
拣料防错系统在汽车总装车间的应用
2018-09-20 12:11董洪鹏
沈阳理工大学学报 2018年4期
董洪鹏,魏 磊
(中国汽车技术研究中心有限公司,天津 300300)
近年来,汽车制造产业发展迅速,竞争也随之更加激烈。为迎接新的挑战,提升市场竞争力,满足客户个性化要求,平衡产品的性价比,以及快速响应市场需求,成为各类汽车制造企业重点关注的问题。随着汽车的生产管理模式逐渐向柔性化生产转变,汽车制造过程中的物料配送方式也需要随之改变,以适应这种多品种、小批量的生产模式[1]。
在这种情况下,对于汽车制造而言,不同的生产机型在混流装配线[2]上共线生产,每种机型所需装配的零部件也各有不同,此时,物料的及时准确供应对于实现多种车型混流生产至关重要。否则一旦有零部件错拣或漏拣,就会造成生产线上的错装或漏装,轻则引起生产线停线,重则影响到产品的最终质量和性能,给工厂带来重大经济损失。目前许多汽车制造工厂总装车间的物料拣选采取人工拣选方式,拣选工人在上岗前经过培训,依靠作业指导书,凭记忆进行拣选;这种方式作业效率低,拣选错误率高,已成为制约多品种、小批量混线生产模式生产效率提升的瓶颈,同时也难以满足未来按用户需求,实施一车一订单的生产模式要求。
因此,针对汽车总装车间的柔性化生产的物料配送[3]情况、降低操作人员拣料出错率和操作复杂性问题,结合烟厂制丝车间信息防错系统[4]、汽车变速箱装配线防错系统[5]等先进的捡料防错系统的应用情况,本文研究,在汽车总装车间设计与应用拣料防错系统。企业应用拣料防错系统可以降低汽车总装车间的零件拣选差错率和捡料操作的复杂性,减少新员工培训时间,提高拣选效率,降低系统维护成本,满足精益生产管理的要求。
1 系统需求分析
本文以某品牌汽车制造总装车间为例,经过多次实际调研与研究,提出主要的系统需求如下:
(1)在汽车总装过程中,为适应柔性化生产方式要求,需实行一单一BOM(Bill of Material)形式进行数据管理;
(2)为降低操作人员拣料出错率和操作的复杂性,减少返工成本,系统需具有防错和防呆功能;
(3)为提升汽车总装过程中的问题处理响应速度,系统需采用邮件订阅等管理方式,实现异常等重要信息快速反馈传送;
(4)系统需具有生产过程数据查询和追溯功能,同时能够进行生产报表查询与打印等;
(5)当订单需求发生变化时,系统可以进行相应的工程变更。
2 系统架构设计
根据系统的需求分析,设计系统的功能架构主要包括管理层、监控层和执行层三部分,拣料防错系统架构图如图1所示。其中,管理层主要由系统应用服务器和数据库服务器组成。系统应用服务器主要承担所有的业务逻辑开发、运行工作,并且作为连接数据库、外部系统的中心服务器。数据库服务器主要是用于存储生产过程数据。监控层以PLC(Programmable Logic Controller)为控制核心,根据物料配送需求,对执行层的各个现场设备状态等进行控制,并可以实时采集生产过程数据。执行层由触摸屏、打印机、按钮、扫码枪、灯柱、显示屏等设备组成。执行层设备将监控层的指令转换成各自的设备状态,如未拣料的零部件区相应的按钮灯会点亮进行拣料指示。通过按钮指示、屏幕显示实现拣料防错等功能。执行层、监控层与管理层之间通过工业以太网方式进行通讯。
