
基于影像技术的弹簧零件外径尺寸的精密检测研究
2018-09-13 01:45:28屈力刚张丹雅杨野光
锻压装备与制造技术 2018年4期
屈力刚,朱 哲,张丹雅,杨野光
(沈阳航空航天大学 机电工程学院,辽宁 沈阳 110136)
弹簧作为一种重要的机械零部件,具有结构固定、造价低、应用领域广泛等特点。弹簧的外径尺寸是质检的重要指标,在制造加工的时候需要对它的参数进行合理的控制。传统的弹簧外径检测需工装逐个检验,采用游标卡尺等接触式检测方式,效率不高,检测精度低。
目前,弹簧外径检测运用自动、非接触的影像技术在弹簧检测领域比较少见,相较于接触式检测,它避免因接触而引起的变形,具有精度高、价格低廉、易于维护、操作容易等优点,可以实现高效率、全自动、在线检测等要求。
1 弹簧外径影像检测系统的建立
本文影像检测系统包括:影像采集系统、计算机、影像处理系统和转换接触设备等,如图1所示。建立满足提取弹簧零件这一检测对象精度要求的高精密度影像检测系统,为提取出一幅清晰度高的影像打下基础。在不影响被测对象的高精度要求的情况下,尽可能将成本降到最低,是该影像检测系统设计的特点,其中主要的创新点在图像处理系统中对外圆轮廓采用改进的亚像素算法进行边缘定位和提取,能够有效保证弹簧外径参数的检测精度。

图1 影像检测系统
1.1 影像采集系统
影像采集系统采集到的影像质量会直接对后续处理过程的准确性产生影响,如图2所示,它包含照明光源、影像传感器以及影像采集卡。

图2 影像采集系统示意图
照明光源为影像检测系统提供输入照明,影响采集数据的质量,是输入数据的一部分。本系统选用LED光源,因为较其他光源,LED有体形小、光亮效果好、反应速度快的优势。
影像传感器中光学镜头是收集空间物体反射的光,并将其成像于感光胶片或图像传感器上的光学成像装置,本检测系统所采用的是面阵CCD摄像机,它可以接收较高的二维影像质量和清晰度,具有响应速度快、稳定性强等特点。
影像采集卡收取来自面阵CCD摄像机中的输入信号,将处理后的信号存储在影像存储单元中。由于本课题选用的CCD相机为通用的USB总线接口,已将影像采集卡的功能集成到相机中,故本系统中不再另外选用影像采集卡,更有利于系统硬件安装。
1.2 计算机
计算机是整个影像检测系统的核心,它将影像采集卡接口收取到的影像信息进行运算处理,它还连接着转换接触设备,满足检测系统每个模块的协调运行。计算机的处理运算能力将关联整个影像检测系统。为了满足检测精度和实时性的需要,本系统选择3.20GHz主频,8G内存,Windows10操作系统的计算机。由于计算机的更新换代,现如今也有较多影像检测系统配置了微型计算机。
1.3 影像处理系统
图像处理方法是影像处理系统的关键,它包括图像去噪滤波、边缘定位提取等。输出图像的质量经过这些处理后,能够产生良好的效果,便于系统对影像进行鉴别和处理。因此,处理好弹簧零件影像对于检测系统是重要的。
2 弹簧外径影像处理技术
本文所述的弹簧外径影像的处理技术主要包括对摄取的原始影像进行降噪滤波处理、对影像边缘信息进行亚像素边缘定位检测等。它是整个影像检测系统中的基点。
2.1 弹簧影像的降噪滤波处理
通过面阵CCD摄像机传感的弹簧影像在获取和传输的过程中,有各种噪声以及其他因素加入到影像中,往往会发生影像畸变,使影像质量下降,检测结果不可靠。所以,在对采集到的影像进行边缘定位提取前,对弹簧影像进行降噪滤波是有必要的。
首先将通过影像采集系统得到的弹簧外径彩色影像像进行灰度化。MATLAB中的函数rgb2gray可以将彩色片影像转换成灰度影像。
其次,在对弹簧零件影像实际采集中,普遍会产生高斯噪声。高斯噪声概率密度函数为:

