激光气化冻结浆料分层实体制造中黏结剂的选择*
2018-09-07 10:02:26郭元章杨少斌
西安工业大学学报 2018年4期
张 耿,李 娜, 郭元章, 杨少斌,陈 桦,2
(1.西安工业大学 机电工程学院,西安 710021;2.西安工业大学 陕西省特种加工重点实验室,西安 710021)
多孔陶瓷材料内部孔隙结构三维贯通,具有耐高温,低导热率,耐腐蚀,高物理化学稳定性,高孔隙率,低密度,大比表面积和良好生物相容性等特性,在过滤、催化剂载体、生物功能材料、保温隔热材料和吸声减震等领域有重要的应用[1-2].陶瓷材料的高硬度、高耐磨以及脆性大的特点,使其难以应用传统的机械加工方式(如车削、切削和磨削等)进行加工[3-4].在成形三维形状陶瓷时,多利用模具获得零件的外部形状,并结合添加造孔剂、有机泡沫浸渍和添加发泡剂等工艺,使陶瓷零件内部形成多孔结构[5-6].传统的成形方法中,模具的设计、加工等环节不仅延长产品的开发周期,而且增加了加工成本.
3D打印法加工多孔陶瓷零件,具有无需模具刀具,开发周期短,成本低和可加工复杂形状等优势,是目前国内外的研究热点[7-8].其原理可概括为:采用3D打印工艺,对可形成多孔结构的陶瓷原材料进行加工,并结合相应的后处理工艺,获得多孔结构陶瓷.文献[9-10]以剪切稀化陶瓷墨水为材料,采用喷头挤出细丝状的材料,通过沉积的方式累积三维形状.文献[11-12]在陶瓷墨水中添加发泡剂或者有机泡沫模板,结合相应的后处理,获得不同的孔隙结构.文献[13-16]以具有冷冻干燥特性的水基陶瓷浆料为材料,采用挤出装置将材料挤出在低温环境中,通过沉积和快速冷冻的方式形成三维形状,采用冷冻干燥工艺去除冰晶,获得片层状的孔隙结构.文献[17-18]采用莰烯替代水配制陶瓷浆料.由于莰烯具有室温凝固的特性(凝固点47 ℃),因此所制浆料可在室温中挤出并凝固,冷冻干燥后可获得树枝状的孔隙结构.
与激光辐照固化相比,采用挤出成型的工艺在3D打印加工过程中减少了对原材料特性的破坏,最大限度地保留了孔隙结构的可设计性.为了实现挤出累积过程,需严格控制陶瓷材料的固含量以及挤出口的直径,这些限制因素不仅降低了孔隙结构的可设计性,而且使零件具有明显的台阶效应.此外,采用挤出工艺加工悬臂结构时,为避免变形,需额外设计支撑结构,增加了加工成本以及材料的浪费.为减小多孔陶瓷3D打印过程中坯体的变形,提高孔隙结构的设计性,减小零件的台阶效应,本文提出了一种基于冻结陶瓷浆料的分层实体制造(Frozen Slurry-Based Laminated Object Manufacturing,FS-LOM)方法,分析了FS-LOM的加工机理,采用不同黏结剂进行实验,确定了陶瓷浆料的成分组成.
1 材料与方法
1.1 实验材料
氧化铝粉末:中位粒径D50=0.3 μm,纯度大于99%;水玻璃:模数3.1~3.4;选用BF-24型聚乙烯醇(PVA):黏度58~68 mPa·s,醇解度98.5%~99.2%,平均分子量105 600;羧甲基纤维素钠(CMC-Na):分析纯,黏度 800~1 200 cP;聚丙烯酸铵:工业级分散剂,纯度大于99%;选用DF-18型消泡剂.
分别以水玻璃、PVA和CMC-Na为黏结剂,以氧化铝粉末为陶瓷材料,以去离子水为溶剂,以及分散剂和消泡剂配制三种陶瓷浆料A,B,C,材料配比见表1.材料经过球磨、真空除泡,得到分散性和流动性良好的陶瓷浆料.

表1 陶瓷浆料的配比(%)Tab.1 Composition and proportion of ceramic slurry (%)
1.2 实验平台
配制水基陶瓷浆料后,采用刮片在加工平台上铺设一层浆料,采用低温冷冻板自上而下接触料层使其迅速冻结,采用激光选区扫描切割冻结浆料,绘制该料层对应的2D图形,加工平台下降一层,循环进行以上步骤直至打印完成,得到被冻结浆料包裹的冻结三维陶瓷坯体;对冻结坯体进行冷冻干燥得到被支撑材料包裹的干燥坯体;去除多余支撑材料后,得到三维生坯;经过脱脂烧结,得到三维多孔陶瓷零件.FS-LOM加工工序如图1所示.
