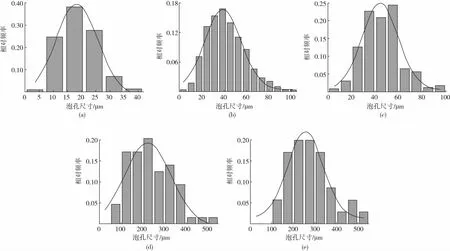
温度/℃:(a)85 (b)90 (c)95 (d)100 (e)105图10 3#样品在不同温度下的泡孔尺寸分布图Fig.10 Distribution of the cell size of sample 3# foamied at different temperatures
如图9、图10和表4所示,从85 ℃到105 ℃,泡孔平均尺寸由22.10 μm增加至424.06 μm,但泡孔密度由3.43×108个/cm3降至1.31×105个/cm3,同时发泡倍率也明显上升。这是由于随着发泡温度的升高,PLA的熔体强度逐渐降低, 生成的泡孔易于生长和合并。由图9可以看到,85 ℃下发泡样品的泡孔呈花朵形状,并且在泡孔壁上出现了PE-LLD-g-MAH的分散相。这种现象的产生是由于PE-LLD-g-MAH在在85 ℃下结晶形成了分散相,为发泡提供了异相成核点,同时PLA与PE-LLD-g-MAH在共混后形成了两相界面,而异相成核点可以降低气泡成核能垒,有利于气泡成核。随着温度的升高,85 ℃所形成的“花朵”形状的泡孔逐渐消失。这种泡孔结构转变的原因主要是由于发泡温度的升高使得PE-LLD熔融,所以PE-LLD-g-MAH对泡孔结构的影响减弱。当发泡的温度由90 ℃升到100 ℃时,在泡孔壁处的PE-LLD-g-MAH的分散相完全消失,这可能是因为发泡温度的增加使得气泡在两相界面成核的能力减弱,并且,当发泡温度较高时,PLA的熔体强度不足,导致气泡在生长过程中容易发生小泡孔合并成大泡孔的现象,从而导致平均泡孔尺寸不断增加,而泡孔密度不断降低。
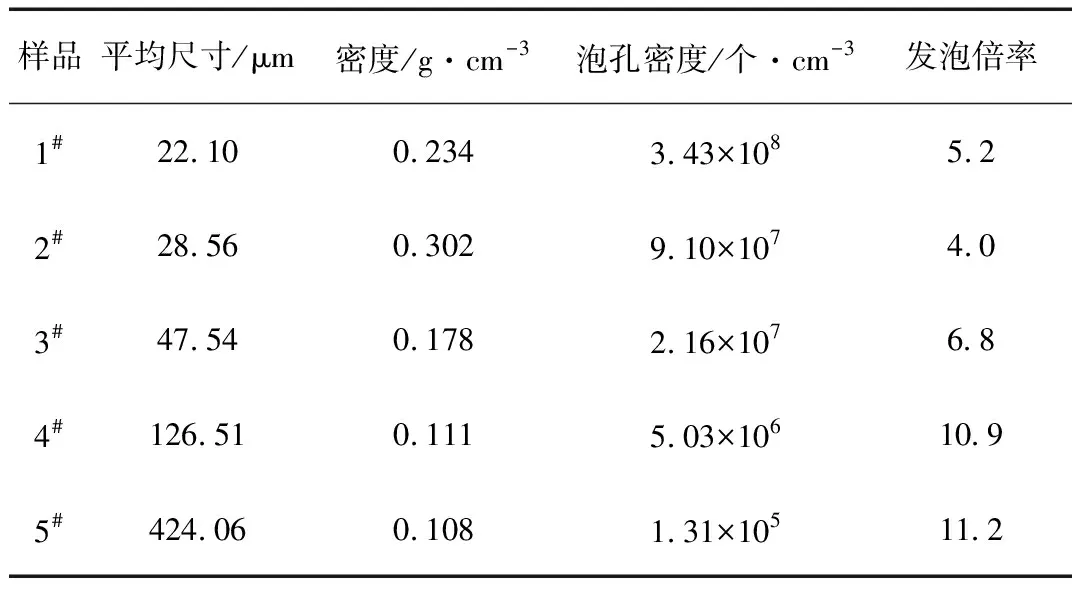
表4 3#样品在不同温度下的发泡性能参数Tab.4 Foaming parameters of sample 3# at different temperatures
3 结论
(1)由FTIR分析可知,PLA与PE-LLD-g-MAH发生支化反应;
(2)随着PE-LLD-g-MAH含量的增加, PLA的冷结晶峰也随着PE-LLD-g-MAH含量的增加而逐渐减小至消失,并且冷结晶温度也逐渐向高温方向移动,结晶度变化不大;
(3)随着PE-LLD-g-MAH含量的增加,PLA/PE-LLD-g-MAH合金的η*明显高于PLA的η*,并且随着PE-LLD-g-MAH含量的增加,PLA/PE-LLD-g-MAH的η*逐渐增加,G′略有增加,但tanδ不断降低,合金的流变性能不断提高;
(4)随着PE-LLD-g-MAH含量的增加,平均泡孔尺寸减小,泡孔密度不断增大,发泡倍率基本不变。
猜你喜欢
沈阳工业大学学报(2022年5期)2022-10-06
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
中国材料进展(2019年5期)2019-07-20
航天制造技术(2016年6期)2016-05-09
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年10期)2015-10-14
中国塑料(2015年5期)2015-10-14