图3是含有σ=0.5高斯噪声的弹簧件外径灰度图像。
根据不一样的实际情况,每一种滤波的方法都有自身的优势。选用适合弹簧外径灰度影像的滤波方法,在本检测系统中降噪滤波是必要的。均值滤波作为一种线性滤波算法,它采用邻域平均法,一种局部的空间域滤波处理算法,其核心思路是:首先,将目标像素作为中心,把它的周围8个像素组合成一个滤波模板,再用模板中所有像素的平均值来等价原来目标像素的数值,来实现图像的平滑降噪滤波。把邻域平均法和使用普遍的中值滤波进行比较,对脉冲噪声的抑制效果,中值滤波是很有效的,但是由于高斯噪声是一种很随机的噪声,均值滤波要比中值滤波处理的好,最终选择邻域平均的滤波方法。图4和图5是分别采用上述中值滤波和均值滤波算法,弹簧件外径灰度影像降噪滤波处理结果,实验证明了均值滤波在本实验中的优势。
图3 含高斯噪声的灰度影像

图4 中值滤波影像

图5 均值滤波影像
2.2 外径轮廓最小二乘拟合算法
图像经过去噪处理后获得灰度化图像边缘,优化后边缘为单像素轮廓,对于外径轮廓而言,由于量化误差的影响,轮廓点并不是都分布在理想圆上,它的误差含有随机特性,对其实施最小二乘拟合能近似求出轮廓的圆心和半径。在实际轮廓上,最小二乘圆是理想圆到周围的点的长度平方和最小的那个圆。图6为最小二乘拟合法图解。

图6 最小二乘圆法图解
设周围点的坐标为(xi,yi)(i=1,2,…,n),O(x0,y0)是最小二乘圆的圆心坐标,R是半径,那么依据最小二乘拟合法,有:

然而,外径上的一些点会因量化误差和噪声偏离预想的区域,这些点也可能在计算之列,从而影响了边缘提取的效果。本文用3σ定理,将距离边缘较远的这些点看作不符合点将它们去除,然后把其余的边缘轮廓点记录并且进行计算,保证了弹簧外径的计算准确性和检测精度。
3 改进的亚像素细分算法的影像边缘检测
通过处理弹簧外径的影像边缘来提取弹簧的几何参数是弹簧影像边缘检测的机理,弹簧外径周围相关点的定位精度将直接影响整个检测数据的精度。因此,影像边缘提取算法是影像检测的重中之重。随着实际企业检测等需要精度等级继续提高,像素级精度早已不能达到实际检测的需要,所以,亚像素边缘检测方法作为更高精度的边缘检测手段,能够满足企业需要。
传统边缘检测算法中发展起来的亚像素边缘检测方法,它的原理是首先用传统边缘检测方法将像素级的边缘像素点的区域找出,然后把找出的像素点附近的灰度值看作辅助信息,进而将检测影像的边缘信息定位在更精准的位置。常见的亚像素边缘检测算法有拟合法、插值法和灰度矩法等。
3.1 灰度矩
灰度矩方法作为积分算子之一,有抗噪能力强的特点。在弹簧外径影像处理中,影像边缘近似等于理想阶跃边缘模型的矩,也就是矩不变定则,此方法求能计算出中心对称目标影像的边缘数据。所以,这种方法普遍于边缘检测中。
首先,一维影像运用灰度矩法求边缘数据的原理如下:


数字图像 I(i,j)中所求范围内 S 的 l阶灰度矩为:

由一组含灰度 h1和一组含灰度h2的像素拼接而形成的一维理想阶跃边缘模型,支配于三个参数:阶跃高度k、边缘两旁的灰度值h1和h2。如图7所示,其中离散点是实测的边界,折线是理想的边界。

图7 一维理想阶跃边缘模型
如果u(x)为理想阶跃函数,那么理想边缘函数能用下式表示:

