
TMCP高强韧F460厚板及焊接接头的组织和性能
2018-10-11 05:34武凤娟程丙贵刘东升曲锦波
上海金属 2018年5期
武凤娟 程丙贵 刘东升 曲锦波
(江苏省(沙钢)钢铁研究院,江苏 张家港 215625)
造船业的迅速发展带动了中国造船用钢技术的不断进步。开发高强度、高低温韧性、良好焊接性能和抗层状撕裂性能的海洋工程用钢是当今世界钢铁业的主流[1]。目前,屈服强度高于460 MPa的高强韧F460厚板在船板和海洋平台工业得到了广泛应用,如“五月花”号自航自升式海上风机安装船应用了大量TMCP型高强韧F460船板钢。TMCP型F460厚板作为高技术、高附加值产品,其组织和性能备受广泛关注。但目前关于 F460 钢的工业试制和实验室研究仅有少量报道[2]。
厚板的焊接通常为连续多道次焊接作业。钢板在经历焊接热循环时,焊接热影响区的晶粒粗化和组织转变会导致其性能发生变化[3- 4],同时焊接过程中存在不均匀热循环导致应力集中、残余应力、焊接接头显微组织不均匀等问题[5- 7],因此焊接接头是焊接结构的薄弱区域。由于海洋工程用钢结构形式复杂、服役环境恶劣,焊接接头性能的好坏又直接影响船体承载结构件的安全性。因此综合评定焊接接头的组织性能具有实际应用价值。
本文采用低碳多元微合金化成分设计,配合适当控轧控冷TMCP工艺,试制了60 mm厚的F460钢板,并使用自动埋弧焊技术对钢板进行双面多层多道次对接焊试验。分析了母板及焊接接头的显微组织及其常规力学性能。对焊接接头试样进行了-10 ℃下裂纹尖端张开位移(crack tip opening displacement,CTOD)试验[8- 9]。试验结果可为TMCP高强韧F460厚板的实际应用提供数据支持。
1 试验材料与方法
F460试验钢经过铁水预脱S处理、180 t转炉炼钢、钢包精炼(LF)、RH法真空脱气等工业生产过程,连铸成320 mm厚板坯。炼钢时采用低C、中等Mn含量、Nb+V+Ti微合金化、复合添加Cr、Cu、Ni的成分设计,并对钢中的有害元素P、S进行上限控制,以提高钢的纯净度,改善钢的韧性。试验钢的化学成分见表1。将板坯加热到1 200 ℃,保温2 h,钢板的控轧控冷在配备5 000 mm四辊可逆轧机和多功能间歇式冷却系统(multi- purpose interrupt cooling,MULPIC)的工业生产线上进行。粗轧开轧温度为1 003 ℃,总压下率为44%。精轧开轧温度为820 ℃,终轧温度为827 ℃,总压下率为66%;轧成规格为11 827 mm×2 575 mm×60 mm的厚板。钢板终轧后进入MULPIC层流冷却系统水冷,冷却速率约8.5 ℃/s,终冷温度约340 ℃,最后空冷至室温。