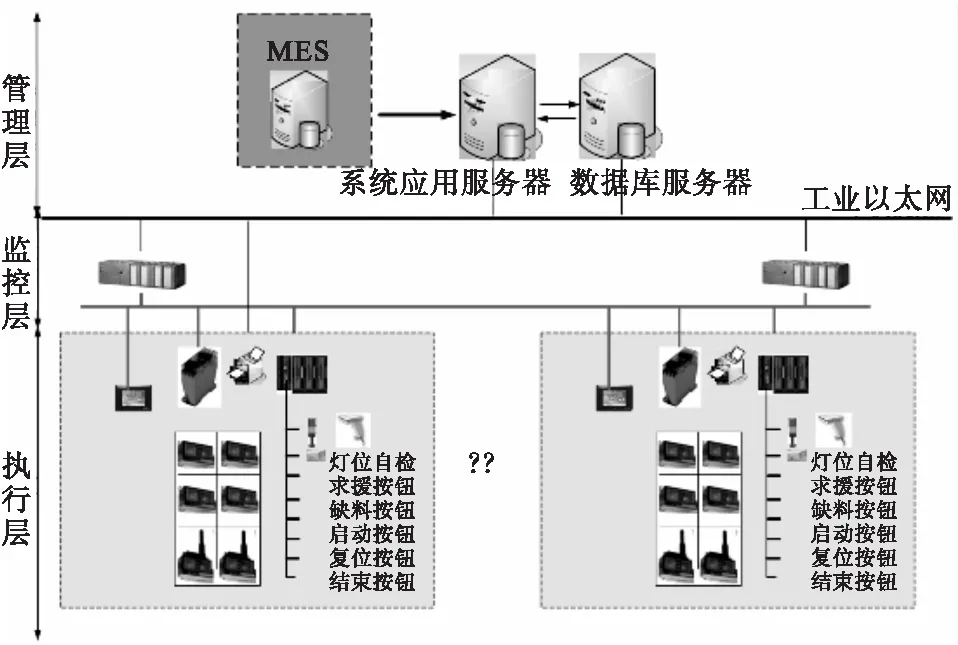
图1 系统硬件架构图
3 系统功能开发
根据系统架构图,结合汽车总装车间的生产需求,拣料防错系统设计包括硬件部分和软件部分。
3.1 硬件部分
硬件部分主要有客户端、料架、控制柜和显示屏等构成。其中,客户端用于运行客户端软件系统;显示屏用于显示拣料过程的呼叫、报警、生产数据等信息;控制柜是用于控制现场设备响应拣料过程要求;料架是在原有普通料架基础上,通过加装带数字显示的按钮、灯柱等设备,进行改装,形成“智能”料架,料架示意图如图2所示。

图2 料架示意图
该料架采用先进的省配线模组进行布线设计,料架布线如图3所示。

图3 料架布线图
在模组的传输线路上,搭载标准链路连接器。使用链路连接器不用切电线,不用剥去线缆包覆就可以进行分支或延长作业。新增的设备总线通过端子连接到链路连接器上,并使用地址设定器[6]为链路连接器设定相应地址可以与控制器进行数据通信,达到节省配线的目的,地址设定器还可以诊断相应链路的通讯情况,并能自动提供故障地址及故障内容,地址设定器故障诊断画面如图4所示。

图4 地址设定器故障诊断画面
采用这种设计用户可以根据工艺的变化简便地自定义变更和配置拣料系统流程,可以实现系统快速扩展。
3.2 软件部分
3.2.1 工作流程概述
拣料防错系统接收MES系统提供生产序列信息后下达到拣料区,并进行相关校验,若校验结果异常,系统发送邮件给管理人员,等待问题解决;特殊情况允许人工确认生产顺序并将标记状态解冻后,系统才允许下载并执行生产,起始工位作业员扫描打印出来拣料指示单,并与系统序列比对,比对正确后系统开始拣料。
开始拣料后,起始工位平板电脑中的拣料防错系统软件显示准备拣料的车型信息,启动按钮亮起;若不匹配,拣料防错系统软件显示错误提示信息,启动按钮不亮。
每个区域配备一组控制单元和客户端电脑。PLC系统控制相应的指示灯亮灭,客户端电脑主要用于显示当前信息,主要包括车型号、节拍、生产序列号、配置等信息,并且可以处理各种异常。当发生异常状况时,当前工位的工作人员可以通过本工位客户端电脑及时排查异常,以不影响生产。
作业员根据这些信息进行拣料,系统根据数据库中零件表信息与作业员拿零件时回馈的信号进行对比,判断拣料是否正确。
当发生错配时,系统及时报警,提示作业人员将错拿物品放回。最终拣选完一台后,按作业完成按钮。拣料防错系统软件工作流程图如图5所示。
