冷焊机半自动进给装置的样机设计
2018-09-17 09:27:14胡建新
机械设计与制造 2018年9期
胡建新 ,林 宋 ,张 祥 ,任 炜
(1.北方工业大学 机械与材料工程学院,北京 100144;2.中建材国际装备有限公司,北京 100048)
1 引言
机械装备再制造工程是对装备产品进行改造以最大限度地利用装备的零部件、缓解资源能源短缺与浪费的矛盾、减少废旧装备对环境污染出现并迅速发展着的新兴产业。再制造中修复工艺种类繁多,例如电刷镀、热喷涂、胶粘和焊接。焊接技术作为一种传统工艺通过不断改进研发出冷焊技术,其众多优点让冷焊得到普遍应用。
传统焊接维修因其温度高会造成配件变形退火,造成基体损伤。传统的电镀、热喷涂,涂层与基体是物理结合,结合强度低极易脱落。冷焊技术可以用来对一切金属以及几乎所有的其他各种原材料进行相互连接、固定焊接和密封。其焊补基体与补材为冶金结合,结合牢固致密,常温焊补,基体不发热,不产生热变形,修复后可进行各种机加工,不影响机械加工性能,可以选择不同材质的补材进行同材、异材焊补。在当今想要完成较好的焊接工作提高焊接效率,提高准备车间的机械化,自动化水平是当前世界先进工业国家的重点发展方向。如用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,焊接机器人与专家系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,简单来说就是数字化控制。目前我国焊接自动化应用率好比较低,不到30%,因此提高焊接自动化迫在眉睫[1]。
伴随着冷焊技术的推广,各种冷焊机应运而生,但是大部分冷焊机都仍然是人工操作,其竞争压力也随着增大,其在原材料价格,人力资源成本不断上升的情况下,其使用的效率较低,竞争力必然会大大降低。已经日益凸显,各大企业也随之对其进行研究改善。本设计提出和设计一种半自动进给装置从而代替人工提高效率。
2 冷焊机工作原理及其操作
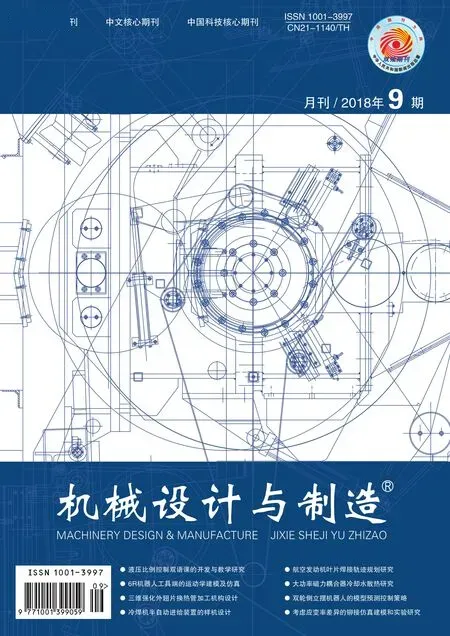
冷焊机分为三大类:电阻焊式冷焊机、氩气保护式高能冷焊机、氩气保护式电火花精密冷焊机。冷焊机的组成主要是由机箱和焊枪两个部分组成,焊枪部分主要的手工操作部分。冷焊机原理是利用充电电容,以(10-3~10-1)s的周期,(10-6~10-5)s的超短时间放电。电极材料与工件接触部位瞬间会被加热到(8000~10000)℃,等离子化状态的熔融金属以冶金的方式过渡到工件的表层。其加工操作,如图1所示。
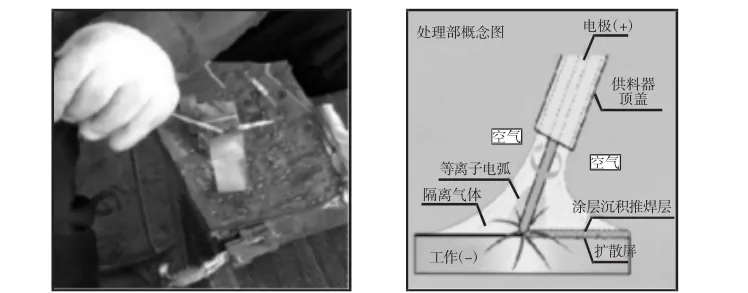
图1 原理图及其人工操作Fig.1 Schematic Diagram and Manual Operation
人工真实焊接的手法操作过程:(1)让焊笔与工件成大概(30~45)°角(特殊情况再做改变);(2)将焊笔紧压与补材紧密接触,保持一定压力;(3)焊笔在补材上做圆周运动或者滚动焊补,焊点之间不准隔开或重叠,要做到点点相连;(4)运动速度适宜太慢影响效率,太快闪点太多。
半自动进给装置模拟人工操作:(1)设计活脚链使焊笔的夹持装置可以随着工况适当调节角度。(2)给焊笔一定的压力保证焊笔与工件接触良好。(3)用丝杠导轨和滑块带动焊笔一起移动完成横纵向运动,保证焊点排列密集。(4)使焊笔连续正反转动取代人工的连续左右转动,保证焊笔不断有新的点与工件接触。
3 进给装置结构设计
3.1 焊枪旋转夹持部分设计
冷焊机主要的工作都是由焊枪来完成的,本部分的设计是实现冷焊半自动进给的关键。本部分主要由:焊枪高度调节,焊枪角度及压力保持,焊枪旋转,焊枪尾端调节装置等四部分组成。
焊枪高度调节:为了适应不同的工作环境,对焊枪高度的可调节性提出了较高的要求。不同的工件有不同的高度和不同厚度,应该选用一个调节器在需要移动的时候可以进行移动,在工作时需要固定的时候可以进行固定。用一个可以固定的导轨滑块装置来实现这个功能,如图2所示。