表1 F460船板钢的化学成分(质量分数)Table 1 Chemical composition of F460 ship steel plate (mass fraction) %
注:Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15;Pcm=C+Si/30+(Mn+ Cu+Cr) /20+Ni/60+Mo/15+V/10+5B
焊接试验使用美国林肯埋弧自动焊机。焊接试板规格为1 000 mm×200 mm×60 mm(长×宽×厚),长度方向为钢板的轧制方向。使用引弧板和收弧板,焊接时不预热。使用φ4.0 mm的OK Autrod 13.27药芯焊丝,OK Flux 10.62焊剂。在焊接过程中严格控制焊接工艺参数和层间温度,防止焊缝过热[10]。自动焊接对接极性为直流反极性,热输入量E分别为15和50 kJ/cm。
分析轧制方向×厚度方向截面显微组织。试样经标准程序抛光后用4%的硝酸酒精溶液腐蚀,然后用光学显微镜(OM)观察显微组织;用于EBSD分析的样品首先经过砂纸逐级打磨,然后经过高氯酸酒精溶液电解抛光。采用带有 EBSD附件的 JSM- 7001F型扫描电镜采集试验数据。使用HKLChannel 5软件进行EBSD数据分析。沿垂直于焊缝方向取全厚度板状拉伸试样,标距230 mm,在1 200 kN拉伸试验机(Instron 8850)上进行拉伸试验。在LWW- 1000型试验机上进行冷弯试验,侧弯试样厚度为10 mm,弯心直径d=5a,弯曲角度为180°。夏比冲击试验(KV2)的试样分别取自焊缝中心、熔合线、距离熔合线2 mm(FL+2)和5 mm(FL+5)处。按GB/T 2650—2002焊接接头冲击试验法在450 J落锤试验机(IMP450J Dynatup,Instron)上进行冲击试验,试验温度为-60 ℃。采用Instron维氏硬度计测量焊接接头各区域的硬度,试验力为5 kg。