FS-LOM实验平台系统方案如图2所示.三维模型导入后,系统对其进行切片分层处理,并规划每层的激光扫描路径,为激光扫描系统和铺料系统提供控制信号,实现铺料-激光扫描的一系列运动控制.铺料系统由升降模块、刮料模块和冷冻模块构成.升降模块控制加工平台下降一层,刮料模块刮涂一层浆料,然后对该层浆料进行冷冻.冷冻模块采用循环有低温液体的冷冻板接触料层使其快速冻结.激光扫描系统由光源系统、冷却系统和光路控制系统构成,用于完成对料层的选区扫描.针对冰晶对激光能量的吸收率,光源系统采用波长为10.6 μm的CO2激光.在光路控制系统中,采用电控平移台实现反射镜的移动,从而实现激光的选区扫描切割.

图1 FS-LOM加工工序
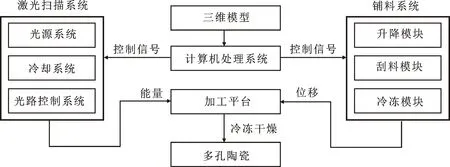
图2 FS-LOM实验平台系统方案
1.3 实验过程
分别在氧化铝坩埚中加入微量的浆料A,B和C,采用差示扫描量热分析仪(型号:DSC823e)测定共晶点,实验温度范围-50~20 ℃,降温速度10 ℃·min-1.
在样品盒中分别注入浆料A和C,并在-30 ℃环境下进行冷冻;采用CO2激光扫描冻结样品,激光功率39 W,扫描速度200 mm·s-1;将扫描后的样品置于冷冻干燥机(型号:LGJ-10)中干燥;采用扫描电子显微镜(型号:VEGA-II XMU)观察激光扫描线的形貌.
根据FS-LOM加工原理,分别采用浆料B和C进行层叠加工实验.每层的加工过程为:铺设厚度为1 mm的浆料,采用-50 ℃的冷冻板将料层冷冻至-20 ℃,采用激光扫描该层对应2D图形的轮廓,激光功率39 W,扫描速度200 mm·s-1.层叠10次后,得到高度为1 cm的冻结坯体,将此坯体置于冷冻干燥机中干燥16 h,去除外围支撑材料,观察三维坯体层间结合情况.采用FS-LOM法加工多孔陶瓷坯体,采用金刚石线切割机切割样品,借助扫描电镜观察样品的内部结构.
2 结果与讨论
2.1 FS-LOM加工机理分析
FS-LOM加工机理如图3所示.浆料配制好后,陶瓷颗粒均匀地分散在体系中.采用低温冷冻板自上而下冷冻浆料,浆料中的溶剂水快速结晶,并将陶瓷颗粒挤压在一起.当激光束到达材料表面时,较大的能量密度使部分冰晶气化,陶瓷颗粒摆脱挤压并堆积在扫描线上,最终在激光扫描轨迹上形成切割槽(气化区).激光在辐照过程中,沿径向和入射方向均有能量传递,并伴随快速的能量衰减,在激光切割槽的外围,能量衰减到不足以气化材料,但可使部分冰晶融化,陶瓷颗粒摆脱挤压后重新分布,最终在切割槽的周围形成激光影响区.影响区周围的低温冻结材料迅速吸收热量,使影响区被激光熔化的溶剂重新结晶.冷冻干燥技术利用水在三相点压强以下只有固-气两种状态的原理,在低压环境中直接将冰晶气化,形成多孔结构.
FS-LOM法采用先冷冻后激光扫描的加工方式,坯体始终固定在凝固态浆料中,完全避免了悬臂结构的变形.冷冻干燥法制备的多孔材料,其孔隙率取决于溶剂的多少,即浆料固含量.采用刮片铺料的方式,可用的材料固含量范围广,通过调整固含量,可制备各等级孔隙率的多孔陶瓷,孔隙结构设计性强.此外,FS-LOM法与挤出堆积法相比,刮料的方式摆脱了挤出头直径的限制,可铺设更薄的料层,降低了零件的台阶效应.