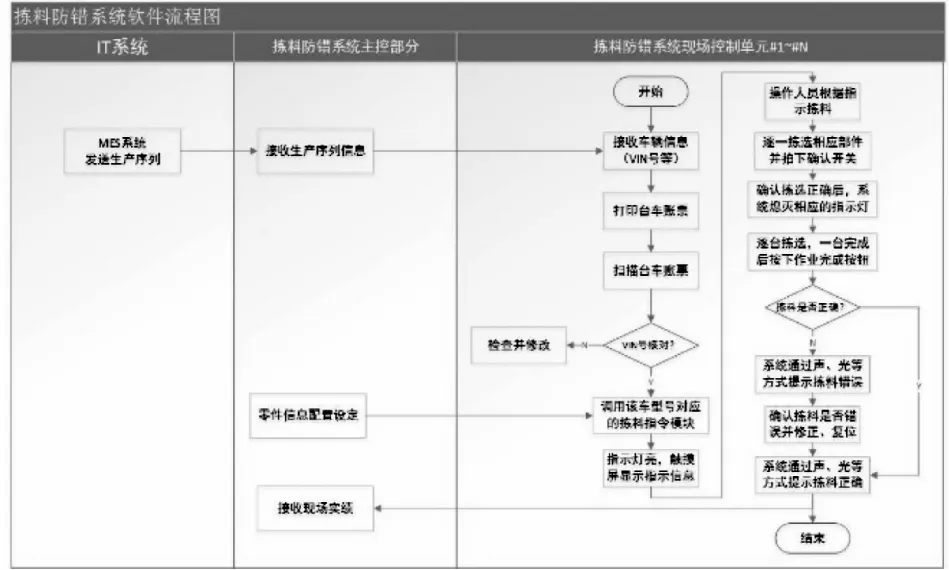
图5 系统工作流程图
3.2.2 系统功能设计
捡料防错系统软件架构分为设备层、接口层、业务层和数据层,系统软件架构如图6所示。其中,现场设备与第三方客户端与接口服务器通讯,接口服务器与应用服务器通讯,客户端与应用服务器通讯,应用服务器与数据库通讯,实现生产数据的读取与存储。
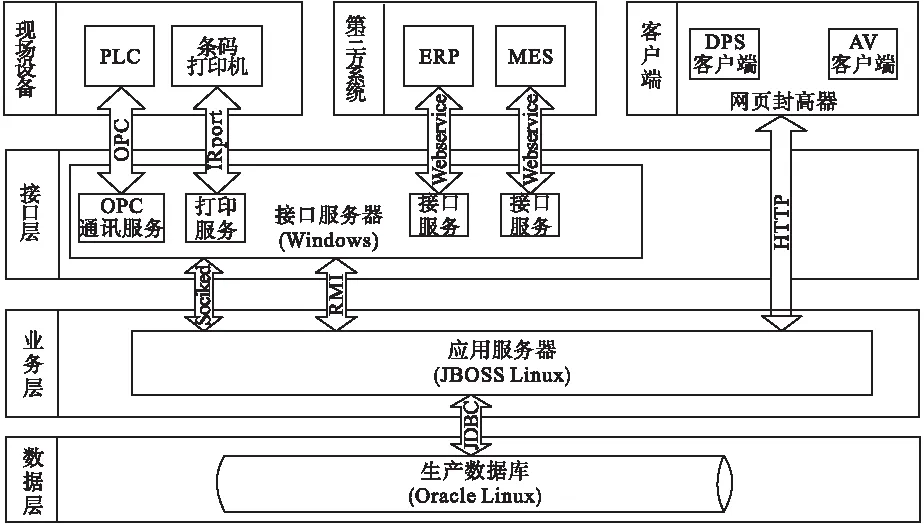
图6 系统软件架构图
根据系统需求与系统软件架构图,设计系统软件功能主要包括数据管理与查询、BOM比对校验、工程变更、质量追溯、邮件订阅、报表等,如图7所示。
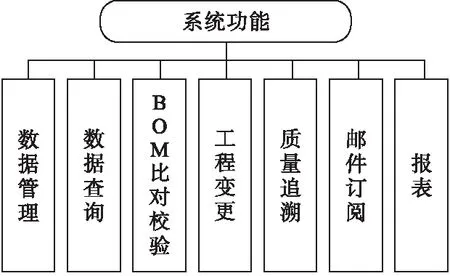
图7 软件功能框图
3.2.3 系统功能实现
根据系统功能设计与现场操作需求,拣料防错系统管理与操作实体由服务器端服务、DPS(Data Preparation Service)客户端和AVI(Automatic Vehicle Identification)客户端三部分构成。三部分各自承载的系统功能不同,三者之间协同配合实现对生产的管控。其中,服务器端服务以服务的形式运行在服务器上,服务器启动后服务自动运行,减少维护工作,保证系统运行更加稳定;其负责生产序列信息获取、生产序列信息下达、基础信息下载、系统状态监控、BOM信息比对校验、订阅邮件发送、拣料质量数据及报警数据的采集等。服务器端服务通过配置、接受和下达生产信息数据,与DPS客户端系统、AVI客户端系统进行信息交互;同时通过OPC(OLE for Process Control)软件与现场PLC进行通讯,可以下达生产序列信息和存储现场生产数据。DPS客户端主要是为拣料防错系统管理人员所使用,用于基础数据维护、用户及权限管理、基础信息下载、计划信息维护、拣料数据查询、打印排序设定、工程变更、邮件订阅管理等。AVI客户端是部署在线边的计算机,用于自动打印、扫描验证、执行拣料流程、监控工位与网络状态等。
在生产过程中,系统根据生产计划进行拣料指示。系统可以对接收的计划队列信息进行维护,调整计划的顺序,也可以人工对计划进行导入、导出操作。通过多种方式实现生产计划管理,计划管理界面如图8所示。

图8 计划管理界面
当生产计划下发到生产现场后,系统就会进行拣料操作指示。拣料指示表示某一种车型在某一区域拣料的零件信息,该信息下载到现场PLC后,可以根据拣料指示中按灯的地址,控制按钮亮灭指导拣料操作。拣料指示功能是系统DPS客户端通过Socket通讯[7]的方式,将下载的信息通知服务器端,并由服务器端将维护好的拣料指示信息下载到现场PLC,系统软件和硬件之间相互配合实现拣料指示功能,若拣料过程中漏拣或错拣,系统报警灯会闪烁同时播放警示音乐,同时可以将VIN(Vehicle Identification Number)号、工位、以及开始与结束时间等数据与对应的拣料异常历史信息(包括错配、漏配、缺料呼叫、求援呼叫信息)存储记录到数据库中以便查询,拣料指示与下载界面如图9所示。