参照英国BS 7448标准进行CTOD试验[11]。在母材和焊接接头处分别取基体(BM)、熔敷金属(WM)中心和热影响粗晶区(CGHAZ)的裂纹尖端张开位移(CTOD)试样。试样厚度B和宽度W均为78 mm,长度L为560 mm,缺口位置见图1。沿厚度方向线切割加工机械缺口,并利用MTS311- 1000 kN电液伺服材料试验机在缺口根部预制长约3 mm的裂纹,用以模拟实际船体结构中的初始尖锐裂纹。试样经(-10±2) ℃酒精- 液氮溶液保温不少于80 min后,在WYE- 1000 kN自动压力试验机上进行低温加载(加载速率为2 mm/min),一次加载至试样失稳或断裂,并记录加载载荷F和裂纹嘴处的张开位移V。将试样卸载后放入350 ℃恒温炉中保温60 min,以对试样预裂纹边界进行着色,再经液氮冷却后快速压断。沿试样厚度方向等间隔的9个点上测量初始裂纹长度ai(i=1, 2, 3…, 9)。按式(1)计算平均裂纹长度a0,按式(2)计算各试样的CTOD特征值(δ)。
(1)
(2)
式中:泊松比μ=0.3;弹性模量E=2.06×105MPa;试样跨距S=312 mm;Rp0.2为试验温度下材料的屈服强度,MPa;Vp为F-V曲线上对应的最大载荷时的夹式引伸计塑性张开位移,mm;f(a0/W)为试样的几何形状因子,a0/W数值在BS 7448标准中直接查表获得;Z为测定缺口引开位移的引伸计装卡装置距离试样表面的距离,Z=0。
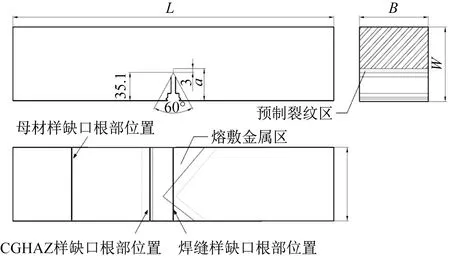
图1 焊接接头CTOD试样取样示意图Fig.1 Schematic of sampling on CTOD test specimen of welded joint
2 试验结果与分析
2.1 母板组织及性能
F460钢焊接母材钢板的显微组织见图2,主要由细密针状铁素体(AF)+多边形铁素体(PF)组成。1/2厚度处PF较多,1/4厚度处AF较多,且组织更为细密。这是由于厚板轧制时1/2厚度处变形较1/4厚度处小,且在快速冷却时,1/2厚度处冷却速率低于1/4厚度处。通过在未再结晶区使用大变形轧制,促进了奥氏体晶粒中铁素体形核点的大量产生,使其相变后组织以细晶粒铁素体为主。这种细化的铁素体晶粒具有大角度晶界,能增加裂纹启裂及扩展的阻力,有利于钢板低温韧性的提高。
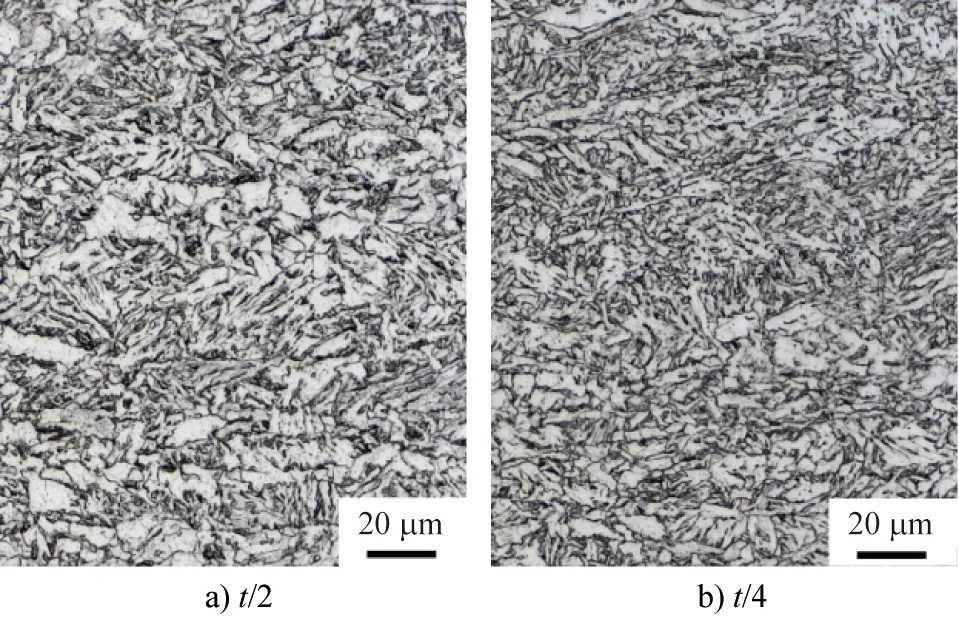
图2 母材的显微组织Fig.2 Microstructures of base metal
表2为试验钢的拉伸性能和低温冲击性能。试验钢的屈服强度为529 MPa,抗拉强度为642 MPa,断后伸长率为25.2%;t/4和t/2处-60 ℃冲击吸收能量最低值均大于270 J。组织中大量细密针状铁素体保证了试验钢优良的拉伸性能和低温韧性。1/4厚度处较1/2厚度处的低温韧性更高,这与1/4厚度处组织更为细密相对应。