图3 FS-LOM加工机理
2.2 浆料共晶点对FS-LOM的影响
共晶点是指浆料中的溶剂完全结晶时的温度,只有当浆料温度下降到共晶点以下时才可进行冷冻干燥,否则液态溶剂气化会破坏多孔结构.三种浆料A,B和C的示差扫描量热(Differential Scanning Calorimetry,DSC)曲线如图4所示.
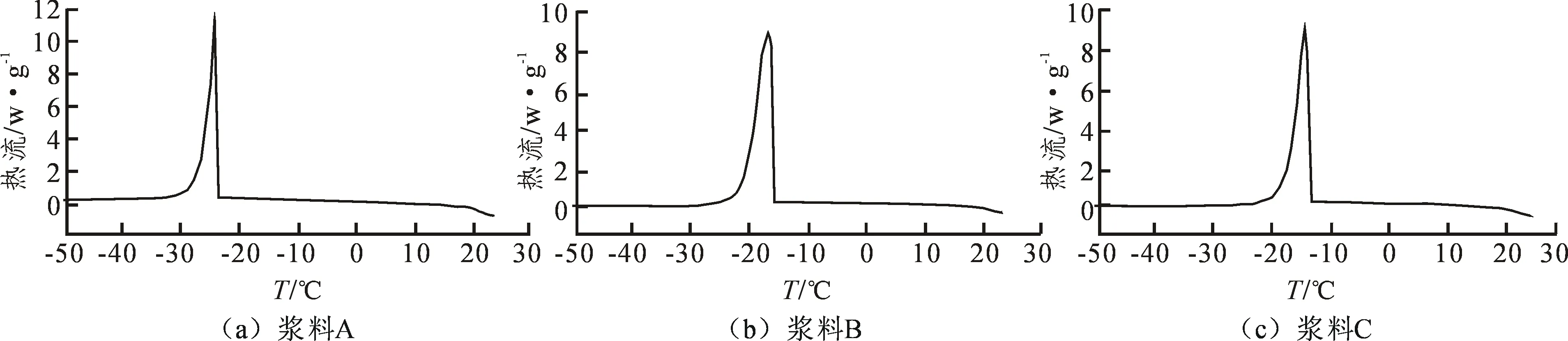
图4 浆料A,B和C的DSC曲线
测定三种浆料A,B和C的共晶点,见表2.不同黏结剂配制的陶瓷浆料具有不同的共晶点.当陶瓷浆料的共晶点较低时,冻结一层浆料需要消耗更多的能量和时间,冻结后的料层具有更低的温度,激光扫描时需要更大的功率才能气化料层中的冰晶.3D打印通常将零件分成数百甚至上千层进行加工,在FS-LOM中使用低共晶点的陶瓷浆料,降低了加工效率且需消耗更多的时间和能源成本.
2.3 浆料激光气化特性对FS-LOM的影响
激光切割2D图形的过程实际为选区气化的过程,冻结浆料A和C在受激光辐照时呈现不同的特性,激光扫描线截面形貌如图5所示.

表2 不同陶瓷浆料的共晶点Tab.2 The eutectic point of different ceramic slurry
激光辐照冻结水玻璃浆料时,在扫描线上出现发泡状结构,如图5(a)所示.水玻璃受热时,大量的水蒸气聚集成气泡,使材料产生类似于沸腾的发泡现象,并在水玻璃失水固化后形成发泡结构.这种高于材料表面的发泡结构不利于料层的铺设.此外,水玻璃受激光辐照失水硬化,激光扫描线上材料的强度有所加强,不利于坯体和外围支撑材料的分离.不同于水玻璃,PVA和CMC-Na为有机物粘结剂,采用激光辐照冻结CMC-Na浆料时,扫描线上的有机物直接被气化、碳化,从而实现2D图形的切割;激光扫描后,料层的表面平整,不影响料层的铺设,如图5(b)所示.
