
308L/Q345异种钢埋弧焊接头组织及性能研究
2018-09-22 03:14:00董利明
常熟理工学院学报 2018年5期
张 晨,董利明
(常熟理工学院 汽车工程学院,江苏 常熟 215500)
1 引言
在核电、化工等领域中,很多焊接构件需要满足高强度、高韧性以及酸碱工况下的耐腐蚀等性能[1].采用异种金属进行焊接,能够充分利用异种金属材料强度、韧性及耐蚀性能,且还具有降低生产成本等优势[2-3].因此,异种钢焊接在核电、化工等诸多领域受到广泛应用[4-5].
国内外关于异种钢焊接的代表性研究有:黄本生等采用气体保护的钨极氩弧焊的焊接工艺,将Q345/316L异种钢焊接,在Q345侧热影响区(HAZ)发现有明显的碳的迁移[6].马丽等利用等离子弧技术对Q235和1Cr17Mn6Ni5N两种钢进行焊接,在熔合线的低碳钢侧附近也产生了碳迁移,不锈钢侧的热影响区组织为奥氏体和δ-铁素体,同时还发现有少量ε-马氏体的形成[7].Sieurin H等采用埋弧焊(SAW)的焊接工艺对双相不锈钢2205进行试验,发现在空冷后焊缝得到满意的奥氏体量以及阻止生成σ相[8].Chuaiphan W等采用气体保护的钨极焊将AISI 304不锈钢和AISI 1020碳钢薄板与AISI 308L,AISI 309L和AISI 316L不锈钢丝连接起来,所焊接金属的强度相对较高[9].本文采用奥氏体不锈钢焊丝配合碱性焊剂,开展奥氏体不锈钢308L与低合金钢Q345的埋弧焊焊接,针对焊缝及Q345侧热影响区进行微观组织表征及力学性能分析,研究异种钢不同位置组织特征对接头的强度和韧性的影响.
2 试验材料和方法
2.1 试验材料
焊接试验母材为两块尺寸均为160 mm×150 mm×25 mm的308L不锈钢和Q345钢,选用奥林康OE-308L和OP 70Cr Spezial分别作为埋弧焊丝,这些焊接材料的成分如表1、表2所示.由表1、表2可见,OE-308L属于超低碳奥氏体不锈钢焊丝,其中0.03% C和10%左右的Ni具有稳定奥氏体组织的作用,20%的Cr起着稳定铁素体组织的作用,超低的C含量使C不易从308L中析出,也很难形成Cr的碳化物,具有良好的耐腐蚀性能,同时焊接过程中不易出现热裂纹、结晶裂纹等焊接缺陷,并且能够保证良好的熔覆金属性能.此外,308L母材和Q345母材的原始组织形貌如图1所示,前者为奥氏体+少量铁素体为主,后者包含铁素体+珠光体+少量碳化物.
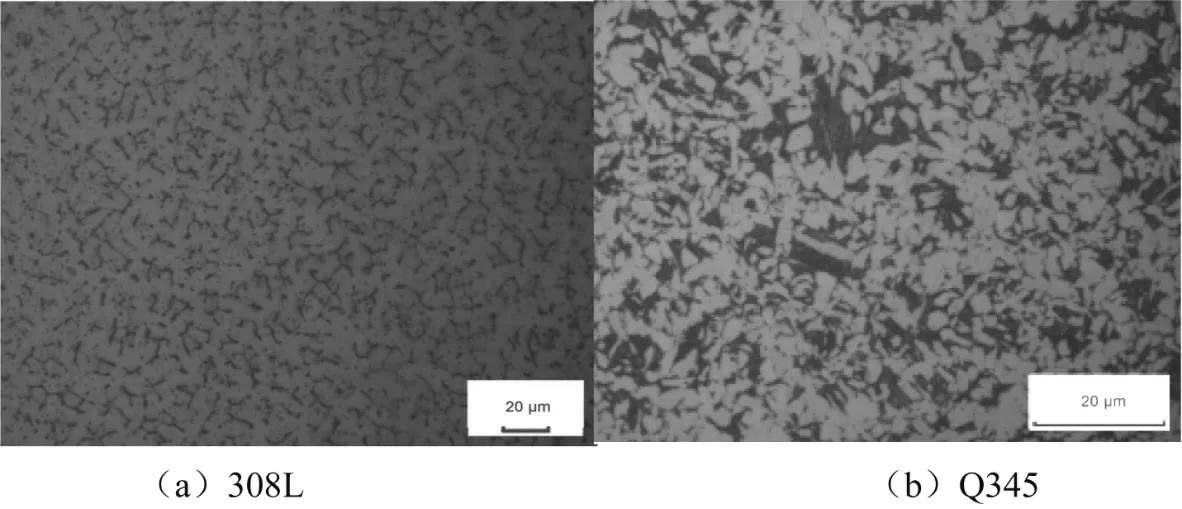
图1 308L母材和Q345母材的金相组织