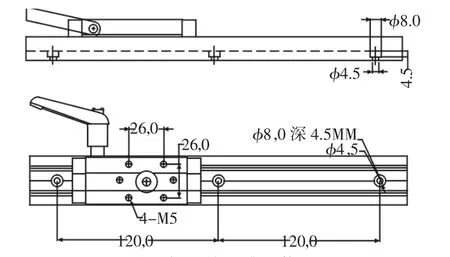
图2 导轨滑块二维图装配图Fig.2 Assembly Drawing of Two Dimensional Map of Slide Block
工作时将滑块固定在导轨上,需要调节高度时只需要拧松紧固螺母即可调节高度,调节到合适的位置时再次拧紧紧固螺母就可以实现对焊枪高度的调节。
焊枪角度及压力保持:焊枪在工作时需要一定的压力(大约20N)来保证焊枪顶端与被修复的工件紧密接触,同时为了适应被修复工件表面的起伏焊枪的角度应具有可调节性。焊枪端自身重量较大故在此不再设计拉力弹簧来保证压力。如果焊枪端的重量得以减轻,应加拉力弹簧保持焊枪顶端与被修复工件的紧密接触。
焊枪角度的调节采用活脚链连接的方式来保证焊枪可以上下自由转动,如图3所示。

图3 活脚链连接Fig.3 Loose Joint Hinge
3.1.1 焊枪旋转机构设计
根据焊接的原理,利用类电阻焊原理,使低压大电流通过焊头、材料与工件,利用工件与材料之间的接触电阻,将该接触点的补材瞬间熔化在工件上,因此经常会在焊笔上留下补材,降低它的使用寿命,因此设计旋转装置,避免补材残留,提高使用寿命,如图4所示。主要靠步进电机通过带动齿轮从而实现转动,可以通过改变步进电机运动达到想要的运动。
图4 旋转机构运动简图Fig.4 Rotating Mechanism Motion Diagram
步进电机通过联轴器连接齿轮,通过两个齿轮啮合带动焊枪转动,三个轴承起到固定焊枪作用。
3.1.2 焊枪尾端调节装置设计
焊枪尾端是通过电线与冷焊机相连接,但是焊枪在焊接和过程中焊枪端的金属是在不断的磨损消耗中,需要经常换用焊枪,经常需要替换因此设计如下图装置可轻松将焊枪取下进行更换。
焊枪头需要与焊枪连线端配合使用,导轨滑块机构保证了滑块在工作过程中紧压着转动的焊头,防止焊头向后移动,如图5所示。需要取下焊头时将滑向上移动即可。
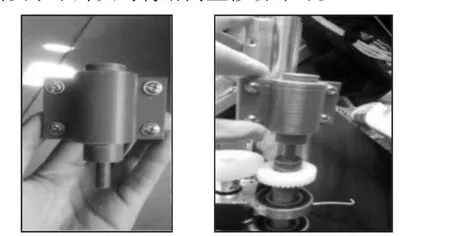
图5 焊枪尾端调节装置Fig.5 The End of a Welding Torch Adjusting Device
3.2 进给装置移动要求设计
滚珠丝杠是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反覆作用力,同时兼具高精度、可逆性和高效率的特点。
此装置横向运动主要靠步进电机驱动滚珠丝杠来完成。确定滚珠丝杠副的导程:

式中:Vmax—工作台最高移动速度;nmax—电机最高转速;I—传动比电机与丝杠间为直接连接式,i=1。
由上表查得w1=4m/min,nmax=1500r/min
代入得Ph=0.67mm;
查《现代机床设计手册》取Ph=5mm。
最大行程L=270mm。
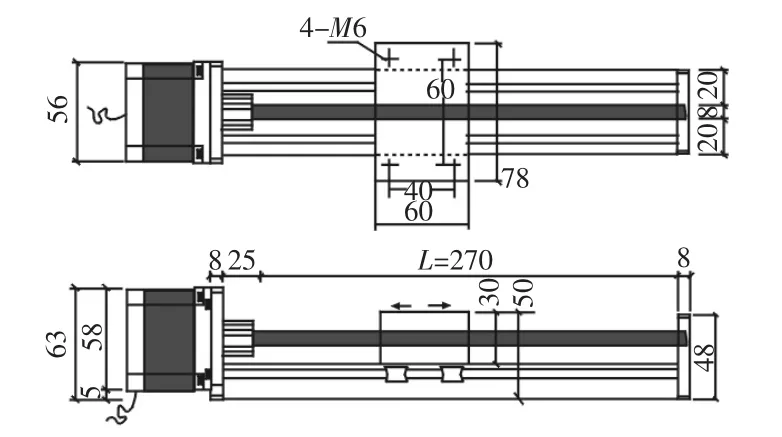
图6 滚珠丝杠二维装配图Fig.6 Two Dimensional Assembly Drawing of Ball Screw
纵向运动:在丝杠导轨下面加了一个燕尾型手动滑块,方便通过微调来修正焊机进给的路线。此滑块的行程L1=180mm。
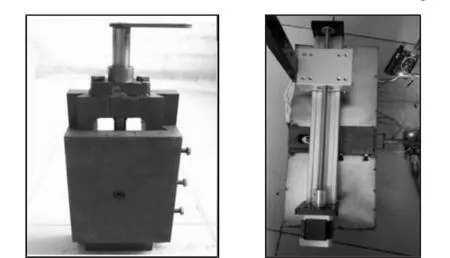
图7 燕尾型手动滑块装配Fig.7 Dovetail Slide Assembly Manual
3.3 样机总体装配实体图
总体装配,如图8所示。底座上安装滚珠丝杠,丝杠底部安装手摇滑块,导轨安装在丝杠的滑块上固定,通过活铰链结连接带旋转机构的机械臂。将尾端调节装置固定在导轨上与旋转机构的焊枪夹持的轴承在一直线上。机械臂的焊枪夹持装置与冷焊机的焊枪连接,通过旋转机构带动焊枪完成预期的转动动作。该装置体积较小,底座为650*210*170mm,携带方便,便于灵活使用。