2.2 焊接接头组织
不同热输入条件下焊接接头不同亚区的显微组织如图3所示。由于多道次焊接热循环的作用,熔敷金属、焊接热影响区和母材的显微组织差异明显。如图3(a、d)所示,焊缝处熔敷金属的显微组织主要为细小的互相交叉的针状铁素体(AF),位错密度较高,对焊缝有强化和韧化作用。如图3(b、e)所示,热影响区粗晶区的组织为板条贝氏体(LB)+粒状贝氏体(GB)+针状铁素体(AF)+少量准多边形铁素体(QPF),晶粒尺寸较大,奥氏体晶界清晰可见,晶界及晶内存在点状或长条状M- A组元,这与粗晶区的焊接热循环温度较高、冷却速率相对较低有关;热影响区细晶区的组织以细小均匀的多边形铁素体为主,晶界存在少量的粒状贝氏体,如图3(c、f)所示。当热输入从 15 kJ/cm 增大到 50 kJ/cm时,焊接接头焊缝处熔敷金属、粗晶区和细晶区的晶粒均变得更粗大。

表2 试制钢板的力学性能Table 2 Mechanical properties of the tested steel plate

图3 试验钢焊接接头显微组织Fig.3 Microstructures of welded joints of the tested steel plate
图4为不同热输入量下热影响粗晶区显微组织的EBSD分析结果。原奥氏体晶界清晰可见,当热输入从 15 kJ/cm 增大到 50 kJ/cm时,原奥氏体晶粒变得粗大,大角度晶界明显减少。热输入量为15 kJ/cm时奥氏体相变产物主要是板条贝氏体(LB), 奥氏体晶内大角度晶界密度较大。
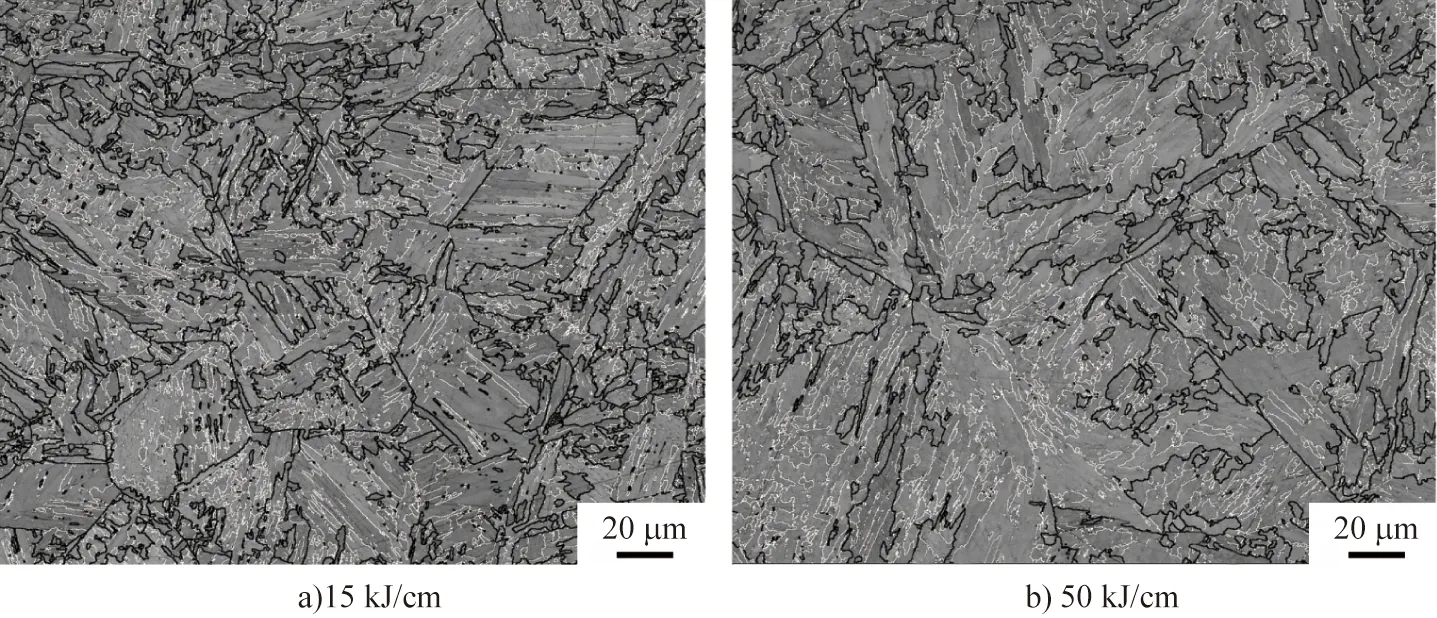
图4 热影响粗晶区EBSD分析结果Fig.4 EBSD analysis results of the CGHAZ
热输入量为50 kJ/cm时粒状贝氏体(GB)增多,铁素体板条开始融合,形成准多边形铁素体(QPF),奥氏体晶内大角度晶界密度降低。可见,焊接热输入量的提高,使得组织分布变得不均匀,铁素体板条开始融合、粗化。
2.3 焊接接头力学性能
2.3.1 焊接接头的室温拉伸和冷弯试验
热输入量为15和50 kJ/cm的焊接接头的抗拉强度分别643和646 MPa,试样的拉伸断裂均发生于母材侧,如图5所示。可见,焊接接头性能良好,强度优于母材,未出现焊接软化现象。不同热输入量条件下的焊接接头室温冷弯结果完好,未出现裂纹等缺陷。