表1 焊接材料的合金成分(wt.%)

表2 焊剂成分含量(wt.%)

表3 焊接工艺参数
2.2 试验方法
实验时采用多层多道埋弧焊,坡口角度为60°的V型坡口,坡口根部间隙为4 mm,钝边为4 mm,坡口形式如图2所示.埋弧焊剂OP 70Cr Spezial置于干燥箱中350 ℃烘烤2 h.焊接前对焊缝及其周围进行清理,去除表面的油污、氧化皮.预热温度和层间温度控制在150 ℃左右,埋弧焊焊接参数如表2所示.在焊接接头对焊缝、热影响区分别取样,进行研磨、抛光,然后用氯化铁盐酸溶液(5 g FeCl3+50 ml HCl+100 ml H2O)侵蚀,在Olympus光学倒置显微镜下观察异种钢焊接接头不同位置处的显微组织.按GB/T 2651—2008《焊接接头拉伸试验方法》对试样进行拉伸试验,焊缝处于试件中部,加载速率8 mm/min,加载载荷10 kN.按照GB/T 2650—2008《焊接接头冲击试验方法》对样品进行低温夏比冲击试验,试样尺寸为10 mm×10 mm×55 mm,V型缺口分别开在焊缝中心与Q345侧热影响区(熔合线外1 mm处).

图2 焊接坡口形式
3 试验结果
3.1 焊接接头的组织分析
3.1.1 焊缝组织分析
从图3(a)、图3(b)可以看出焊缝组织以奥氏体等轴晶为主,浅黄色区域奥氏体晶粒较大,铁素体含量相对较少.深黄色区域奥氏体晶粒细小,铁素体较密集.在相同腐蚀液条件下铁素体密集的区域耐腐蚀性较差,呈现深黄色.从图3(c)、图3(d)可以明显观察到黑色点状物质.奥氏体不锈钢焊接接头在焊后快速冷却,碳在奥氏体组织中将呈现过饱和状态.一旦在敏感温度区间适当停留,将会在晶界析出Cr的碳化物,造成附近区域贫Cr,在产品服役过程中极易发生晶间腐蚀[10].对比焊后焊缝成分与焊前焊丝成分,C和Cr成分都有所降低,所以猜测图中黑色点状物质为Cr的碳化物.

图3 焊缝区的组织
3.1.2 Q345侧热影响区的组织分析
在熔合线靠近焊缝侧形成了增碳层,在热影响区侧为脱碳层,如图4所示.其原理是Q345钢和焊缝中的308L有不同的含碳量,在焊接过程中产生了碳迁移现象,碳原子具备上坡扩散的特征[11].增碳层处有大量的碳化物析出,或组织发生变化,引起的原因是增碳现象[12].脱碳层主要由粗大的铁素体构成,且与图1(b)中Q345的组织在相同倍数下对比晶粒变粗.因为在焊接过程中,产生的热量对热影响区进行了热循环,使晶粒粗化.此区域韧性下降,易产生脆化或裂纹,是焊接接头的薄弱地带.所以主要观察脱碳层,即Q345侧热影响区的组织.