拣料过程中,物料更换在所难免,因此系统需可以工程变更。工程变更是指在不进行重新下载拣料指示的情况下,在某个特定的条件下,将旧拣料零件信息替换为新拣料零件信息。变更生效后,系统按照新的拣料信息进行拣料。本系统工程变更方式分为三种:时间变更、VIN号变更和库存变更。时间变更是通过设定工程变更的时间,到了设定时间后,即执行相应的工程变更。VIN号变更是通过设定工程变更的VIN号,当系统对某台VIN号拣料时,系统执行工程变更。库存变更是通过设定零件的库存信息,当系统消耗到库存数量的零件时,系统执行工程变更,工程变更界面如图10所示。

图9 拣料指示与下载界面

图10 工程变更界面
对于生产过程中一些重要紧急情况,如装配线计划出现异常信息、系统通讯异常、服务启停等,需要及时通知相关负责人进行处理。系统针对这种情况提供了邮件订阅管理功能,当系统产生指定的某些重要信息后,邮件用户订阅系统会将这些重要的信息以邮件的形式发送给相应的订阅人,相关人员可以据此快速诊断,及时作出响应,缩短系统维护时间,保证生产正常运行,邮件订阅管理界面如图11所示。
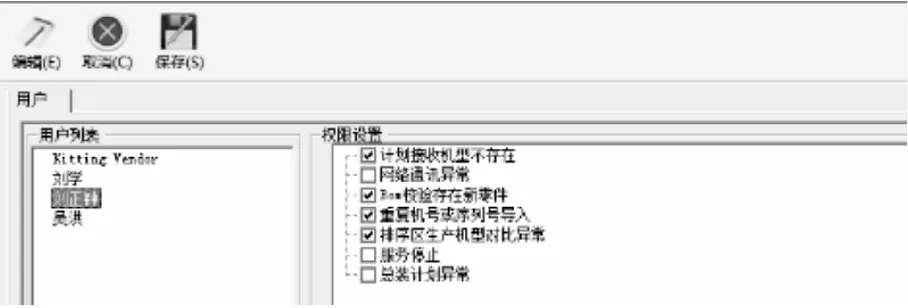
图11 邮件订阅管理界面
4 结束语
对于采用柔性化生产模式的汽车制造过程而言,物料配送对于企业实现精益生产至关重要。物流部门需要根据生产计划向线边及时配送适当数量的物料,尽量减少线边库存的积压,节约成本。拣料防错系统结合物流配送载具可以有效地保证了汽车制造过程的零部件供应,更加准确快速地响应线边的物料需求,减少备料时间与拣料准确性,降低生产成本,提高生产效率。某知名品牌汽车企业在应用拣料防错系统后,在不增加人员的基础上,大大提升了拣料速率,有效地配合生产线的柔性化生产,实现了拣料防错系统降低拣选差错率和生产成本等设计目标。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
承德医学院学报(2022年2期)2022-05-23
航天返回与遥感(2022年2期)2022-05-12
百科探秘·航空航天(2021年12期)2021-01-15
疯狂英语·新阅版(2020年11期)2020-12-21
装备制造技术(2020年12期)2020-05-22
传媒评论(2019年5期)2019-08-30
车迷(2018年12期)2018-07-26
传媒评论(2018年4期)2018-06-27
传媒评论(2018年4期)2018-06-27