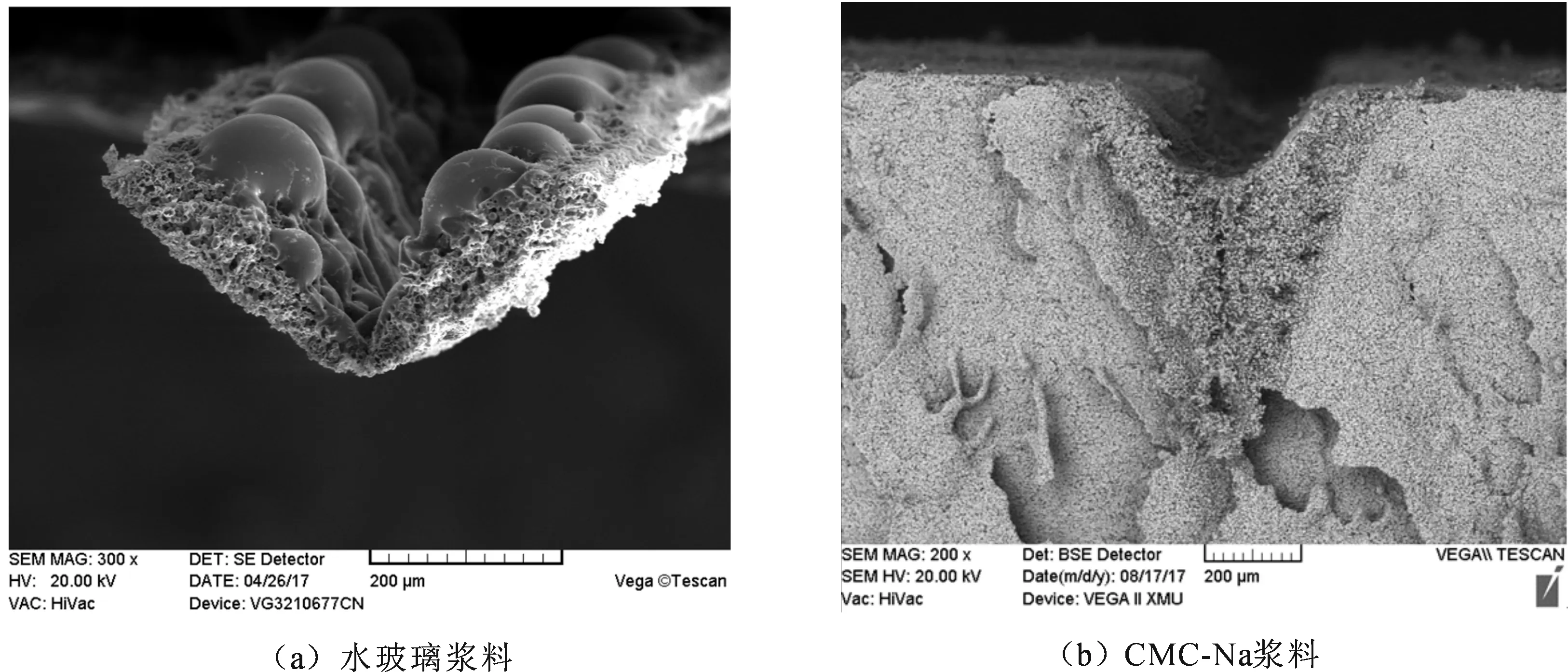
图5冻结浆料激光扫描线截面形貌
Fig.5 Laser scanning line cross section morphology of frozen slurry
2.4 黏结剂对坯体层间结合的影响
分别采用浆料B和C进行FS-LOM层叠加工实验,结果如图6所示.图6(a)展示了去除支撑材料前的坯体,图6(b)和图6(c)展示了去除支撑材料后的坯体.PVA水溶液和CMC-Na水溶液均为溶剂挥发型黏结剂,采用这种黏结剂配制陶瓷浆料,经冷冻干燥后,失水产生黏结作用,将陶瓷颗粒固定在一起.采用PVA浆料加工多层坯体,层与层之间结合不够紧密,易出现分层现象;料层具有较大的塑性,在去除外部支撑材料时,易受机械力影响造成坯体的变形,如图6(b)所示.采用CMC-Na浆料加工的多层坯体,层与层紧密的黏结在一起,不易出现分层现象;坯体具有较好的机械强度,外围支撑材料易去除,如图6(c)所示.
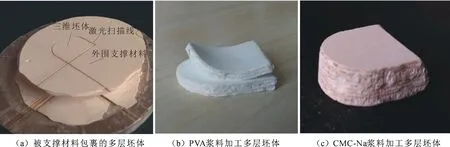
图6 FS-LOM加工的多层坯体
2.5 FS-LOM法加工陶瓷零件
以浆料C为材料,采用FS-LOM法加工三维陶瓷零件,结果如图7所示.
图8为三维陶瓷零件的层间结合情况以及内部孔隙结构.