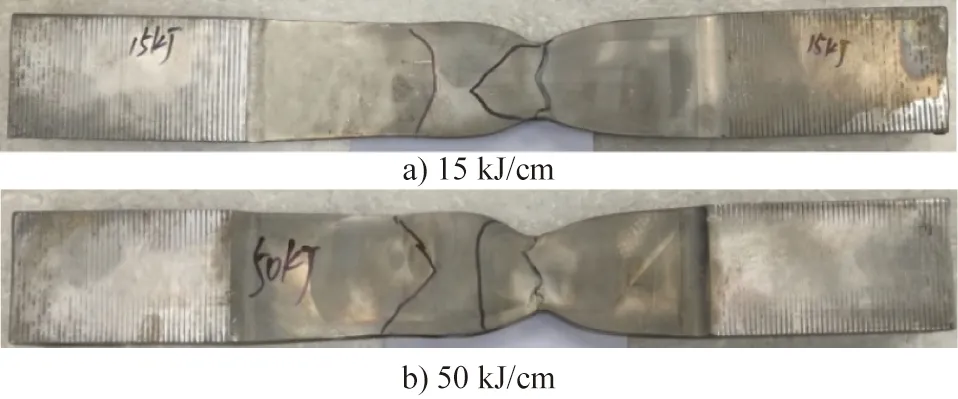
图5 试验钢焊接接头拉伸试样断裂形貌Fig.5 Morphologies of fractured tensile specimens of welded joint for the tested steel
2.3.2 焊接接头的低温冲击韧性
焊接接头的低温冲击性能如表3所示。焊缝区(WMC)与熔合线(FL)的低温冲击韧性相对较低,热输入量为15 kJ/cm的焊接接头熔合线 (FL)处的KV2最低值为144 J,热输入量为50 kJ/cm的焊接接头熔合线(FL)处的KV2最低值为137 J,但均高于F460钢的指标(横向31 J)。FL +2 mm处和FL +5 mm的区域分别位于焊接接头的粗晶区和基体,这两处的冲击吸收能量较高,平均值均高于200 J,表现出良好的低温冲击韧性。

表3 试验钢焊接接头的冲击性能Table 3 Impact properties of welded joint for the tested steel
2.3.4 焊接接头的硬度
图6为试验钢焊接接头各亚区的显微硬度值(HV5)。可见,焊缝区和热影响区的显微硬度高于母材,这表明焊接接头未出现焊接软化现象,也是焊接接头拉伸断裂在母材侧的原因。热影响区显微硬度存在明显的由高变低的趋势,这与热影响区组织相对应。距离熔合线较近的粗晶区组织主要为板条状贝氏体,距离熔合线较远的细晶区组织主要为细小均匀的多边形铁素体。
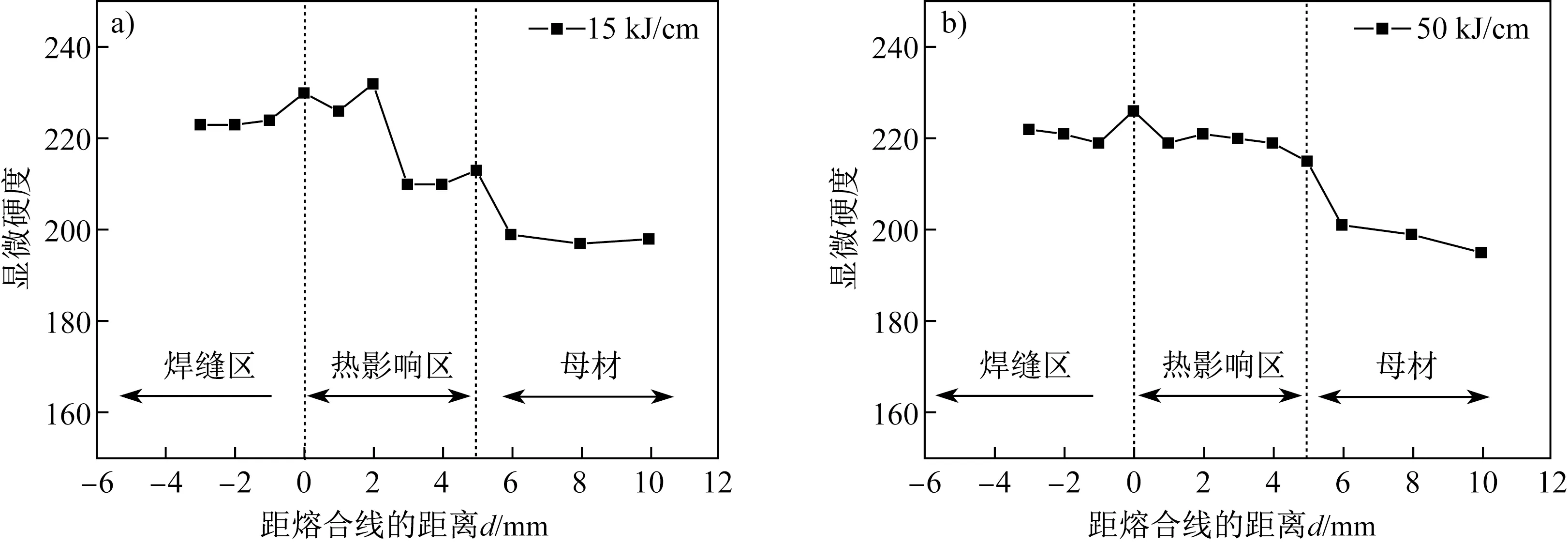
图6 试验钢焊接接头显微硬度分布Fig.6 Hardness distributions in welded joint of the tested steel
2.3.3 焊接接头的CTOD试验
焊接接头焊缝区和热影响区的CTOD试验结果见表4。δc为脆性失稳断裂CTOD值,且Δa<0.2 mm;δu为产生脆性失稳断裂行为之前Δa≥0.2 mm所对应的CTOD值;δm为首次通过塑性变形的最大力时对应的CTOD值。由表4可见,本试验钢失稳状态共2种:脆性稳定失稳(δu),即载荷超过屈服后非线性上升,并在上升过程中试件脆断;韧性失稳(δm),即载荷超过屈服后非线性上升至最大值,后非线性下降,试件仍能承载。2种失稳模式的典型F-V曲线和试件断口形貌分别如图7和8所示。