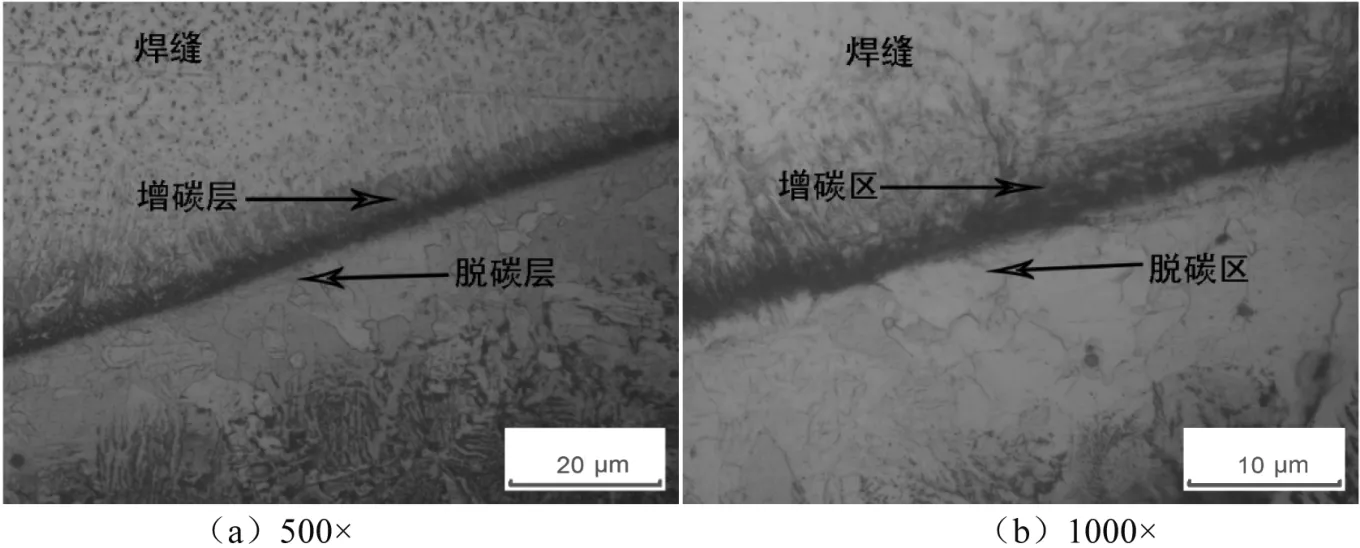
图4 Q345侧熔合线处组织
图5为不同倍数下的Q345侧热影响区金相组织.由图5可知,Q345侧的热影响区的主要组织为铁素体和珠光体.由于焊接过程受热不均匀,热影响区组织变化不均匀,组织大小不一.熔和区靠近焊缝距离最近,受热循环影响很大,此区的铁素体组织很粗大.而过热区紧邻熔和区,是组织最为复杂的区域,此区的温度范围处于固相线以下到1 100 ℃左右.金属处于过热状态,奥氏体晶粒发生严重的长大现象,在较快的冷却速度下会形成一种特殊的过热组织,其组织特征为在一个粗大的奥氏体晶粒内会形成许多平行的铁素体(渗碳体)针片,即为魏氏体组织.
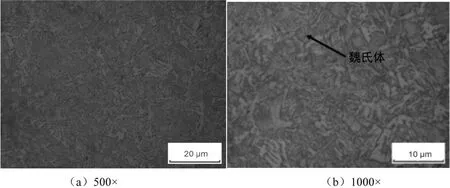
图5 Q345侧热影响区组织
3.2 焊接接头的力学性能分析
3.2.1 拉伸性能
表3为焊接接头拉伸性能.结合表中数据,试样直径为10.01 mm,原始标距为100.00 mm,抗拉强度为559 MPa,断后伸长率为34.0%.断裂于焊缝,表明异种金属连接位置强度能够满足工程构件对其的强度要求.其原因是OE308L焊丝的中碳元素含量比Q345钢的含量低一些,较低的碳含量对合金的拉伸性能是有利的.其中OE308L焊丝的镍元素也起到了减弱熔合区碳原子的迁移作用[13],避免接头焊缝中有害相的产生.Q345钢中锰元素与铁发生固溶强化[14-16],提高了308L/Q345异种钢焊接接头的抗拉强度.
3.2.2 冲击性能
对试样分别进行冲击温度-80 ℃、-60 ℃、-40 ℃、-20 ℃、0 ℃、20 ℃的冲击试验,冲击实验数据如表4所示,低温冲击试验趋势如图6所示.

