蜂窝夹层结构埋件强度实验研究
2018-09-03 02:29:58徐程程
无线互联科技 2018年16期
徐程程
(中航工业直升机设计研究所,江西 景德镇 333001)
1 直升机结构概述
随着直升机的发展,复合材料的使用在直升机上所占的比例也越来越大。蜂窝夹层结构作为典型复合材料的结构形式,以比其他结构更高的强度、刚度与重量的比值,拥有显著的减重效益,在直升机结构上有着广泛的应用。
在直升机结构中,蜂窝夹层结构经常被制作成各种面板,用于蒙皮、整流罩、地板等结构。蜂窝夹层结构与其他结构的连接、设备的安装,除层压区外,主要是由埋件来实现的,通过埋件将载荷传递并扩散到结构中,因此埋件的强度性能直接影响到了直升机的结构可靠性。蜂窝夹层结构上的埋件分为预埋件和后埋件两类。预埋件是在蜂窝夹层结构在固化之前用发泡胶和蜂窝芯胶接,并与面板直接胶接、共同固化所形成;后埋件是在蜂窝夹层结构固化完成之后,用数控对埋件孔位进行加工,再埋置后埋件进行固化[1]。由于工艺装配等问题,直升机上使用的埋件多为后埋件,本文通过实验的方法来研究某种蜂窝夹层结构后埋件的强度。
2 理论计算方法
蜂窝夹层结构埋件主要载荷为垂直于蜂窝面板的拉伸载荷、平行于面板的面内剪切载荷以及拉伸-剪切复合载荷。
埋件的拉伸承载能力Pt为:

埋件的剪切承载能力Qs为:

埋件受拉伸-剪切复合载荷时:

式中:b为胶的灌注半径;
tc为蜂窝芯高度;
τc为蜂窝芯的剪切强度;
c*=β/(β+1);β=tc/tf;
tf为面板厚度;
τw为w向蜂窝芯的剪切强度;
σfy为面板的屈服强度;
c2=-0.931 714;n=0.262 866;

3 实验
3.1 实验内容
蜂窝夹层结构面板采用金属铝面板,试验件变量为两种埋件位置:埋件在试验件中心和埋件在试验件边缘;两种不同面板厚度:0.3 mm和0.4 mm;相互组合共4组试验件,即1组:面板0.3 mm,埋件在中心;2组:面板0.4 mm,埋件在中心;3组:面板0.3 mm,埋件在边缘;4组:面板0.4 mm,埋件在边缘。
试验件固定在夹具中,夹具水平固定,整体安装在实验机上,通过试验机向上加载至实验件破坏,记录实验载荷,通过改变夹具与水平面的夹角来调整载荷与试验件的加载角度,加载角度α取0°,30°,45°,60°,90°,如图1—3所示。

图1 试验件加载示意
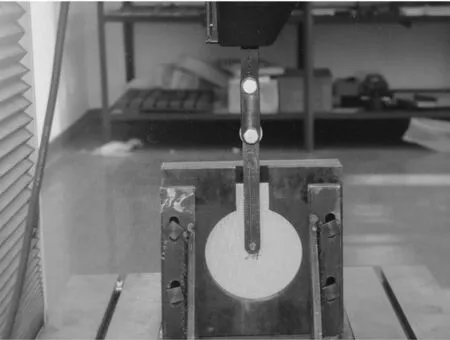
图2 0°加载示意

图3 90°加载示意
3.2 实验结果分析
根据理论计算方法,计算蜂窝夹层结构埋件的承载能力,试验结果如表1所示,对比结果如图4所示。第1组试验件的拉伸承载能力理论计算值为5 736.56 N,试验结果为6 249.2 N,存在8.2%的误差,剪切承载能力理论计算值为7 356 N,试验结果为7 351 N,存在0.07%的误差;第2组试验件的拉伸承载能力理论计算值为6 066.73 N,试验结果为6 457.2 N,存在6.05%的误差,剪切承载能力理论计算值为7 896 N,试验结果为8 100 N,存在2.52%的误差。两组试验件的理论计算值和试验值相差不大,或略小于试验值。第3~4组试验件的理论计算值和试验值相比,拉伸承载能力误差分别为11.14%,20.59%,剪切承载能力误差分别为1.32%,4.57%。

表1 试验件破坏载荷

图4 试验结果对比
4 结语
本文以某种蜂窝夹层结构后埋件为研究对象,通过实验结果对比分析,可以得出以下结论。
(1)得到了常用面板厚度和埋件位置的蜂窝夹层结构埋件的拉伸和剪切承载能力,最小分别为5 030.8 N和7 260 N。
(2)蜂窝夹层结构埋件的拉伸承载能力受埋件位置影响较大,剪切承载能力受埋件位置影响较小。
(3)中心埋件的拉伸和剪切承载能力均大于边缘埋件。
(4)中心埋件的理论计算值与试验值相比误差基本控制在10%以内,理论计算方法可以在直升机中心埋件连接设计过程中应用。
猜你喜欢
环球时报(2022-09-15)2022-09-15 19:18:27
小猕猴学习画刊(2022年12期)2022-02-06 03:00:42
现代装饰(2021年1期)2021-03-29 07:08:38
四川冶金(2019年5期)2019-12-23 09:04:50
心肺血管病杂志(2019年9期)2019-12-09 08:34:00
知识就是力量(2018年3期)2018-03-08 16:15:52
海峡姐妹(2015年3期)2015-02-27 15:09:59
噪声与振动控制(2015年4期)2015-01-01 07:08:19
哈尔滨医药(2014年4期)2014-02-27 13:35:28
河北医科大学学报(2011年6期)2011-03-25 10:16:47