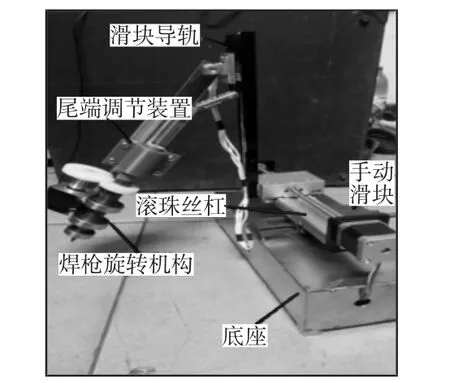
图8 样机实体装配图Fig.8 Prototype Assembly Drawing Entity
4 步进电机控制部分设计
步进电机作为一种体积小,扭矩大的电机在机电领域应用广泛,并且可用控制板控制其转动,灵活性比较强,因此本设计采用16位单片机arduino对步进电机进行控制,通过I/O口输出的具有时序的方波作为步进电机的控制信号,信号经过tb6560驱动芯片驱动步进电机。本设计主要研究单片机控制步进电机,对步进电机的转速、方向进行控制和显示。
(1)系统供电电源:
电压:12V、5V;
额定电流:1.7A。
(2)驱动电源输出:四相八拍方式。
(3)步踞角:1.8°。
该系统要实现的主要功能:
(1)能实现步进电机的正转、反转控制。
(2)能实现步进电机的转速控制。
(3)扩展功能:实现步进电机点动的转动控制及正反转控制
4.1 焊枪旋转部分
步进电机通过正反转带动焊枪转动,焊枪的电机为一直往复运动,旋转360°之后再旋转-360°来保证焊枪的消耗均匀。主要程序如下:
voidsetup()
{Serial.begin(9600);
//boolsuccess=SetPinFrequencySafe(led,frequency);}
voidloop()
{//read the sensor value:读取模拟传感器数值转一圈走1mm,共
200mm,走 a+10*b+100*c mm,即 a+10*b+100*c圈,一圈 4步,(a+
10*b+100*c)*4步
//满转 6 圈
//pwmWrite(led,brightness);
//pwmWrite(led2,brightness2);
//intsensorReading=660;//转速设定
//mapittoarangefrom0to100:将其映射为0~100的数值
//intmotorSpeed=map(sensorReading,0,1023,0,100);
//setthemotorspeed:设置电机速度,但并不使其旋转
//if(motorSpeed > 0){
myStepper.setSpeed(8);
//step1/100ofarevolution:使其旋转1/100步
myStepper.step(stepsPerRevolution/9);//暂时没办法停下来,建议把
左边100去掉
Serial.println('1');delay(50);
myStepper.step(-stepsPerRevolution/90);
Serial.println('2');delay(50);}
4.2 滚珠丝杠步进电机控制设计
该部分通过一个矩阵键盘来控制步进电机的行程并在小型显示器显示行程。滚珠丝杠的速度可有电机转速和导程算出。
(1)键盘控制步进电机行程,单位为mm,例如输入100即为步进电机行进100mm。
(2)键盘中的A的功能是输入行程之后按A启动步进电机,行驶100mm之后还会有一个3s的停顿,然后再返回行驶100mm。
(3)键盘中的C的功能是清空显示屏,在输入行程出错的时候可以按C来修改行程(在电机运动时无效)。主要程序如下:
voidsetup()
{unsignedinti;
Serial.begin(9600);
Init_1621();
}
inta=0,b=0,c=0,d=0,e=0,f=0;
voidloop()
{
charcustomKey=customKeypad.getKey();
if(customKey>47&&customKey<58){//输入速度值
//Serial.println(customKey);