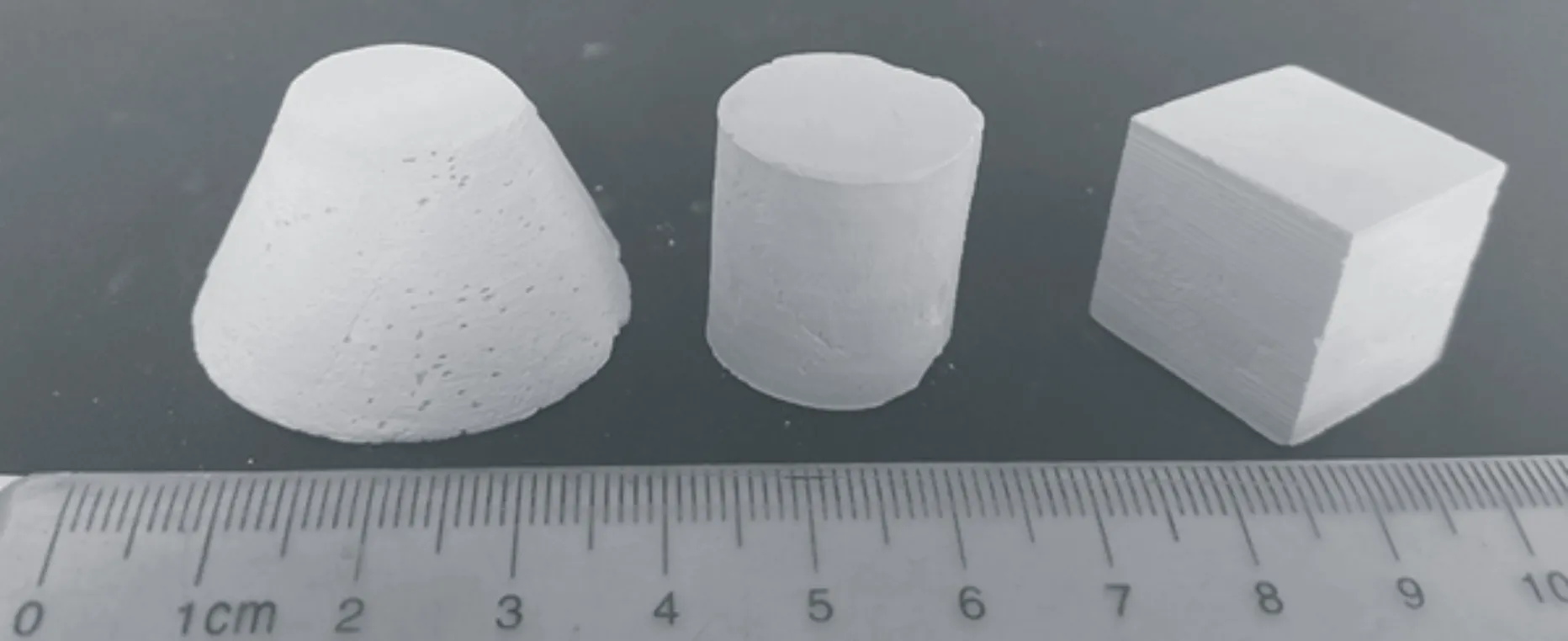
图7 FS-LOM法加工的三维陶瓷零件

图8 三维陶瓷零件截面形貌
3 结 论
1) 提出了FS-LOM法加工多孔结构陶瓷的新型工艺原理.新方法将激光气化技术、冷冻干燥技术与3D打印思想相结合,具有加工过程坯体无变形的特点,在提高孔隙设计性,改善零件台阶效应等方面具有潜力.
2) 分析了FS-LOM法中黏结剂的选用原则.选取3种黏结剂配制陶瓷浆料,进行了加工实验和结果分析.结果表明,CMC-Na浆料具有共晶点高,易于激光切割和干燥后层间黏结紧密等优点,可满足新方法的加工要求.
猜你喜欢
中国药学药品知识仓库(2022年7期)2022-05-10 14:56:54
能源工程(2021年6期)2022-01-06 02:04:30
陶瓷学报(2021年4期)2021-10-14 08:57:28
佛山陶瓷(2021年1期)2021-03-02 01:08:52
中成药(2019年12期)2020-01-04 02:02:28
佛山陶瓷(2019年9期)2019-12-02 15:33:17
模具制造(2019年3期)2019-06-06 02:11:04
佛山陶瓷(2017年8期)2017-09-06 09:47:33
含能材料(2017年1期)2017-03-04 15:46:20
含能材料(2017年7期)2017-03-04 11:16:26