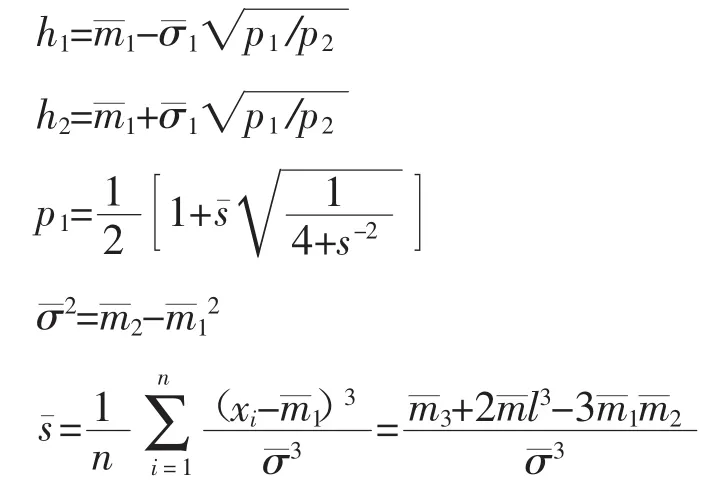
假设灰度值h1和h2的像素点数在理想边缘中所占有的比例用p1和p2表示,那么它们满足下列的关系:

设实际边界点的灰度值用单调行列gj(j=1,2,…n)表示,那么三阶灰度矩满足下列等式:
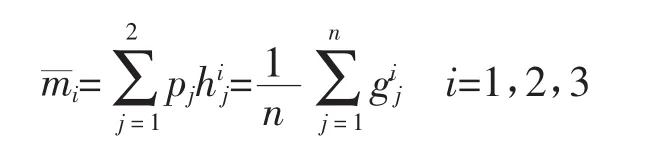
式中:n为实际整个边缘所占的像素总数。3个方程中有 3 个未知数 p1,h1,h2,求解得到:
由以上等式得到边缘的位置k:

3.2 改进的圆形图元亚像素细分算法
本文提出的改进算法是根据前面介绍的外径轮廓最小二乘拟合算法和一维灰度矩方法为基础,将弹簧外径影像的二维亚像素拆分成两个一维亚像素向量影像,进而定位提取。具体的定位算法步骤过程如下:
(1)用外径轮廓最小二乘拟合算法求出圆心及半径,把它的结果用作粗定位。
(2)在影像的像素坐标中,围绕坐标中心为圆心来建立像素坐标系,结果四舍五入取整,计算弹簧外径在θ=2π边缘内,取整七个点的梯度方向的坐标,就是看作求出等式[(ri-k)cosθ,(ri-k)sinθ]的值,其中ri是外径圆心至外径的各边缘点的距离。获得处理后外径影像中对应坐标点的数值,把它们排列成一维边缘向量:
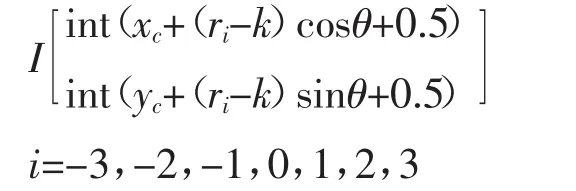
式中:(xc,yc)为粗定位圆心的坐标,int为进行取整符号。
(3)计算一维亚像素影像的边缘位置,相应的二维的边缘位置在假设一维的边缘位置是k时成立:

(4)再用外径轮廓最小二乘拟合法计算最后的参数值 x′c,y′c,r′。
最后通过设计的影像系统,对一组十个弹簧的外径影像进行尺寸精度的检测。从表1可以看出,系统检测精度在±1μm内,并且检测速度约25s/件,完全满足工业精度要求。其中(xi,yi),(x′,y′)是像素级单位,r′单位是mm。

表1 弹簧的外径尺寸检测数据
4 结论
本文通过对弹簧外径的检测需要,建立了一套影像检测系统,并针对特定特征,设计实现了切实可行的影像降噪滤波处理检测算法。并设计了圆形图元亚像素细分算法用于边缘定位检测。通过实验验证,这种方法的检测精度可以达到±1μm,精度在微米级,速度约25s/件,具有定位精度高、运行速度快的特点。使弹簧外径在线实际检测应用成为可能。该系统对于其他环状零件的自动检测也有很大的借鉴价值。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
北京航空航天大学学报(2022年6期)2022-07-02 02:00:02
高技术通讯(2021年3期)2021-06-09 06:57:48
中学生数理化(高中版.高考理化)(2021年1期)2021-03-19 08:51:52
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
新高考·高一物理(2016年10期)2017-07-07 12:17:11
自动化学报(2017年5期)2017-05-14 06:20:56
光学精密工程(2016年1期)2016-11-07 09:01:59