e=d,d=c,c=b,b=a,a=x;
delay(100);
}
if(customKey==67){
intx=customKey-48;
x=0,a=0,b=0,c=0,d=0,e=0;
Write_1621_data(0,num[x]); //第 0 位显示
Write_1621_data(1,num[a]);
Write_1621_data(2,num[b]);
Write_1621_data(3,num[c]);
Write_1621_data(4,num[d]);
Write_1621_data(5,num[e]);}
if(customKey==65){//启动电机速度为 x+a*10+b*100+c*1000+
d*10000+e*100000
Write_1621_data(0,num[0]|0x80); //第 0 位显示
Write_1621_data(1,num[a]);
Write_1621_data(2,num[b]);
Write_1621_data(3,num[c]|0x80); //点亮
Write_1621_data(4,num[d]|0x80); //点亮 2
Write_1621_data(5,num[e]|0x80); //点亮小数点 1
if(customKey==65){//启动电机速度为 x+a*10+b*100+c*1000+
d*10000+e*100000
//read the sensor value:读取模拟传感器数值转一圈走1mm,共
200mm,走 a+10*b+100*c mm,即 a+10*b+100*c圈,一圈 4步,(a+
10*b+100*c)*4步
//满转 6 圈
//intsensorReading=200;//转速设定
//mapittoarangefrom0to100:将其映射为0~100的数值
//intmotorSpeed=map(sensorReading,0,1023,0,100);
//setthemotorspeed:设置电机速度,但并不使其旋转
//if(motorSpeed > 0){
myStepper.setSpeed(40);
t=a+10*b+100*c;
if(t>200){t=200;};
if(customKey==66){//停止电机
intsensorReading=0;//未完成}
上述程序中const int stepsPerRevolution=3000;这一句中的3000 可以修改为别的数字,myStepper.step(double(double(steps-PerRevolution*(-t)/10)/1.15));语句,当 3000 所在位置的数字越大,步进电机运动更快,更平稳,当const int stepsPerRevolution的数字小的时候,步进电机运动慢,但是噪声非常大。
5 结语
该装置通过模拟人工操作的方法用机械臂完成人工冷焊动作,焊枪主要工作部件由夹持装置和步进电机来实现操作,该装置利用滚珠丝杠来完成焊枪焊接的进给运动,由焊枪转动替代人工摆动,控制系统通过对步进电机转速和方向控制来优化焊机焊笔横向或纵向运动的同时实现旋转运动,进而模拟人工操作。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
制造技术与机床(2019年11期)2019-12-04 05:50:26
焊接(2016年6期)2016-02-27 13:04:57
焊接(2016年1期)2016-02-27 12:59:40
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
电子工业专用设备(2015年4期)2015-05-26 09:10:36
制造技术与机床(2015年8期)2015-04-24 07:25:38