机械切割区和预制裂纹区在试验前形成;纤维区是试件加载过程中延性断裂的断口;脆性断裂区为试件发生脆性断裂的断口,形成速度较快; 冲击断裂区为加载力卸载后试样被压断而形成。韧性失稳时,较大的塑性变形使试件断口形成的裂纹扩展面以纤维区为主, 见图8(a),表明裂纹扩展缓慢,韧性较好。脆性稳定失稳时,由于试件在载荷上升中发生了脆性断裂,载荷急剧下降,在试件断口一般可观察到面积较大的脆性断裂区。图8(b)中几乎观察不到纤维区,主要为脆断区,脆断特征明显。
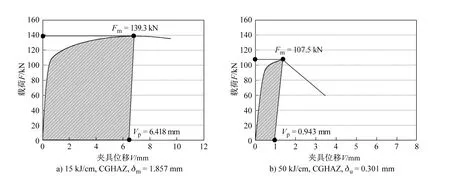
图7 CTOD试验载荷与位移曲线Fig.7 Load- displacement curves of the CTOD experiment

图8 CTOD试验宏观断口形貌Fig.8 Macroscopic fracture morphologies of the CTOD experiment
挪威- 德国船级社(DNV·GL)要求-10 ℃下母材3个有效CTOD均值≥0.4 mm、单值≥0.36 mm,CGHAZ 3个有效CTOD均值≥0.2 mm、单值≥0.18 mm[12]。如表4所示,焊接接头在15 kJ/cm热输入条件下,焊缝金属的平均CTOD特征值为0.664 mm,CGHAZ的平均CTOD特征值为1.342 mm,母材的平均CTOD特征值为1.291 mm;如表5所示,焊接接头在50 kJ/cm热输入条件下,焊缝金属的平均CTOD特征值为0.623 mm,CGHAZ的平均CTOD特征值为0.833 mm,母材的平均CTOD特征值为0.690 mm。CTOD最小值对应的热输入量为50 kJ/cm,取样位置位于CGHAZ处,δu=0.301 mm,高于DNV·GL船级社规范指标。试制钢板的焊接接头均具有优良的抗低温开裂性能。

表4 试样在-10 ℃的断裂韧性CTOD特征值(焊接能量为15 kJ/cm)Table 4 Critical CTOD value for fracture toughness at -10 ℃ (E=15 kJ/cm)

表5 试样在-10 ℃的断裂韧性CTOD特征值(焊接能量为50 kJ/cm)Table 5 Critical CTOD value for fracture toughness at -10 ℃ (E=50 kJ/cm)