表4 冲击试验数据
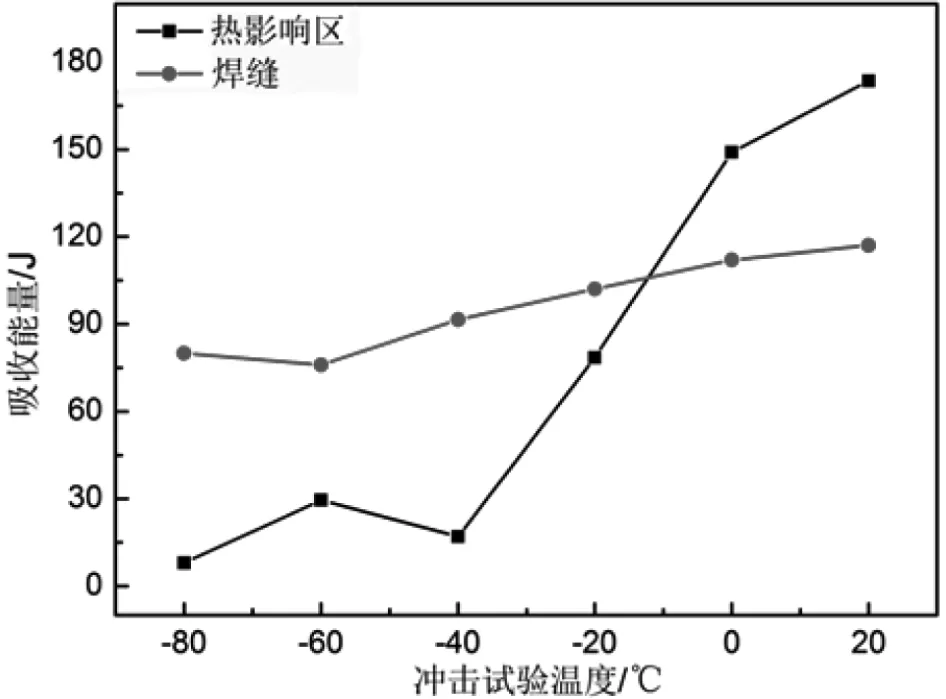
图6 低温冲击试验趋势图
由图6可知,对于以奥氏体组织为主焊缝区,结果显示从20 ℃到-60 ℃随着温度的下降,吸收能量逐渐减少,且随着下降趋势的逐渐增大,焊缝韧性逐渐变差.随后的-60 ℃到-80 ℃的焊缝韧性有所提升,这是因为随着温度的进一步下降焊缝韧性的下降趋势有所缓解或者焊缝韧性趋于稳定.在所测试的温度区间,焊缝的冲击吸收能量都在76 J以上,可见焊缝对低温冲击韧性优良.
对于热影响区,随着冲击试验温度的降低,吸收能量整体呈下降趋势,低温韧性逐渐变差.在-40 ℃时其吸收能量即降低至17 J,这是因为该位置受到脱碳及热循环的作用,铁素体组织较粗大,且过热区内奥氏体晶粒发生严重长大现象,在较快的冷却速度下易形成魏氏体组织.从而导致热影响区与焊缝及母材的组织类型呈现较大差异,易产生脆化或裂纹,成为异种钢焊接接头的薄弱区域.
4 结论
1)焊缝区的组织主要为奥氏体和铁素体,铁素体密集的区域耐腐蚀性较差,且铁素体周围有Cr的碳化物析出.Q345焊缝界面处的熔合线处产生了碳迁移,是因为308L和Q345两种钢的碳含量有区别,于熔合线的两侧分别出现了增碳层、脱碳层.Q345侧热影响区的主要组织为珠光体和铁素体,在熔合线+1 mm位置出现大量魏氏体组织.
2)焊接接头抗拉强度达559 MPa,断于焊缝,表明异种金属连接位置(Q345侧熔合线处)强度能够满足工程构件对其的强度要求.原因是OE308L焊丝的中碳元素含量比Q345钢低,较低的碳含量对合金的拉伸性能是有利的;OE308L焊丝中的镍元素减弱了熔合区碳原子的迁移,避免接头焊缝中有害相的产生.
3)随着冲击试验温度的降低,焊接接头的吸收能量整体呈下降趋势,低温韧性逐渐变差.焊缝的冲击吸收能量都在76 J以上,焊缝低温冲击韧性优良.对于热影响区,在-40 ℃时其吸收能量即降低至17 J,在于该位置受到脱碳及热循环的作用,铁素体组织较粗大,出现大量魏氏体组织,从而导致热影响区与焊缝及母材的组织类型呈现较大差异,易产生脆化或裂纹,成为异种钢焊接接头的薄弱地带.
猜你喜欢
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