TMCP高强韧F460厚板采用TMCP 工艺路线,并采用低C、中等Mn含量、Nb+V+Ti微合金化、复合添加Cr、Cu、Ni的成分设计,获得的基体组织为低碳针状铁素体(AF)。由于钢中碳含量大幅度降低,碳当量(Ceq=0.39)及焊接裂纹敏感性(Pcm=0.18)均较低,因此钢板具有优良的低温韧性及焊接性能。同时加入Ti元素可形成高熔点第二相粒子,抑制晶粒长大,细化粗晶区晶粒、减小粗晶区宽度,达到改善热影响区韧性的目的。低温大压下轧制有利于AF的形成,而细密针状铁素体能有效阻碍裂纹扩展,保证钢板的强度与韧性。当焊接热输入从 15 kJ/cm 增大到 50 kJ/cm时,F460钢粗晶区的组织逐渐从板条贝氏体LB转变成粒状贝氏体GB,说明试验钢在焊接热输入量E≤50 kJ/cm 时,焊接接头的拉伸性能和冲击韧性均能满足要求,且热影响区无脆化现象,也无软化趋势,焊接接头具有优良的抗低温开裂性能。
3 结论
(1)采用低碳、中等锰含量、铌钒钛等微合金化成分设计,热轧时采用低温大压下和轧后快速冷却工艺,使得钢板具有良好的组织与力学性能。针状铁素体所具有的大角度晶界抑制了裂纹的扩展,从而提高了钢板的低温韧性。
(2)焊缝处熔敷金属组织主要为针状铁素体,热影响粗晶区的组织为板条贝氏体(LB)+粒状贝氏体(GB)+针状铁素体(AF)+少量准多边形铁素体(QPF),热影响细晶区的组织主要为细小均匀的多边形铁素体。热输入量(E)为15 kJ/cm时热影响粗晶区组织主要为板条状贝氏体(LB),E值为50 kJ/cm时粒状贝氏体(GB)增多,大角度晶界减少。
(3)焊接接头拉伸断裂位置位于母材侧,焊缝区显微硬度明显高于母材,热影响区的显微硬度与母材相差不大,未出现焊接软化和粗晶区脆化现象。E值为15和50 kJ/cm时,-10 ℃下焊缝金属(WM)的CTOD平均值大于0.623 mm,热影响粗晶区(CGHAZ)的CTOD平均值大于0.833 mm,热影响区平均CTOD特征值远高于DNV·GL船级社规范指标,焊接接头具有优良的抗低温开裂性能。
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
商品与质量(2020年38期)2020-11-06
工程建设与设计(2020年2期)2020-03-30
中国保健营养(2019年1期)2019-10-21
石油工程建设(2019年4期)2019-08-30
西南交通大学学报(2018年6期)2018-12-18
电焊机(2016年3期)2016-12-13
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年4期)2016-02-27
